

2 Экономическая часть
2.1-2.2 Расчет норм штучного времени на каждую операцию технологического процесса и трудоёмкости производственной программы.
Норма времени-это время, необходимое на изготовление единицы продукции в минутах:
(2.1)
Тп/з
Нвр =--------+ Тшт
n
где Н вр - норма времени, мин;
Т п/з - подготовительно-заключительное время, мин;
n - количество деталей в партии, шт.
Т шт - норма штучного времени, мин;
В серийном и массовом производстве Т п/з = 0, тогда Н вр = Т шт
Подготовительно - заключительное время (Тп/з) - это время, необходимое для ознакомления с чертежами, на инструктаж мастера или технолога, на получение приспособлений и инструментов.
Норма штучного времени – оперативное время (Топ), время основных и вспомогательных приемов операции (Топ = Тосн + Твсп) с учетом дополнительного времени (Тдоп = Тобс +Толн), времени на обслуживание оборудования (Тобс) и отдых и личные надобности (Толн):
(2.2)
Т шт = Т оп + Т доп
где Т оп - оперативное время, мин;
Т доп – дополнительное время, мин;
Т обс - время обслуживания, 5% от Т оп, мин;
Т олн - время на отдых и личные надобности, 3% от Т оп, мин;
Т доп = Т обс + Т олн = 8% от Т оп
Расчет Т шт производим по каждому переходу операции:
(2.3)
Т шт = Т оп + Т доп
Расчет производится в таблице 1.
Рассчитываем трудоемкость производства программы (Т N, час.) по формуле:
(2.4)
Tn = Т шт * N
где , Tn - трудоемкость операции на программу, в час;
 N
- годовая программа выпуска, шт.
N
- годовая программа выпуска, шт.
Расчет трудоемкости производственной программы производится также в таблице 1.
 Таблица
1 - Расчет норм времени по операциям и
трудоемкости производственной программы
Таблица
1 - Расчет норм времени по операциям и
трудоемкости производственной программы
|
№ опе рации |
№ пере хода |
Наименование операции и перехода |
Т оп, мин |
Т доп, мин |
Т шт |
N штук |
Т N час |
|
|
мин |
час |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
005 |
|
Контроль ОТК (входной) |
2,864 |
0,22912 |
3,093 |
0,0516 |
55000 |
2838 |
|
1 |
Распаковать ЭРЭ и ИМС |
0,784 |
|
|||||
|
2 |
Проверить целостность и отсутствие внешних повреждений |
1,44
|
||||||
|
3 |
Уложить элементы в технологическую тару |
0,64 |
||||||
|
010 |
|
Лужение |
6,73 |
0,5384 |
7,268 |
0,1211 |
55000 |
6660,5 |
|
1 |
Облудить выводы РЭА |
6,73 |
|
|||||
|
015 |
|
Формовка |
5,72 |
0,4576 |
6,178 |
0,1030 |
55000 |
5565 |
|
1 |
Отформовать выводы РЭА |
5,72 |
|
|||||
|
020 |
|
Контроль ОТК |
3,345 |
0,2676 |
3,613 |
0,0602 |
55000 |
3311 |
|
1 |
Проконтролировать качество формовки и лужения |
1,395 |
|
|||||
|
2 |
Отмыть плату от флюса |
1,8 |
||||||
|
3 |
Сушить плату |
0,15 |
||||||
|
025 |
|
Электромонтаж |
2,3 |
0,184 |
2,484 |
0,0414 |
55000 |
2277 |
|
1 |
Установить ИМС на плату |
0,48 |
|
|||||
|
2 |
Установить ЭРЭ на плату: VT1, VT2, VD1, HL1-HL11. |
1,82 |
||||||
|
030 |
|
Пайка |
5,01 |
0,4008 |
5,411 |
0,0907 |
55000 |
4988,5 |
|
1 |
Произвести пайку монтажных соединений |
5,01 |
|
|||||
|
035 |
|
Электромонтаж |
3,51 |
0,2808 |
3,791 |
0,0632 |
55000 |
3476 |
|
1 |
Установить ЭРЭ на плату: C1, R1-R10, Х1-Х4 |
3,51 |
|
|||||
|
040 |
|
Пайка |
10,67 |
0,8536 |
11,524 |
0,1921 |
55000 |
10565 |
|
1 |
Произвести пайку монтажных соединений |
10,67 |
|
|||||
|
045 |
|
Промывка |
5,88 |
0,4704 |
6,351 |
0,1059 |
55000 |
5824,5 |
|
1 |
Отмыть печатный узел |
5,88 |
|
|||||
|
Продолжение таблицы 1 |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
050 |
|
Подготовка к сдаче в ОТК |
0,845 |
0,00676 |
0,852 |
0,0142 |
55000 |
781 |
|
