

Содержание
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
Основные понятия и сущность производственной логистики
Структура производственного процесса и принципы его организации
Виды движения материальных потоков в производстве
Тянущие и толкающие системы управления материальными потоками
2. РАСЧЕТНО-ГРАФИЧЕСКАЯ ЧАСТЬ
2.1.Разработка системы управления запасами с фиксированным размером заказа
2.1.1.Разработка системы управления запасами для комплектующего "А"
2.1.2.Разработка системы управления запасами для комплектующего "Б"
2.2.Разработка системы управления запасами с фиксированным интервалом времени между заказами
2.2.1.Разработка системы управления запасами для комплектующего "А"
2.2.2.Разработка системы управления запасами для комплектующего "Б"
2.3.Разработка логистической системы управления запасами
Заключение
Список использованных источников
Приложение А
Введение
Актуальность рассмотрения производственной логистики как отдельной функциональной подсистемы состоит в том, что в последние годы отмечена тенденция к сокращению сферы массового и крупносерийного производства. Расширяется применение универсального оборудования, гибких переналаживаемых производственных систем. Производители получают все больше заказов на производство небольших партий и даже единичных изделий. При этом со стороны покупателей все чаще выдвигается требование удовлетворить потребность за минимально короткий срок (сутки, час) с высокой степенью гарантий.
Другим аспектом актуальности производственной логистики является организация производства в рамках кооперации по выпуску сложных изделий.
Теоретическая часть
Основные понятия и сущность производственной логистики
Цель производственной логистики заключается в точной синхронизации процесса производства и логистических операций во взаимосвязанных подразделениях.
Задачи производственной логистики отражают организацию управления материальными и информационными потоками не просто внутри логистической системы, а в рамках процесса производства.
Структура производственного процесса и принципы его организации
На предприятиях по ходу движения материального потока с ним осуществляются различные логистические операции, которые в совокупности представляют сложный процесс превращения сырья, материалов, полуфабрикатов и других предметов труда в готовую продукцию.
Основу производственно-хозяйственной деятельности предприятия составляет производственный процесс, который представляет собой совокупность взаимосвязанных процессов труда и естественных процессов, направленных на изготовление определенных видов продукции. (Рис.№)

Рис. №. Структура производственного процесса на предприятии
Организация производственного процесса состоит в объединении людей, орудий и предметов труда в единый процесс производства материальных благ, а также в обеспечении рационального сочетания в пространстве и во времени основных, вспомогательных и обслуживающих процессов.
Производственные процессы на предприятиях детализируются по содержанию (процесс, стадия, операция, элемент) и месту осуществления (предприятие, передел, цех, отделение, участок, агрегат).
Множество производственных процессов, происходящих на предприятии, представляет собой совокупный производственный процесс. Процесс производства каждого отдельного вида продукции предприятия называют частным производственным процессом. В свою очередь в частном производственном процессе могут быть выделены частичные производственные процессы как законченные и технологически обособленные элементы частного производственного процесса, не являющиеся первичными элементами производственного процесса (он, как правило, осуществляется рабочими разных специальностей с использованием оборудования различного назначения).
В качестве первичного элемента производственного процесса следует рассматривать технологическую операцию - технологически однородную часть производственного процесса, выполняемую на одном рабочем месте. Обособленные в технологическом отношении частичные процессы представляют собой стадии производственного процесса.
Частичные производственные процессы могут классифицироваться по нескольким признакам: по целевому назначению; характеру протекания во времени; способу воздействия на предмет труда; характеру применяемого труда.
По целевому назначению выделяют процессы основные, вспомогательные и обслуживающие.
Основные производственные процессы - процессы превращения сырья и материалов в готовую продукцию, являющуюся основной, профильной продукцией для данного предприятия. Эти процессы определяются технологией изготовления данного вида продукции (подготовка сырья, химический синтез, смешение сырья, фасовка и упаковка продукции).
Вспомогательные производственные процессы направлены на изготовление продукции или выполнение услуг для обеспечения нормального протекания основных производственных процессов. Такие производственные процессы имеют собственные предметы труда, отличные от предметов труда основных производственных процессов. Как правило, осуществляются они параллельно с основными производственными процессами (ремонтное, тарное, инструментальное хозяйство).
Обслуживающие производственные процессы обеспечивают создание нормальных условий для протекания основных и вспомогательных производственных процессов. Они не имеют собственного предмета труда и протекают, как правило, последовательно с основными и вспомогательными процессами, перемежаются с ними (транспортировка сырья и готовой продукции, их хранение, контроль качества).
Основные производственные процессы в основных цехах (участках) предприятия и образуют его основное производство. Вспомогательные и обслуживающие производственные процессы - соответственно во вспомогательных и обслуживающих цехах - образуют вспомогательное хозяйство. Различная роль производственных процессов в совокупном производственном процессе определяет различия в механизмах управления различными видами производственных подразделений. В то же время классификация частичных производственных процессов по целевому назначению может проводиться только применительно к конкретному частному процессу.
Объединение основных, вспомогательных, обслуживающих и других процессов в определенной последовательности образует структуру производственного процесса.
