

termoobr
.pdfтвёрдость и внутренние напряжения. Структура – отпущенный мартенсит,
или мартенсит отпуска (рисунок 7).
Рисунок 7 - Мартенсит отпущенный Средний отпуск (350…500ºС) обеспечивает высокую твёрдость
40…50HRC и максимальный предел упругости. Применятся для пружин,
рессор, а также штампов. Охлаждение после отпуска при 400…500ºС следует проводить в воде, что способствует образованию на поверхности сжимающих остаточных напряжений, которые увеличивают предел выносливости пружин. Структура стали после отпуска состоит в основном из троостита отпуска, то есть представляет собой мелкодисперсную смесь феррита и цементита (рисунок 8)
|
Рисунок 8- Троостит отпуска |
|
|
Высокий отпуск (500…600ºС) применяется для |
деталей, |
которым |
|
требуется |
сочетание высокой вязкости и достаточной |
прочности с |
|
твёрдостью 20…25HRC. Применяется для ответственных крепежных деталей |
|||
и изделий |
машин из конструкционных сталей(валы, оси, |
шатуны |
и др.) с |
11

содержанием углерода 0,3…0,5%. Закалку с высоким отпуском называют улучшением. Некоторые стали, особенно специальные, при медленном охлаждении после отпуска с температур выше450ºС приобретают так называемую отпускную хрупкость, которая заключается в понижении ударной вязкости. Для предупреждения отпускной хрупкости после высокого отпуска изделия необходимо быстро охладить в масла. Длительность отпуска
– 1…6 часов в зависимости от размеров детали. Для выполнения данного задания можно принять продолжительность отпуска из расчета2мин/мм сечения для углеродистых и3 мин для легированных сталей. Для мелких деталей – 30-40 мин. Структура – сорбит отпуска (феррито-цементитная смесь средней дисперсности и зернистого строения) (рисунок 9).
Рисунок 9 - Сорбит отпуска
2. Поверхностное упрочнение стальных деталей термической и
химико-термической обработкой
Таким деталям, как, например, шестерни, требуется высокая твёрдость на поверхности и вязкая сердцевина. Эти детали изготавливают из
малоуглеродистых незакаливающихся сталей или легированных сталей с содержанием углерода не более0,3% (например, 18ХГТ, 12Х2Н4А и др.),
склонных незначительно упрочняться при закалке.
Условия цементации: детали нагревают доt = 900 – 950 ºС в углеродсодержащей среде, которая называется карбюризатором. Выдержка при этой температуре из расчета на толщину цементированного слоя0,5 - 2,0
мми скорости цементации0,1 мм/час, при твердой цементации
(карбюризатор – гранулы древесного угля); 0,15 мм/час при газовой (газ типа
12

Cn Н2n, Cn Н2n+1), 0,3 - 1,0 мм/час при жидкой (расплав солей). Температура нагрева выбрана не случайно, т. к. при такой температуре стали состоят из аустенита, который способен растворить большое количество углерода, (рис. 1). Обычно на поверхности детали содержание углерода после цементации составляет около 1,0%, рисунок 10.
