

книги из ГПНТБ / Валиев, С. А. Комбинированная глубокая вытяжка листовых материалов
.pdfБ о л ь ш ие степени деформации по периметру лимитируются главным образом устойчивостью заготовки, определяющей ка чество изделия и надежность технологии (как известно, имеется два вида потери устойчивости при пластической деформации —
продольный |
изгиб — складкообразование и |
возникновение шей |
||||
к и — р а з р ы в ) . |
Сколько-нибудь |
существенного |
отрицательного |
|||
влияния на |
стойкость и |
прочность инструмента |
д е ф о р м а ц и я по |
|||
периметру |
не |
оказывает |
ввиду |
достаточно |
малых контактных |
|
давлений . |
|
|
|
|
|
|
Большие ж е деформации принудительного утонения лими тируются не только целостностью заготовки пли потерей ее качества (разностеиностыо), но и стойкостью (прочностью) деформирующего инструмента.
Контактные давления на инструмент при в ы т я ж к е с при нудительным утонением достигают значительно больших вели
чин, |
чем |
при |
в ы т я ж к е |
без |
утонения, |
вызывая |
резкое |
ухудше |
||||||||||
ние |
условий |
трения |
на |
рабочих |
поверхностях |
|
инструмента. |
|||||||||||
И хотя на вытяжном пуансоне |
|
трение |
полезно |
|
д л я разгрузки |
|||||||||||||
выходного |
сечения стенки, |
т я ж е л ы е |
контактные |
условия |
вызы |
|||||||||||||
вают |
налипание |
металла |
и |
на |
этой |
поверхности, |
что |
приводит |
||||||||||
к ц а р а п и н а м |
и з а д и р а м |
внутри |
изделий, выходу из строя пуан |
|||||||||||||||
сона. |
Н е м а л у ю отрицательную |
|
роль |
в |
ухудшении |
контактных |
||||||||||||
условий |
играет |
возрастание |
тепловыделения |
|
с |
увеличением |
||||||||||||
утонения, в результате чего температура на контактной |
поверх |
|||||||||||||||||
ности поднимается выше |
100—150° С, вызывая испарение |
смазки |
||||||||||||||||
н создавая условия сухого трения. |
|
|
|
|
|
|
|
|
|
|||||||||
Эксперименты С. П. Буркина |
и |
др. показали, |
что |
при про |
||||||||||||||
т я ж к е на |
конической матрице |
с |
сухим |
(несмазанным) |
|
пуансо |
||||||||||||
ном |
нормальные |
контактные давления |
на |
матрицу |
возрастают |
|||||||||||||
с увеличением утонения, а при |
п р о т я ж к е |
со смазанным |
|
пуансо |
||||||||||||||
ном |
снижаются [3]. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Увеличение давления металла на стенки матрицы приводит,, кроме того, к упругому увеличению ее размеров, что снижает точность вытягиваемой детали .
И з л о ж е н н о е |
характеризует д е ф о р м а ц и ю утонения |
как фак |
тор, серьезно |
влияющий на стойкость инструмента, |
следова |
тельно, и на надежность, устойчивость технологического про
цесса. Кроме того, существует определенное значение |
коэффи |
циента утонения, при котором степень деформации |
по пери |
метру в комбинированном процессе имеет наибольшую |
величину. |
П р и дальнейшем увеличении степени утонения все показатели комбинированной в ы т я ж к и ухудшаются .
