

3.2.2. Охлаждение индуктора
Напряженность магнитного поля, создаваемого индуктором индукционной тигельной печи, чаще всего лежит в пределах 600–1000 А/см, ток в индукторе доходит до сотен (у печей малой емкости) и тысяч ампер при средней плотности тока до 20 А/мм2, поэтому электрические потери в индукторе достигают 25–30 % полезной мощности печи. К этому надо прибавить довольно значительный поток тепла к индуктору от расплавленного металла в тигле, то есть тепловые потери через стенки тигля. Все эти потери необходимо удалять от индуктора во избежание перегрева его.
Водяное охлаждение обеспечивает надежный отвод потерь, но требует надзора и соблюдения ряда условий:
- температура отводящей воды не должна превышать 35–45° С (при этом температура индуктора не превышает 45–55° С); несоблюдение этого условия вызовет отложение накипи на стенках трубки, что ухудшает теплоотдачу и уменьшает живое сечение трубки и тем самым ведет к дальнейшему перегреву и ускорению отложения накипи;
- температура индуктора не должна быть ниже температуры окружающего воздуха, так как в противном случае на индукторе будет осаждаться влага из воздуха, начнется запотевание индуктора, что приведет к отсыреванию изоляции и в конечном итоге к междувитковому замыканию.
Вследствие того, что потребный напор воды при входе в индуктор не должен превышать 2 атм. (так как в заводских водопроводных магистралях зачастую давление снижается до этой величины), то во многих случаях, когда по расчету необходимый напор превышает этот предел, систему водоохлаждения индуктора приходится секционировать и все секции охлаждения индуктора присоединять к охлаждающей магистрали параллельно; при этом от каждой секции необходимо отводить лишь часть общих потерь индуктора, и потребный расход воды в каждой секции легко обеспечить при напоре, не превосходящем 2 атм. (20 м вод. ст.).
3.3. Каркас печи
Каркас служит конструктивной базой для крепления всех основных элементов печи. При этом к каркасу предъявляются два основных требования [13]:
- обеспечение максимальной жесткости всей конструкции в целом;
- минимальное поглощение мощности элементами каркаса (поскольку они находятся в магнитном поле рассеяния индуктора)
В печи применен металлический каркас в виде «беличьей клетки», образованной вертикальными металлическими стойками приваренными к верхнему и нижнему опорным кольцам. Между стойками имеется доступ к индуктору (рис. 3.7.).
Конструктивная схема каркаса ИТП

Рис.3.7
3.4. Магнитопроводы и экраны
На практике применяются три способа уменьшения потерь в каркасе от полей рассеяния [13]:
- удаление металлических элементов каркаса на достаточное расстояние от индуктора с устранением замкнутых контуров тока в каркасе;
- применение пакетов магнитопроводов, устанавливаемых между индуктором и каркасом и выполненных из листовой электротехнической стали толщиной 0,2; 0,35 или 0,5 мм;
- применение электромагнитных экранов в виде сравнительно тонких (превышающих, однако, глубину проникновения тока) медных или алюминиевых листов, и располагающихся непосредственно у внутренней поверхности кожуха.
На рис. 3.8 схематически показано размещение пакетов магнитопровода в печи.
Размещение пакетов магнитопровода в печи

Рис. 3.8
Поскольку металлический корпус образует замкнутый контур вокруг индуктора, то применение экранов в этом случае оказывается неизбежным. В промышленных печах используют магнитные экраны (магнитопроводы), выполненные в виде металлической вставки из материалов с малым удельным электрическим сопротивлением. В этом случае магнитный поток вне полости индуктора, проходящий через внешний магнитопровод, зависит от соотношения длин магнитопровода hмп и индуктора hu, а также соотношения наружного диаметра индуктора Du и диаметра внутренней окружности магнитопровода Dмп.
С точки зрения
снижения массы магнитопровода наиболее
целесообразно размещать его пакеты на
некотором расстоянии от индуктора.
Экспериментально было установлено, что
при увеличении
![]() и уменьшении Dмп/Du относительная величина
магнитного потока, проходящего через
экран, (рис.3.9) уменьшается.
и уменьшении Dмп/Du относительная величина
магнитного потока, проходящего через
экран, (рис.3.9) уменьшается.
Зависимость доли величины магнитного потока в пакетах внешнего магнитопровода
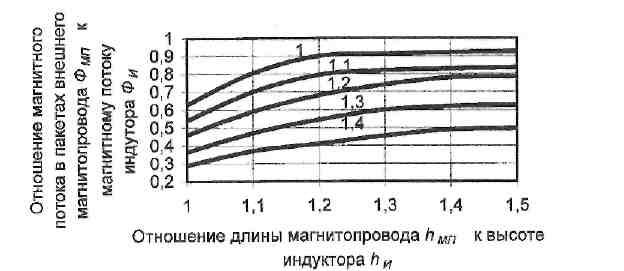
Рис.3.9.
Пренебрегая падением напряжения в индукторе, полный магнитный поток составит:
 ,
(3.1)
,
(3.1)
где: U- напряжение, подаваемое на индуктор, В;
f- частота изменения тока, Гц;
w - число витков индуктора печи.
Задавшись допустимым
значением магнитной индукции по минимуму
удельных потерь мощности, вызывающей
нагрев магнитопровода
![]() в магнитопроводе, полезное сечение
ферромагнитного экрана составит:
в магнитопроводе, полезное сечение
ферромагнитного экрана составит:
 (3.2)
(3.2)
Для частоты 500 Гц
![]() =
0,27 Тл.
=
0,27 Тл.
Общее число пакетов экрана выбирают в зависимости от конструктивных особенностей печи. Каждый пакет экрана выполняют из листов трансформаторной стали, изолированных лаковым покрытием. Толщина каждого листа при повышенной частоте - 0,35 мм.
Длина пакета магнитопровода должна превышать длину индуктора и составляет:
![]() (3.3)
(3.3)
где:
![]() - толщина футеровки тигля, м;
- толщина футеровки тигля, м;
Dв - внешний диаметр корпуса печи, м;
d0 - средний диаметр садки, м.
При монтаже следует располагать индуктор симметрично по отношению к высоте экрана.
Для существенного снижения величины электрических потерь в корпусе печи можно использовать электромагнитный экран в виде замкнутого цилиндрического листа. Его выполняют из материалов с малым удельным электрическим сопротивлением (медь, алюминий), толщиной равной 1,5÷2,0 глубины проникновения тока и располагают между индуктором и корпусом печи.
Магнитопроводы, кроме своего основного назначения (проведения внешнего магнитного потока внутри каркаса), выполняют функцию конструктивного элемента, обеспечивающего жесткость индуктора и печи в целом. Это достигается благодаря тому, что фиксацию и радиальную стяжку индуктора осуществляют пакетами магнитопроводов, прижимаемых к индуктору специальными нажимными болтами, смонтированными в корпус печи. Усилие нажатия может регулироваться. Фиксация индуктора в осевом направлении может осуществляться с помощью кронштейнов, приваренных к боковым щекам магнитопроводов (к верхним скобам) и шпилек, притягивающих пакеты магнитопроводов к днищу печи. Благодаря такому конструктивному решению все усилия, возникающие при работе печи и воспринимаемые индуктором, передаются через магнитопроводы на корпус и на днище, что позволяет разгрузить футеровку и повысить ее стойкость и надежность печи в целом.
Применение магнитопроводов позволяет уменьшить габариты печи, дает возможность изготавливать кожух из ферромагнитной (конструкционной) стали и тем самым уменьшить стоимость печи.