

4.1 Особенности работы металла в условиях
ползучести
Одной из основных причин повреждения металла оборудования ТЭС, эксплуатируемого при температуре 450C, является ползучесть металла. Под ползучестью понимают пластическую деформацию, которая увеличивается со временем под действием постоянного напряжения при постоянной высокой температуре. Этому повреждению подвержены, в первую очередь, паропроводы острого пара и горячего промперегрева.
В самом начале процесса скорость ползучести высока, далее она начинает снижаться. Первая стадия ползучести связана со стабилизацией процесса. На второй стадии скорость деформации остается практически постоянной. Установившаяся ползучесть наблюдается только при достаточно высоких температурах. На третьей стадии скорость деформации увеличивается с течением времени, что связано с физическими изменениями структуры металла. Третья стадия завершается лавинной ползучестью – разрушением.
Продолжительность каждой стадии зависит от свойств металла, температуры и напряжения. Иногда ползучесть может протекать в течение длительного времени и практически не достигать третьей стадии.
Если напряжение и температура очень высоки, то вторая стадия процесса ползучести может отсутствовать (первая стадия непосредственно переходит в третью).
Процесс изменения структуры металла схематично показан на рис. 4.2.
Исходная структура металла, которую можно наблюдать под микроскопом с 1000-кратным увеличением, представляет собой сетку из зерен приблизительно одинакового размера. Поле зерен однородно, отсутствуют видимые включения примесей, в частности соединений углерода – карбидов.
В некоторых случаях допускается применение металла более низкого качества, в котором присутствует некоторое количество мелких включений, выделяющихся на фоне зерен.
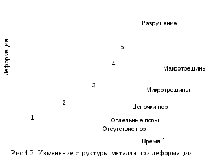
В процессе нагружения при высокой температуре происходит укрупнение карбидных включений, причем эти включения располагаются преимущественно на границах зерен. Затем на границах зерен появляются одиночные микропоры. Первые поры возникают при относительной деформации ползучести порядка 0,1…0,5 %. Средний размер пор составляет 0,1…0,15 мкм. К началу третьей стадии ползучести размер пор увеличивается до 1 мкм.
На третьей стадии ползучести количество и размеры микропор заметно увеличиваются. В дальнейшем возникает несколько параллельных первоначальных трещин, которые развиваются до тех пор, пока дальнейшее повреждение не сконцентрируется на одной магистральной трещине. К моменту разрушения деформация ползучести составляет около 3 %, а количество микропор возрастает до
350 шт/мм2.
4.2. Методы контроля состояния элементов
Оборудования
Для повышения достоверности результатов при выявлении повреждений контроль металла оборудования ТЭС проводится методами, основанными на различных физических процессах. В частности, для контроля состояния паропроводов используются визуальный контроль (ВК), ультразвуковой контроль (УЗК), вихретоковый контроль (ВТК), контроль по аммиачному отклику детали (ДАО), магнитопорошковая дефектоскопия (МПД), определяется овальность гибов (ОВ), измеряется остаточная деформация прямых труб и прямых участков гибов (ОД), проводится микроструктурный мониторинг (ММ) и исследование металла контрольных вырезок.