В связи с этим при |
комбинированной |
в ы т я ж к е необходимо- |
|||||||
стремиться не к максимальному утонению |
(как |
это |
принято |
||||||
при |
п р о т я ж к е ) , а выбирать |
оптимальные |
его |
значения, |
завися |
||||
щие |
от |
ряда факторов . Рассмотрим некоторые из |
них. |
|
|||||
Н а |
первом |
переходе |
комбинированной |
в ы т я ж к и |
значение |
||||
коэффициента |
утонения |
mSl |
ограничивается, |
с одной |
стороны, |
||||
100
м а к с и м а л ь н ым произвольным утонением стенки вытягиваемой
заготовки |
у дна, |
с |
другой — максимальным |
утолщением края |
|||||
этой |
стенки. |
|
|
|
|
|
|
|
|
Исходя |
из этого |
можно записать |
соотношение |
|
|||||
|
|
|
|
|
П т а х ^ |
1 |
* 1 т | н ' |
|
\ и & ) |
где |
т * 1 г а а |
х — в е р х н я я |
граница |
значения коэффициента |
утоне |
||||
ния, |
определяемая |
по |
формуле |
(8); |
m ^ l r a l n |
— нижняя |
граница |
||
значения коэффициента утонения, у ч и т ы в а ю щ а я утолщение края стенки.
Минимальное значение коэффициента утонения на первом переходе можно найти из в ы р а ж е н и я д л я истинного коэффи
циента |
утонения |
в конечный |
критический |
момент комбинирован |
||||||||||
ного |
процесса: |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
m s , |
— |
= |
Т - |
5 - |
' |
|
|
|
|
|
|
|
|
|
П и р |
S 1 |
K p |
Л к р |
|
|
|
|
||
где л-нр — коэффициент |
утолщения, |
определяемый |
по |
формуле |
||||||||||
(10) |
путем |
подстановки |
m<iUp |
|
из |
|
формулы |
(47); |
L,1ф' |
|||||
V |
/ |
Г |
|
|
|
|
|
|
|
|
|
|
|
|
|
1.25mr fi |
|
|
|
|
|
|
|
|
|
|
|
||
Отсюда, |
полагая: tns |
= |
" г ^ 1 п р е д , |
найдем |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
° - 9 |
^ 1 п р е д |
|
|
|
|
|
|
|
т |
н т , „ |
= |
Kms |
|
~ |
|
|
~ |
, |
|
(70) |
где |
т ^ 1 п р е д |
определяется |
по |
формуле |
(46) |
или |
по |
графику |
||||||
рис. 21 на основе |
' " d l K p . |
|
|
|
|
|
|
|
|
|
||||
Коэффициент |
А.Кр |
здесь |
является |
коэффициентом |
запаса |
|||||||||
прочности стенки, так как именно утолщение ограничивает воз можности принудительного утонения верхней части стенки при комбинированной вытяжке .
Н а первом переходе комбинированной вытяжки коэффи циент уменьшения периметра можно принимать либо исходя из предельного коэффициента вытяжки на первой стадии [формула
(57)], корректируя его с учетом допустимого |
коэффициента уто |
||
нения, либо исходя из предельного |
коэффициента деформации |
||
периметра при комбинированном |
процессе |
на второй |
стадии |
(см. рис. 21). |
|
|
|
В любом случае рабочий коэффициент |
уменьшения |
пери |
|
метра м |
о ж н о принимать на |
основе предельного, учитывая коэф |
|
фициент |
запаса, например, |
по Л . А. |
Ш о ф м а н у : |
|
»^=m^Xl+mV^t)- |
(71) |
|
Учитывая, что фестонообразование при больших степенях деформации по периметру (mdi < 0,5) сильно влияет на каче-
101
ство |
кромки |
изделия, целесообразно |
ввести |
дополнительный |
|
множитель, |
например, |
|
„,,«*.<, * * * ^ |
||
|
|
т. — |
j / - ^ - ) > |
|
(71') |
где |
Ф — степень фестонообразования, |
определяемая по |
фор |
||
муле |
(68). |
|
|
|
|
Н а последующем переходе комбинированной |
вытяжки |
рабо |
|||
чий коэффициент утонения ограничен соотношением, аналогич ным соотношению (69):
|
|
|
|
|
|
"Чпих > " Ч |
> |
" 4 , n V |
|
|
|
(72) |
|||||
где |
|
/п, |
— т—; |
1 |
— % |
при комбинированной |