С > 0,8 % |
С = 0,8 % |
С < 0,8 % |
С = 0,2 % |
|
|
||||
|
П Ц |
П |
Ф |
П |
П |
Ф |
|
|
|
Поверхность 190-230 НВ |
|
|
|
|
|
|
Сердцевина 160-180 НВ |
|
|
|
1 зона |
2 зона |
3 зона |
Исходная структура |
|
||||
|
|
Глубина цементации |
50 % П |
|
|
|
|
||
|
|
50 % Ф |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
Рисунок 10 - Микроструктура цементованного слоя: 1 – зона |
|
||||||||
заэвтектоидной стали; 2 – зона эвтектоидной стали; 3 – зона доэвтектоидной |
|
||||||||
|
|
стали; 4 – зона с исходной структурой |
|
|
|||||
После цементации проводят термообработку детали – закалку и низкий |
|
||||||||
отпуск при t |
= |
150 |
- 200°С. Закалку |
проводят |
по |
одному |
из следующих |
|
|
режимов: |
|
|
|
|
|
|
|
|
|
а) после газовой или жидкой цементации детали подстуживают доt = |
|
||||||||
780 - 800°С и затем закаливают. Этот режим применяют для наследственно |
|
||||||||
мелкозернистых сталей; |
|
|
|
|
|
|
|||
б) остывшие после цементации детали нагревают доt=850-900°С и |
|
||||||||
закаливают; |
|
|
|
|
|
|
|
|
|
в) двойная закалка – первая с температуры нагрева t=850-900, вторая с |
|
||||||||
t=760-800°С. Назначение первой – измельчить структуру сердцевины детали |
|
||||||||
и разрушить |
цементитную |
сетку на |
поверхности, |
второй |
– измельчить |
|
|||
структуру |
поверхности, добиться |
шаровидной |
формы |
цементита |
на |
||||
поверхности. |
|
|
|
|
|
|
|
|
|
13
Структура цементованного слоя |
после термообработки показана на |
рисунке 11 и 12. |
|
С > 0,8 % |
С < 0,8 % |
Поверхность ~62 НRC |
Сердцевина 35-40 НRC |
Мартенсит |
Мартенсит |
высокоуглеродистый |
малоуглеродистый |
0,8 - 1,0 % С |
С = 0,2 % |
Рисунок 11 - Микроструктура цементованного слоя легированной стали
после термообработки: полная закалка + низкий отпуск
С > 0,8 % |
С < 0,8 % |
|
Поверхность ~65 НRC |
|
Сердцевина 25-35 НRC |
Цементит Мартенсит |
Мартенсит |
Феррит |
вторичный |
малоуглеродистый |
|
Рисунок 12 - Микроструктура цементованного слоя легированной и углеродистой стали после термообработки: неполная закалка + низкий
|
|
|
|
отпуск |
|
|
|
|
|
Детали, |
требующие |
местного |
упрочнения |
части |
поверхности, |
||||
изготавливают |
из |
среднеуглеродистых |
сталей 0,4с …0,6%С |
(40, 45, |
40Х, |
||||
40ХНМ и др.). Как правило для таких сталей вначале делается нормализация |
|||||||||
или улучшение, а |
затем закалка поверхностного слоя токами высокой |
||||||||
частоты (ТВЧ) на |
глубину 3…5 |
мм (шейки коленчатого |
вала, |
кулачки |
|||||
распредвалов |
и |
.др) рабочей |
части |
детали(лапа |
культиватора, |
нож |
|||
сенокосилки) с последующим охлаждением в закалочной среде. Затем делается низкий отпуск. Твёрдость поверхности – 58…65 НRC.
14

Режим |
высокочастотного |
нагрева |
определяется |
частотой , |
тока |
удельной мощностью, сообщаемой |
изделию, |
и временем |
нагрева. От |
|
|
правильного выбора частоты тока зависит эффективность применения
высокочастотного нагрева. |
|
Необходимую частоту токаf в зависимости от глубины закаленного |
|
слоя b в мм определяют по следующим формулам: |
|
для деталей простой конфигурации |
f=(5·104)/b2, Гц |
для деталей сложной конфигурации |
f=(5·105)/b2, Гц |
для зубчатых колес с модулем т |
f=(2·106)/m2, Гц |
|
При повышении частоты тока(против подсчитанных |
по |
этим |
||||||||
формулам) удлиняется время нагрева (уменьшается глубина проникновения |
|||||||||||
