

Лекция 18. Качество машиностроительной продукции и ее основные показатели. Обработка на станках токарной группы.
Критерии оценки и классификация шероховатости поверхности установлены по ГОСТом. Приведем основные определения и термины, регламентированные этим стандартом.
Под шероховатостью поверхности, получающейся в результате обработки, понимается совокупность неровностей с относительно малыми шагами, образующие рельеф поверхности и рассматриваемых в пределах участка, длина которого выбирается в зависимости от характера поверхности и равна базовой длине l.
Шаг неровностей — расстояние между вершинами характерных неровностей измеренного профиля.
Базовая длина l — длина участка поверхности, выбираемая для измерения шероховатости без учета других видов неровностей, имеющих шаг более l.
Шероховатость поверхности определяется одним из следующих параметров:
а) средним арифметическим отклонением Ra;
б) высотой неровностей Rz.
За среднее арифметическое отклонение профиля Ra принимают среднее значение расстояний точек измеренного профиля до его средней линии.
Средняя линия делит измеренный профиль таким образом, что в пределах базовой длины сумма квадратов расстояний точек профиля до этой линии минимальна.
Приближенно
Ra =
![]()
Высота неровностей Rz определяется как среднее расстояние между находящимися в пределах базовой длины пятью высшими точками выступов и пятью низшими точками впадин, измеренное от линии, параллельной средней линии.
![]()
Стандартом установлено 14 классов чистоты поверхности, для которых максимальные числовые значения шероховатости Rа или Rz при базовых длинах l.
Лекция 19. Устройство токарно–винторезного станка.
Токарно-винторезный станок состоит из следующих узлов (рис. 49). Станина 2 с призматическими направляющими служит для монтажа узлов станка и закреплена на тумбах. В передней тумбе 1 смонтирован электродвигатель главного привода станка, в задней тумбе 12 — бак для смазочно-охлаждающей жидкости и насосная станция.
В передней бабке 6 смонтированы коробка скоростей станка и шпиндель. Механизмы и передачи коробки скоростей позволяют получать разные частоты вращения шпинделя. На шпинделе закрепляют зажимные приспособления для передачи крутящего момента обрабатываемой заготовке. На лицевой стороне передней бабки установлена панель управления 5 механизмами коробки скоростей.
Коробку подач 3 крепят к лицевой стороне станины. В коробке смонтированы механизмы и передачи, позволяющие получать разные скорости движения суппортов. С левой торцовой стороны станины установлена коробка 4 сменных зубчатых колес, необходимых для наладки станка на нарезание резьбы.
Продольный суппорт 7 перемещается по направляющим станины и обеспечивает продольную подачу резцу. По направляющим продольного суппорта перпендикулярно к оси вращения заготовки перемещается поперечная каретка, на которой смонтирован верхний суппорт 9. Поперечная каретка обеспечивает поперечную подачу резцу. Верхний поворотный суппорт можно устанавливать под любым углом к оси вращения заготовки, что необходимо при обработке конических поверхностей заготовок.
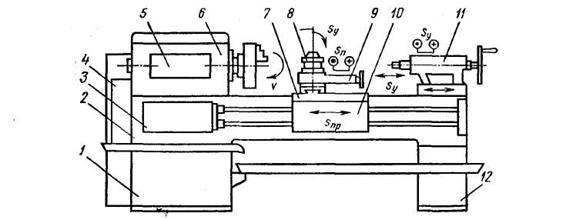
Рис. 49. Схема токарно–винторезного станка.
На верхнем суппорте смонтирован четырехпозиционный поворотный резцедержатель 8, в котором можно одновременно закреплять четыре резца. К продольному суппорту крепят фартук 10. В фартуке смонтированы механизмы и передачи, преобразующие вращательное движение ходового валика или ходового винта в поступательные движения суппортом. Задняя бабка 11 установлена с правой стороны станины и перемещается по ее направляющим. В пиноли задней бабки устанавливается задний центр или инструмент для обработки отверстии (сперла, зенкеры, развертки).
Корпус задней бабки смещается относительно основания в поперечном направлении, что необходимо при обтачивании наружных конических поверхностей. Для предохранения работающего от травм сходящей стружкой на станке устанавливают специальный защитный экран.