в ы т я ж к е |
||||||||||
|
|
|
|
||||||||||||||
с m r f i |
> 0,7; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
'^"max ~ / n ^ l m i x |
— П |
Р И |
Комбинированно й |
ВЫТЯЖКе С |
|||||||||||
md. |
< |
°>7>' |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
т , |
. =Я.,..г ,/По |
, = — |
|
при |
|
комбинированной |
вы- |
||||||||
|
|
*2т:п |
|
г ь Р |
А 2пред |
s0 |
|
|
|
|
|
|
|
|
|
||
т я ж к е |
из |
заготовки |
с |
неутоненными |
стенками |
и без |
п р о т я ж к и |
||||||||||
края; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 к |
р _ |
V ^ T T 7 ~ К Г « Г ' |
|
|
|
||||||
m . |
, = — Я , т . |
— — |
при |
комбинированной |
в ы т я ж к е |
||||||||||||
из |
заготовки |
с |
неутоненными |
стенками, но |
с протяжкой |
кра я |
|||||||||||
на |
первом |
переходе; |
л |
|
/ 0,8 |
\ / |
|
/ / ~0,8Х |
т |
_ |
"Чпред |
||||||
А, = |
|
) |
« 1 / |
|
|
tns, |
, |
|
|
||||||||
= — |
— np'i комбинированной |
вытяжк е из |
заготовки |
с утонен- |
|||||||||||||
ными |
стенками (md, > |
0,7), полагая, |
что произвольное |
утонение |
|||||||||||||
дна |
заготовки |
компенсируется |
утолщением на данном переходе; |
||||||||||||||
|
|
|
|
|
|
|
|
0,9/л., „ |
Я |
3 |
_ i2_ |
|
|
|
|
||
|
|
|
|
|
|
s 2mln |
= J — S 2 |
"P " |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
„, |
|
|
|
— |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
m s, |
|
|
Si |
|
|
|
|
|
— при комбинированной |
вытяжк е из заготовки с утоненными |
||||||||||||||||
стенками |
при |
т < 2 2 < 0 , 7 ; 0,9 — множитель, учитывающий |
произ |
||||||||||||||
вольное утонение |
дна заготовки; |
т „ 2 1 р е д — п р е д е л ь н ы й |
коэффи |
||||||||||||||
циент |
утонения, |
находится |
по формуле |
|
(46') |
с учетом |
соответст |
||||||||||
вующего коэффициента |
вытяжки |
т Л . |
|
|
|
|
|
|
|||||||||
|
И з выражений дл я минимального |
|
коэффициента |
утонения |
|||||||||||||
при |
комбинированной |
вытяжк е |
из заготовки |
с утоненными стен- |
|||||||||||||
102
ками следует, что при увеличении утонения на предыдущем 'переходе необходимо снижать утонение на последующем. С учетом этого можно построить оптимальную технологию ком бинированной вытяжки без промежуточных отжигов.
Изложенное позволяет сформулировать принципы выбора коэффициентов деформации при комбинированной в ы т я ж к е на первом и последующем переходах.
1. Коэффициенты деформации по периметру (коэффициенты вытяжки) д о л ж н ы быть ближе к предельным с обычным коэф
фициентом запаса, |
так как схема комбинированного |
процесса |
|||||||
не ухудшает коэффициента |
вытяжки . |
|
|
|
|
||||
2. Коэффициенты утонения необходимо выбирать в опти |
|||||||||
мальных диапазонах на основе предельного |
коэффициента |
д л я |
|||||||
данного материала с учетом истинных коэффициентов |
утонения |
||||||||
наиболее толстых участков заготовки. |
|
|
|
|
|||||
Таким |
образом, |
величины |
пластической |
деформации |
дан |
||||
ного листового |
материала |
по |
периметру |
(,ndnvea) |
и по |
толщине |
|||
( т 1 п р е д ) |
четко |
определяют |
возможности |
его |
использования |
д л я |
|||
глубокой вытяжки . Эти показатели связаны между собой и с
основными характеристиками механических |
свойств |
различ |
ными (иногда противоположными, например, |
по гср) |
зависи |
мостями. Установление взаимовлияния этих зависимостей воз можно и теоретическими, и экспериментальными методами.