1 |
Исправить дефекты монтажных соединений |
0,845 |
|
|||||
|
055 |
|
Контроль ОТК |
5,27 |
0,4216 |
5,692 |
0,0949 |
55000 |
5219,5 |
|
1 |
Проконтролировать узел на соответствие чертежу |
4,65 |
|
|||||
|
2 |
Проконтролировать качество сборки и монтажа |
0,62 |
||||||
|
060 |
|
Упаковочная |
0,05 |
0,004 |
0,054 |
0,0009 |
55000 |
49,5 |
|
1 |
Упаковать изделие в тару |
0,05 |
|
|||||
|
|
|
Итого |
52,194 |
4,176 |
56,37 |
0,9395 |
55000 |
51672 |
Примеры расчётов:
005 Контроль ОТК (входной)=2,864
1=(кол-во элем. +плата)=(25+1)*0,029+(2 ИМС+4 разьёма)*0,005=0,784
2=(31+1)*0,045=1,44
3=32*0,02=0,64
010 Лужение=6,73
1=обшее кол-во выводов*0,061=(52*0,061)+0,397+0,453+(4*0,677)=6,73
015 Формовка=5,72
1=(52*0,11)=5,72
020 Контроль ОТК=3,345
1=31*0,045=1,395
2=(площадь платы)*0,1=18 см2=1,8
3=0,15
025 Электромонтаж=2,3
1=0,220+0,260=0,48
2=14*0,13=1,82
030 Пайка=5,01
1=1,078+1,232+(12*0,18)+(2*0,27)=5,01
035 Электромонтаж=3,51
1=(11*0,13)+(4*0,520)=3,51
040 Пайка=10,67
1=(0,18*11)+(4*2,310)=10,67
045 Промывка=5,88
1=(25*0,14)+0,56+1,12+0,7=5,88
050 Подготовка к сдаче в ОТК=0,845
1=(25*0,029)+(6*0,02)=0,845
055 Контроль ОТК=5,27
1=0,35+0,4+2,4+(25*0,06)=4,65
 2=31*0,02=0,62
2=31*0,02=0,62
 060
Упаковочная=0,05
060
Упаковочная=0,05
1=0,05
Тдоп = (Топ*8%)/100%
Тшт.мин = Топ+Тдоп =>
Тшт.час = Тшт.мин/60 => TN = Тшт.час * Nшт .
2.3 Расчет количества рабочих мест и их загрузки
В случае, когда поточная линия не применяется, то расчет количества рабочих мест определяется по формуле:
Т шт * N Tn
(2.5)
Ср = ------------------ = -----------------
Ф эф * Квн Ф эф * Квн
где, Ср - расчетное количество рабочих мест;
N - годовая программа в штуках;
Т шт- норма штучного времени на операцию в часах;
К вн - коэффициент выполнения норм выработки;
Ф эф - эффективный фонд времени работы станка (рабочего места) за плановый период в 1 смену; при работе в одну смену определяется либо по соответствующей формуле, либо берется с базового предприятия;
(2.6)
Ф эф = m * (t см * Др - tпр * Дпр) * У
 =1*(8*249-1*6)*0,95=1886,7
=1*(8*249-1*6)*0,95=1886,7
где, m - количество смен;
tcм - продолжительность одной смены;
Др - число рабочих дней в году;
tпр - время сокращения в предпраздничные дни;
Дпр - число предпраздничных дней;
У - коэффициент, учитывающий потери на ремонт; у = 1 – α / 100;
 =
1886,7
=
1886,7
 *
* =1886,7*1,02=1924
=1886,7*1,02=1924
Если Ср получилось дробным, его округляют до целого числа и называют количеством принятых рабочих мест (С пр).
Коэффициент загрузки рабочих мест по операциям рассчитывается по формуле:
(2.7)
С р
К загр =---------* 100%
Спр
Средний коэффициент загрузки рабочих мест рассчитывается по формуле:
∑Cp
(2.8)
К ср. загр = ----------* 100%
∑Cnp
где, ∑Ср - сумма расчетных рабочих мест;
 ∑Спр
- сумма принятых рабочих мест.
∑Спр
- сумма принятых рабочих мест.
 График
загрузки рабочих мест строится следующим
образом: по оси X
откладываются рабочие места по видам;
по оси У - % загрузки рабочих мест.
График
загрузки рабочих мест строится следующим
образом: по оси X
откладываются рабочие места по видам;
по оси У - % загрузки рабочих мест.
Если загрузка рабочего места небольшая менее 70%, то рабочие места загружаются другой работой (присоединяют эту операцию к последующей или предыдущей операции). Если загрузка более 120%, то на этом рабочем месте образуется «чужое место», необходимо пересмотреть технологию и организацию рабочего места. Для расчёта рабочих мест можно объединять некоторые операции, но в пределах разумного. Данные расчёта заносят в таблицу 2.
