

5.Производственная мощность.
Характеризуют производственные возможности в основном через оборудование персонал и площади.
Производственная мощность в отечественной трактовке определяется как максимальная производительность ведущих участков и цехов .это определение верно для массового производства для единичного и серийного неверно.
В зарубежной производственная мощность определяется двояко:
а) для длинных периодов планирования(более 1 года)учитывается весь список ресурсов необходимых для производства, включая финансы.
б)для коротких периодов т.е для ОПП (менее 1г)производственная мощность определяется как возможное рабочее время оборудования и персонала.
Методы управления производственной мощностью:
1)Оперативные методы:
Сверхурочные
Интенсификации работ
Использование 3 смен
Увеличение коэффициента сменности
Кооперация внутренняя
Временный найм персонала
2) Долговременные
Приобретение нового оборудования
Найм и обучение персонала
Внешняя кооперация
Реконструкция, строительство
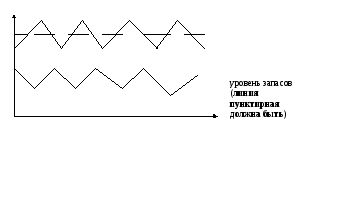
При изменении спроса используют запасы.
спрос

8. Длительность производственного цикла
Один из центральных параметров для планирования
Тц- время обычно календарное от запуска до выпуска предмета труда( детали, заготовки, узла).
Чем длиннее Тц, тем сильнее связываются оборотные средства.
Тц= Ттех + Твел + Тест + Тпер
Время контроль старениние 70-80%Тц в един и серийн произ-ве
Обработки транспорта охлаждение
 Сушка
Сушка
м омент
поступл-я
омент
поступл-я
Тц момент выпуска
заказ продукции 
прямое планирование
Момент запуска обратное планирование


момент выпуска продукции
Тц=Топережения запуска
Над выпуском
Тц=Ттех+(к-1)tмо+tкооп раб
К- кол-во операций
Tмо=( Тпер) время операционного ожидания
А)аналитическая оценка
Б) статистическая оценка tмо=(Тц- Ттех)/к-1
В) опытный, выбирают из ряда чисел 2ч, 4ч,8ч
Тпер:
Календарные потери(праздничные, выходные, внутрисменные)
–случайные перерывы
-ожидание освобождения очередного операционного средства
- перерывы в партионности
9 Ритмичность
А) равномерность выполнения плановых заданий
Б)повторяемость производственных процессов
В серийном производстве Rэто время между запусками и выпусками соседних партий
R









R
Планирования используют рекомендуемый ряд чисел
1раб день, 5 раб дней, 11 раб дней
Декада 0,5 мес 1мес 2м 3м
(10 дней)
В массовом производстве ритмичность определяется через такт поточных линий
r=Фдейств/Vвыпуск действительный фонд времени/объем выпуска