3. МЕТОД КОМПЛЕКСНОГО ИСПЫТАНИЯ ЛИСТОВЫХ МАТЕРИАЛОВ НА СПОСОБНОСТЬ ИХ К ГЛУБОКОЙ ВЫТЯЖКЕ
Успешное |
изготовление изделий по экономичной |
технологии |
|||
(за минимальное |
число штамповочных операций) может быть |
||||
обеспечено лишь |
при наличии |
достаточно полной информации |
|||
о технологических |
свойствах исходного |
материала . |
|
||
Несмотря |
на |
разнообразие |
методов |
испытания |
металлов |
на штампуемость, они не в состоянии охватить все факторы, влияющие на поведение металла при вытяжке . Пока еще нет надежной теории испытания листовых металлов на штампуе мость, поэтому в настоящее время считается целесообразным выявлять способность металла к той ли иной штамповочной операции с помощью технологических проб, имитирующих дан ную операцию [34, 42].
Д л я листовых материалов способность к глубокой вытяжке регламентируется (ГОСТ 10510—63) глубиной лунки, полученг ной при испытании по методу Эриксена. Если учесть, что при этом испытании происходит фактически местная формовка по схеме, близкой к двухосному растяжению, а в ы т я ж к а предпола гает обязательное участие в пластической деформации пери ферии образца с возникновением тангенциального сжатия,
103
то показатель штампуемое™ (глубина лунки), получаемый при
этом |
испытании, может иметь ограниченное значение |
дл я прак-' |
тики |
глубокой в ы т я ж к и осесимметричных изделий, составляю |
|
щих |
подавляющее большинство номенклатуры полых деталей. |
|
В |
связи с тем, что развитие производства требует |
широкого |
использования методов глубокой вытяжки с принудительным утонением (протяжки, комбинированной в ы т я ж к и ) , необходим метод комплексного испытания листового материала на способ ность к глубокой вытяжке .
Автором разработан способ определения |
коэффициента, |
|
характеризующего |
способность листового материала к глубокой |
|
в ы т я ж к е 1 . |
|
|
Опыт внедрения |
комбинированной вытяжки |
показывает, что |
листовые материалы, имеющие низкую штампуемость, по ре зультатам испытания на выдавливание лунки и на вытяжку
стаканов |
(с z>s0) о б н а р у ж и в а ю т хорошую |
способность |
к вы |
т я ж к е с |
принудительным утонением. Меру |
способности |
мате |
риала деформироваться при совместном и последовательном воздействии процессов деформации по периметру и толщине необходимо определять заранее, чтобы правильно рассчиты вать надежный технологический процесс, получать высокую
производительность |
и хорошее |
качество |
изделий. |
|
М е т о д и к а к о м п л е к с н о г о |
и с п ы т а н и я . Испытание |
|||
выполняют в три этапа . |
|
|
|
|
I . Определение |
предельного |
коэффициента вытяжки . |
||
Условия испытания: вытяжной |
зазор |
zs — — ^ = 1,3 = const; |
||
|
|
|
|
So |
диаметр образца £ > 0 = v a r .
Испытание производят на образцах трех размеров, харак
теризующихся диапазоном коэффициентов mdy |
= 0,6-т-0,35. |
По |
|||||
результатам |
испытания строят |
график |
максимальное |
усилие — |
|||
диаметр образца Р т а х — D 0 , на котором |
по усилию р а з р ы в а |
гра |
|||||
фически определяют максимальное значение диаметра |
образца, |
||||||
связанное с предельным коэффициентом |
соотношением |
|
|
||||
|
|
т,л |
. |
|
|
(73) |
|
|
|
" 1 п р е д |
Fornax |
|
|
|
|
На рис. 45 показан такой график, полученный при испыта |
|||||||
нии латуни. |
|
|
|
|
|
|
|
I I . Определение предельного |
коэффициента |
утонения. |
|
||||
Условия |
испытания: |
|
|
|
|
|
|
а) диаметр |
образца д о л ж е н |
быть близок к |
максимальному |
||||
и определяться |
на основе предельного |
коэффициента |
вытяжки, |
||||
1 С. А. Валиев. Способ определения коэффициента, характеризующего способность листового материала к глубокой вытяжке. Авторское свиде тельство № 260253, кл. 42к, 37/02, МПК GOln, 1970.