тока) и резко снижается КПД. |
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 1. Глубина закалки токами различных частот. |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
||
Частота тока, Гц |
|
250000 |
8000 |
|
2500 |
|
1000 |
500 |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
Глубина закаленного слоя в |
наименьшая |
0,3 |
|
1,3 |
|
2,4 |
|
3,6 |
5,5 |
|
|
|
|
|
|
|
|
|
|
|
|
||
наибольшая |
2,5 |
|
5,5 |
|
10 |
|
16 |
22 |
|
||
мм. |
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
оптимальная |
3,0 |
|
2,7 |
|
5 |
|
8 |
11 |
|
|
|
|
|
|
|
|
|
|
|||
|
В табл. 1 приведены значения наиболее выгодной(оптимальной) |
||||||||||
глубины закаленного слоя и возможные |
пределы ее |
изменения для |
|||||||||
различных частот. |
|
|
|
|
|
|
|
|
|
|
|
|
Необходимая частота тока зависит также от диаметра изделия и |
||||||||||
определяется по следующим формулам: |
|
|
|
|
|
|
|
|
|
||
|
для КПД индуктора >= 0,8 fmin >= 250000 / D2 |
|
|
|
|
|
|||||
|
для КПД индуктора >= 0,7 fmin >= 30000 / D2 |
|
|
|
|
|
|||||
|
Для определения режимов нагрева при поверхностной закалкеможно |
||||||||||
пользоваться графиками, приведенными на |
рисунке13, |
отражающими |
|||||||||
зависимость сообщаемой изделию удельной мощности Р0 и времени нагрева
15
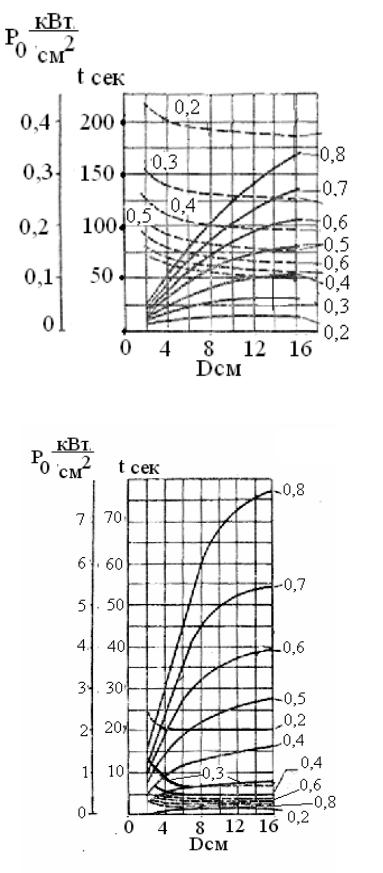
от диаметра нагреваемого изделия для различных глубин закаленногослоя при частотах тока 250 000, 8000 и 2500 гц.
δ,см
а
δ,см
б
16

δ,см
в
Рисунок 13 -. Графики зависимости времени нагрева t (сплошные линии) и
сообщаемой детали удельной мощности Р0 (пунктирные линии) от диаметра
D нагреваемого цилиндра для различных глубин закаленного слоя при различных частотах токах:: а 250000 Гц; б 8000 Гц; в 2500 Гц.
Графиками |
нужно |
пользоваться |
следующим . |
обра |
Предположим, необходимо закалить вал диаметром 60 мм на глубину 4 мм.
По табл. 1 определяем, что закалку на глубину 4 мм следует производить при нагреве током частотой2500 гц. Следовательно, нужно пользоваться графиком, приведенным на рис. 1, в. По графику находим, что для получения закаленного слоя 0,4 см на вале диаметром 6 см необходим нагрев в течение
5.5—6,0 сек при удельной мощности, передаваемой изделию 0,9 квт/см2.
3. Порядок выполнения задания
Указать наименование детали, марку стали, твёрдость, которую необходимо получить окончательной термообработки.
1. Дать полную характеристику заданной марки стали по ГОСТу в состоянии поставки (см. рекомендуемую литературу).
17
Здесь необходимо указать точное название стали по ГОСТу, номер |
|
|||||||||
ГОСТа, а также: |
|
|
|
|
|
|
|
|
||
а) |
к |
какой |
группе |
относится |
марка |
стали |
по |
назначен |
||
(конструкционная, |
инструментальная |
или |
с |
|
особыми |
свойствами), |
||||
химическому |
составу (углеродистая |
или |
|
легированная), качеству |
|
|||||
(обыкновенного |
качества, |
качественная, |
высококачественная |
или |
||||||
особовысококачественная); |
|
|
|
|
|
|
|
|||
б) химический состав стали по ГОСТу; |
|
|
|
|
|
|||||
в) механические свойства стали по ГОСТу; |
|
|
|
|
|
|||||
г) влияние углерода, серы, фосфора и легирующих элементов входящих |
|
|||||||||
в состав заданной марки, на свойства стали; |
|
|
|
|
|
|||||
д) |
нарисовать |
микроструктуру |
стали |
в |
исходн(отожженном) |
|
||||
состоянии, принимая во внимание только содержание углерода в ней;
е) критические температуры АС1 и АС3 (см. приложение).