Таблица 2 - Расчёт загрузки рабочих мест
|
№ операции |
Наименование операции |
Ср шт. |
Спр шт. |
Кзагр,% по операциям |
Кзагр,ср% |
|
1 |
Контроль ОТК(входной) |
1,475 |
2 |
74 |
|
|
2 |
Лужение |
3,462 |
9 |
90 |
|
|
3 |
Формовка |
2,892 |
|||
|
4 |
Контроль ОТК |
1,721 |
|||
|
5 |
Электромонтаж |
1,183 |
12 |
92 |
|
|
6 |
Пайка |
2,593 |
|||
|
7 |
Электромонтаж |
1,807 |
|||
|
8 |
Пайка |
5,491 |
|||
|
9 |
Промывка |
3,027 |
7 |
88 |
|
|
10 |
Подготовка к сдаче в ОТК |
0,406 |
|||
|
11 |
Контроль ОТК |
2,713 |
|||
|
12 |
Упаковочная |
0,026 |
|||
|
|
Итого |
26,797 |
30 |
- |
89 |
Примеры расчётов:
Ср=Тn/ *
*
Ср1=2838/1924=1,475
Ср2=6660/1924=3,462
Ср3=5565/1924=2,892
Ср4=3311/1924=1,721
Ср5=2277/1924=1,183
Ср6=4988/1924=2,593
Ср7=3476/1924=1,807
Ср8=10565/1924=5,491
Ср9=5824/1924=3,027
 Ср10=781/1924=0,406
Ср10=781/1924=0,406
Ср11=5219/1924=2,713
Ср12=49,5/1924=0,026
 На
основе таблицы 2 строят график загрузки
рабочих мест (рисунок 1).
На
основе таблицы 2 строят график загрузки
рабочих мест (рисунок 1).
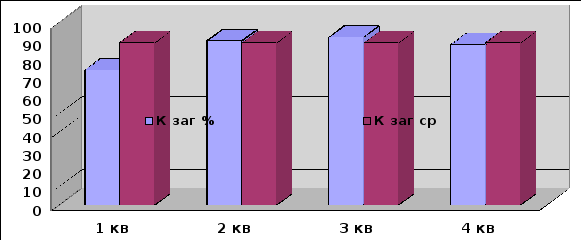 Рисунок
1 - График загрузки рабочих мест
Рисунок
1 - График загрузки рабочих мест
2.4 Расчет численности основных производственных рабочих
Численность основных производственных рабочих по операции рассчитывается по формуле:
(2.9)
Т шт * N TN
Чр = ------------------- = -------------
Ф д * К вн Фд * Квн
где, Чр - численность основных производственных рабочих;
Фд - действительный фонд времени работы одного производственного рабочего в год. Он рассчитан на основе баланса рабочего времени в таблице 3.
Таблица 3 - Баланс рабочего времени на 2012 год
|
№ |
Показатели |
Плановые дни |
|
1 |
Календарный фонд времени Выходные и праздничные дни |
365 116 |
|
2 |
Номинальный фонд времени Не выходы на работу
ИТОГО не выходы |
249
16,7 4,4 1,0 3,8 0,1
26,0 |
|
Продолжение таблицы 3 |
||
|
№ |
Показатели |
Плановые дни |
|
3 |
Полезный (явочный) фонд времени одного рабочего |
223 |
|
4 |
Потери рабочего дня в связи сокращением длительности рабочего дня
|
0,05
0,03 0,02 |
|
5 |
Средняя продолжительность рабочего дня (часы) |
7,95 |
|
6 |
Действительный годовой фонд времени одного рабочего |
1773 час |
|
7 |
Действительный квартальный фонд времени (часы) |
443 час |
Расчеты сводят в таблицу 4.

Таблица 4 - Расчет количества основных производственных рабочих
|
№ |
Наименование операций |
Разряд |
Чр |
Чпр |
|
1 |
Контроль ОТК(входной) |
4 |
1,570 |
2 |
|
2 |
Лужение |
4 |
3,684 |
9 |
|
3 |
Формовка |
4 |
3,078 |
|
|
4 |
Контроль ОТК |
5 |
1,831 |
|
|
5 |
Электромонтаж |
6 |
1,259 |
11 |
|
6 |
Пайка |
6 |
2,759 |
|
|
7 |
Электромонтаж |
6 |
1,923 |
|
|
8 |
Пайка |
6 |
5,843 |
|
|
9 |
Промывка |
2 |
3,221 |
7
|
|
10 |
Подготовка к сдаче в ОТК |
5 |
0,432 |
|
|
11 |
Контроль ОТК |
6 |
2,887 |
|
|
12 |
Упаковочная |
2 |
0,027 |
|
|
|
Итого: |
- |
28,514 |
29 |
Примеры расчётов:
Чр=Т*N/Фд*Квн;
Фд * Квн=1773*1,02=1808
Чр 1 =2838/1808=1,570
Чр 2=6660/1808=3,684
Чр 3=5565/1808=3,078
Чр 4=3311/1808=1,831
Чр 5=2277/1808=1,259
Чр 6=4988/1808=2,759
Чр 7 =3476/1808=1,923
Чр 8=10565/1808=5,843
Чр 9=5824/1808=3,221
Чр 10=781/1808=0,432
Чр 11=5219/1808=2,887
Чр 12=49,5/1808=0,027