104

П р е н е б р е г ая |
|
незначительной |
погрешностью, |
формулу |
(75) |
|||||||||
м о ж н о |
упростить: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
= |
**«,» I |
V + |
4- ' ' кр |
\ |
^ |
|
|
(75') |
|||
|
|
|
|
|
ч |
|
|
|
|
|
|
|
|
|
или дл я изотропного |
материала |
|
|
|
|
|
|
|
||||||
|
ms, |
|
=zs . |
/ |
, |
|
|
|
|
(75") |
||||
|
|
|
|
|
|
|
У 1 + 4 - |
'кр |
|
|
|
|
||
I I I . Определение |
предельной |
относительной |
глубины |
вы |
||||||||||
т я ж к и . |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Условия испытания |
аналогичны условиям этапа I I . |
|
|
|||||||||||
Испытание |
начинается |
с |
использования |
минимального |
за |
|||||||||
зора, |
полученного |
на |
этапе |
I I . Увеличивая |
вытяжной |
зазор |
||||||||
малыми ступенями |
(например, по 0,05 |
мм) , испытывают |
образ |
|||||||||||
цы до |
получения |
устойчивой |
вытяжки |
без |
р а з р ы в а (более |
50% |
||||||||
о б р а з ц о в ) . Полученная |
при |
этом |
м а к с и м а л ь н а я |
глубина |
стака |
|||||||||
на, отнесенная |
к |
среднему |
|
его диаметру |
(предельная |
относи |
||||||||
тельная глубина), является критерием способности данного
материала к |
комбинированной |
глубокой |
вытяжке . |
|
|||
М а к с и м а л ь н а я |
относительная |
глубина связана |
с коэффи |
||||
циентами деформации |
комбинированного |
процесса: |
|
||||
|
|
Н. |
- ^ |
L :.= f(mlh, |
ms\. |
|
|
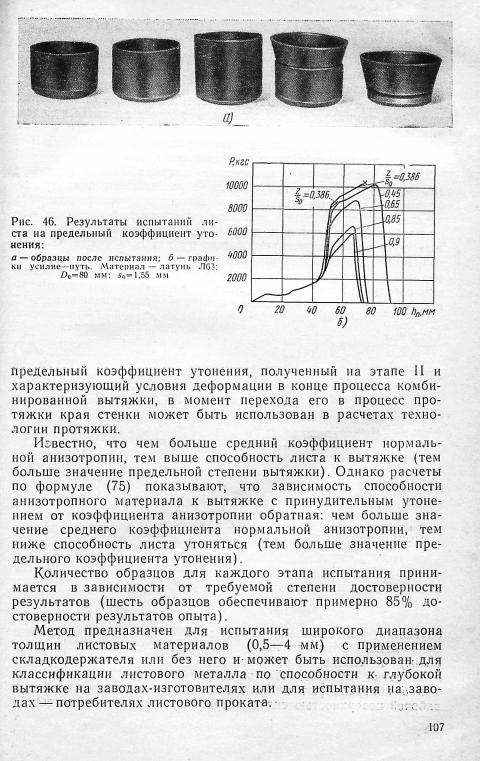
На рис. 46 показаны образцы и кривые усилие—путь, по |
|||||||
лученные при испытании на этапах |
I I и I I I 1 . |
|
|||||
Н а этапах |
I и I I I целесообразно |
определять по формуле (68) |
|||||
склонность листа |
к фестонообразованию |
(степень |
фестонообра- |
||||
з о в а н и я ) . |
|
|
|
|
|
|
|
Испытание |
по |
описанной |
методике является комплексным: |
||||
оно дает полную характеристику способности листового мате
риала к глубокой в ы т я ж к е |
любым из рассматриваемых |
методов |
|||||
холодной в ы т я ж к и |
в виде |
комплекса |
взаимосвязанных |
показа |
|||
телей: |
|
|
|
|
|
|
|
|
1пи, |
, tns. |
, Я , , |
|
|
||
|
я 1пред |
-Чпред |
a lmax |
|
|
||
К а ж д ы й из показателей |
может быть использован при раз |
||||||
работке технологии |
по |
соответствующему |
методу. В частности, |
||||
1 Результат опыта с отрывом |
дна |
(см. образец |
на рис. 46, а) |
не исполь |
|||
зуется. |
|
|
|
|
|
|
I |
106
4. ШТАМП-ПРИБОР ДЛЯ КОМПЛЕКСНОГО |
ИСПЫТАНИЯ |
|
||
ЛИСТОВЫХ |
МАТЕРИАЛОВ |
|
|
|
Д л я осуществления комплексного |
метода испытания |
листо |