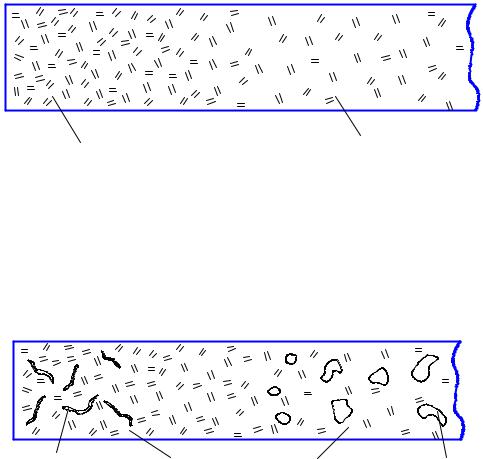
2.Выполнить эскиз детали, указать её габаритные размеры, показать отдельно сечение детали там, где она имеет наибольшую толщину(это необходимо для расчета продолжительности нагрева под закалку).
3.Указать технические условия(ТУ) на готовую деталь, в которых описать:
а) схему макроструктуры (глубину закаленного слоя, волокнистое строение после ковки, штамповки);
б) микроструктуру после окончательной термообработки.
4. Описать схему технологии изготовления детали(от способа получения заготовки до окончательной механической обработки, включая термическую обработку)
5. Из назначенной технологии описать подробно каждую операцию химико-термической (если такая есть в технологическом процессе) и
термической обработки (например, это отжиг закалка-отпуск, которые будут обязательны при любой технологии термообработки детали).
Здесь необходимо:
18
а) |
указать цель |
операции(т.е. указать, |
для чего нужен этот вид |
|||
термообработки для данной детали, каков его результат); |
|
|
||||
б) |
обосновать |
режим (температуру |
нагрева, время |
выдержки, |
||
охлаждающую среду, скорость охлаждения); |
|
|
|
|||
в) |
нарисовать |
график |
режима |
термообработки |
в |
координатах |
температура – время; |
|
|
|
|
|
|
г) нарисовать и описать схему микроструктуры; |
|
|
||||
д) указать твёрдость;
е) заполнить технологическую карту термообработки.
4. Варианты заданий для самостоятельной работы
Разработать и рассчитать режим полного цикла термообработки
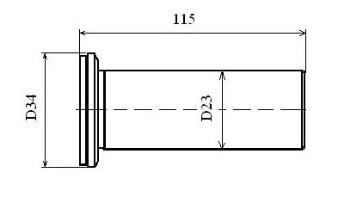
Рисунок 4.1 - Толкатель клапана
Таблица 4.1.-Варианты заданий для термообработки толкателя клапана
№вариан |
Модель |
Марка стали |
Твердость после |
|
та |
трактора |
|
окончательной |
|
|
|
|
термообработки |
|
|
|
|
Поверхнос |
Сердцев |
|
|
|
ть |
ина |
1 |
Т - 150 |
20ХГР |
58 -62 |
20 - 25 |
2 |
Т - 40 |
45 |
55 -62 |
30 -35 |
3 |
Т - 25 |
15ХР |
58 -62 |
20 - 25 |
4 |
Т – 40А |
45 |
55 -62 |
30 -35 |
5 |
МТЗ - 50 |
35ХФ |
55 -62 |
31 -35 |
6 |
ДТ – 75М |
18ХГТ |
55 -62 |
20 - 25 |
19

Рисунок 4.2 - Вторичный вал
Таблица 4.2.-Варианты заданий для термообработки вторичного вала
№вариант |
Модель |
Марка стали |
Твердость после |
||||
а |
трактора |
|
окончательной |
|
|
||
|
|
|
термообработки |
|
|
||
|
|
|
Поверхность |
|
Сердцеви |
||
|
|
|
(HRC) |
|
|
|
на (HRC) |
7 |
Т - 150 |
40 |
|
269 – 321 НВ |
|||
8 |
К - 700 |
40 |
≥ 50 |
|
269 – 321 НВ |
||
9 |
К - 700 |
20ХГНР |
56 |
-63 |
|
179 - 229НВ |
|
10 |
Т – 40А |
30ХГСА |
58 |
-63 |
|
30 -45 |
|
11 |
МТЗ - 80 |
18ХГТ |
56 |
-63 |
|
25 -35 |
|
12 |
Т - 150 |
18ХГТ |
56 |
-63 |
|
28 - 38 |
|
13 |
Т – 100М |
20ХН3А |
55 - 62 |
|
|
≥20 |
|
14 |
Т - 130 |
50Г |
50 - 56 |
|
30 -35 |
||
Рисунок 4.3 - Первичный вал
Таблица 4.2.-Варианты заданий для термообработки первичного вала
№вариа |
Модель |
Марка стали |
Твердость после |
нта |
трактора |
|
окончательной |
|
|
|
термообработки |
|
|
20 |
|