||
вых материалов |
автором р а з р а б о т а н |
штамп-прибор (рис. |
47, а) |
|
с коническим профилем матрицы, позволяющим выявить боль
шую, чем радиальный, способность м е т а л л а |
к |
в ы т я ж к е |
вследст |
|||||
вие |
меньших потерь |
на |
трение и изгиб. Угол |
рабочего конуса |
||||
матрицы принят, исходя |
из рекомендаций |
д л я |
вытяжки без |
|||||
утонения и д л я комбинированной вытяжки, |
а = 1 5 ° . |
|
||||||
В |
штампе-приборе |
использована |
матрица |
одного |
диаметра |
|||
( d M = const) и комплект |
пуансонов |
с различными |
диаметрами, |
|||||
с помощью которых изменяется величина вытяжного зазора в
зависимости от исходной толщины испытуемого |
материала |
или |
||||
от необходимого утонения стенки |
стакана . Д и а м е т р |
вытягивае |
||||
мых стаканов соответствует обычно принятым |
(50 или 33 м м ) . |
|||||
Ш т а м п (рис. 47, а) |
работает следующим образом . Плоский |
|||||
образец у к л а д ы в а ю т на |
матрицу 4, составленную в соответст |
|||||
вии с размерами |
этого |
образца, |
центрируют |
по |
диаметру |
|
шайбой - фиксатором |
7. |
З а т е м винтовой с к л а д к о д е р ж а т е л ь |
3 |
|||
|
|
|
|
|
|
|
|
|
|
|
** |
, , / |
f |
|
|
|
|
|
|
|
|
|
Ш,* |
ж |
L |
-Ж^шт |
|||
|
|
|
|
|
|
|
|
|
^\ |
* 1— |
щ«т\ |
• |
||
|
|
|
|
|
|
|
|
|
Л |
' |
|
|
|
1 |
Рис. |
47. |
Штамп-прибор |
для |
нового |
ме |
,|- |
1 |
!_ |
V |
|
||||
Лп=Т( |
|
|||||||||||||
тода |
испытания |
листа |
(а) и |
варианты |
со |
-<* |
|
|
|
|
|
|
||
ставных |
матриц |
для |
образцов |
различной |
гик- |
|
|
|
|
|
||||
толщины |
и диаметра |
(б) |
|
|
^(%( |
|
|
DK |
й |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
1 |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
опускают |
на |
образец (в |
случае |
|
его |
малой |
относительной |
тол |
|
щины) |
и |
слегка з а ж и м а ю т |
д л я |
|
исключения зазоров . |
П о ш к а л а м |
|
5 и 6 |
контролируют |
. идентичность зазора м е ж д у матряцей и |
рабочей |
поверхностью |
с к л а д к о д е р ж а т е л я при испытании образ - |
108
цов одной толщины. |
Вытяжной пуансон |
центрируемый |
во |
||
втулке 2, производит |
вытяжку . |
|
|
|
|
Д л я фиксирования |
максимального усилия в ы т я ж к и |
или за |
|||
писи д и а г р а м м ы штамп-прибор устанавливают |
на пресс, имею |
||||
щий указатель усилия, или на универсальную |
испытательную |
||||
машину с д и а г р а м м н ы м записывающим устройством. |
Испыта |
||||
ние с записью д и а г р а м м усилие—путь дает более полную |
инфор |
||||
мацию о материале . |
|
|
|
|
|
При испытании образцов с большой относительной |
толщи |
||||
ной, не требующей с к л а д к о д е р ж а т е л я , центрация пуансона |
осу |
||||
ществляется так же , |
но с к л а д к о д е р ж а т е л ь |
не |
доходит |
до |
об |
разца на расстояние, равное примерно 20 мм; это не препятст
вует деформации фланца образца . |
|
|
|
|
|
|
||
Оригинальной в штампеприборе является матрица. Она |
||||||||
имеет универсально-сборную составную |
конструкцию. |
|
|
|||||
П а р а м е т р ы рабочего профиля |
составных |
матриц |
рассчитаны |
|||||
по методике автора дл я вытяжки |
со с к л а д к о д е р ж а т е л е м 1 |
и дл я |
||||||
вытяжки без с к л а д к о д е р ж а т е л я 2 . |
Геометрия |
матрицы |
в |
любом |
||||
случае обеспечивает |
четкое |
разделение |
в ы т я ж к и |
на |
две ста |
|||
дии, описанные в гл. |
I I . В |
основу |
расчета таких матриц |
поло |
||||
жено условие: поверхность рабочего конуса д о л ж н а быть равна
боковой поверхности конической чашки (или несколько |
больше |
||||||||||||||
ее), |
в |
которую |
п р е в р а щ а е т с я |
плоский |
образец за |
первую |
ста |
||||||||
дию |
вытяжки . |
|
|
|
|
|
|
|
|
|
|
|
|
||
В |
табл. |
17 и 18 приведены |
расчетные п а р а м е т р ы |
составных |
|||||||||||
матриц |
и их отдельных |
колец дл я испытания образцов |
диамет |
||||||||||||
ром |
£>0 |
= 87; 95; |
104; 115 и 130 мм, обеспечивающих |
на |
пуансоне |
||||||||||
диаметром |
50 |
мм |
значения |
контрольных |
коэффициентов |
вы |
|||||||||
т я ж к и |
та |
= 0,6 ч- 0,35. |
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
Т а б л и ц а |
17 |
||||
Параметры колец |
матрицы для испытания образцов |
с малой |
относительной |
||||||||||||
|
|
|
|
|
толщиной со |
складкодержателем |
|
|
|
|
|
||||
Индекс коль |
Высота |
конуса |
Высота |
рабочего |
Входной |
диаметр |
Диаметр |
образца |
|||||||
ца матрицы |
конуса |
матрицы |
рабочего конуса |
||||||||||||
(см. рис. |
47, 6) |
кольца ft, мм |
|
Л,., мм |
DK, |
мм |
|
|
D 0 , |
мм |
|||||
|
1 |
|
|
25 |
|
|
25 |
65,5 |
|
|
87; |
|
95 |
||
|
2 |
|
|
|
7 |
|
|
32 |
69 |
|
|
104 |
|||
|
3 |
' |
|
|
9 |
|
|
41 |
74 |
|
|
115 |
|||
|
4 |
|
|
10 |
|
|
51 |
80 |
|
|
130 |
||||
4 С. А. Валнев. Штамп |
для изготовления полых цилиндрических изде |
||||||||||||||
лий. Авторское свидетельство № 199079, кл. 7с, 15, 1967. |
|
|
|
|
|
||||||||||
2 |
С. А. Валиев. Штамп |
для изготовления полых цилиндрических изде |
|||||||||||||
лий. Авторское свидетельство № 241386, кл. 7с, 15, 1969. |
|
|
|
|
|
||||||||||
109