Основной производственный процесс представляет процесс производства основной продукции, который включает естественные процессы, технологический и рабочий процессы, а также межоперационное пролеживание.
Естественный процесс - процесс, который приводит к изменению свойств и состава предмета труда, но протекает без участия человека (например, при изготовлении некоторых видов химической продукции). Естественные производственные процессы можно рассматривать как необходимые технологические перерывы между оп рациями (остывание, сушка, вызревание и т. д)
Технологический процесс представляет собой совокупность процессов, в результате которых происходят все необходимые изменения в предмете труда, т. е. он превращается в готовую продукцию.
Вспомогательные операции способствуют выполнению основных операций (транспортировка, контроль, сортировка продукции и т. д.).
Рабочий процесс - совокупность всех трудовых процессов (основных и вспомогательных операций). Структура производственного процесса изменяется под воздействием технологии применяемого оборудования, разделения труда, организации производства и др.
Межоперационное пролеживание - перерывы, предусмотренные технологическим процессом.
По характеру протекания во времени выделяют непрерывные и периодические производственные процессы. В непрерывных процессах нет перерывов в процессе производства. Выполнение операций по обслуживанию производства происходит одновременно или параллельно с основными операциями. В периодических процессах выполнение основных и обслуживающих операций происходит последовательно, в силу чего основной производственный процесс оказывается прерванным во времени.
По способу воздействия на предмет труда выделяют механические, физические, химические, биологические и другие виды производственных процессов.
По характеру применяемого труда производственные процессы классифицируются на автоматизированные, механизированные и ручные.
При организации любого как из указанных выше, так и других производственных процессов руководствуются рядом принципов, выдвигаемых теорией организации. Принципы представляют собой обобщенные, устоявшиеся и получившие широкое практическое распространение приемы и методы, используемые в процессе организации любой системы, в том числе и при организации производственных процессов. К важнейшим принципам организации производственного процесса относятся следующие.
Специализация. Данный принцип организации производственных процессов предполагает строгое разделение труда внутри предприятия. В данном случае предусматривается внутризаводская специализация, обеспечивающая массовое изготовление продукции ограниченной номенклатуры в отдельных структурных производственных подразделениях (цехах) предприятия или выполнением на рабочих местах строго определенных стадий технологического процесса. Специализация может быть пообъектной (по готовой продукции в целом), подетальной (по изготовлению отдельных деталей) и пооперационной (по осуществлению отдельной операции технологического процесса).
Специализация производства обеспечивает, с одной стороны, повышение его эффективности, а с другой — может вызвать негативные последствия. Повышение уровня специализации обуславливает улучшение экономических показателей за счет увеличения выпуска одноименной продукции, в том числе и на основе появления более широких возможностей автоматизации процессов производства, повышения производительности труда рабочих, выполняющих одни и те же строго специализированные функции, а также за счет повышения качества изготовляемой продукции. Вместе с тем специализация бывает часто связана с монотонностью и однообразием выполняемых рабочими функций, что вызывает у них рост технологической нагрузки, может происходить их деквалификация, потеря интереса к труду и, как следствие, снижение производительности труда и текучесть кадров.
Уровень внутризаводской специализации определяется производственной программой предприятия, на него оказывают влияние такие факторы, как стандартизация, нормализация и унификация конструкций изделий, типизация технологических процессов и их параметров. Принцип специализации и его соблюдение во многом определяет успешную реализацию других принципов организации производственных процессов.
Непрерывность. Этот принцип предполагает такую организацию производственного процесса, при которой остановки сокращаются до минимально необходимых значений или даже полностью ликвидируются перерывы в нахождении предмета труда (исходного сырья, полуфабриката) в обработке. Принцип непрерывности производственного процесса способствует сокращению перерывов в использовании живого труда и производственного оборудования, что должно соблюдаться на всех иерархических уровнях: от каждого рабочего места, участка, цеха до предприятия в целом. Он предполагает передачу предметов труда с одной операции на другую без задержек и простоя оборудования и рабочих. Реализация принципа непрерывности, гарантируя экономию рабочего времени рабочих, снижение времени работы оборудования «вхолостую», обеспечивает повышение экономической эффективности производства. Оценку уровня непрерывности производственного процесса можно осуществить при помощи следующих показателей:
- коэффициент полезной загрузки оборудования по времени, оценивающий степень непрерывности использования средств труда;
- коэффициент непрерывности производственного процесса, определяемый отношением времени, необходимого для выполнения всех стадий технологического процесса, к длительности производственного цикла.
Ритмичность. Это один из важнейших принципов организации производственных процессов, означающий, что все отдельные стадии и производственный процесс в целом по изготовлению определенного числа изделий повторяются через строго установленные периоды времени, т.е. ритмичность выражается в равномерном выпуске продукции или движении предметов труда в одинаковые промежутки времени на всех этапах технологической цепочки, а также регулярной повторяемости отдельных операций.
Особо важное значение соблюдение принципа ритмичности приобретает в условиях кооперированных поставок, а также с точки зрения выполнения договорных обязательств на поставку продукции в строго установленные в соответствии с договором сроки. Этот принцип организации производственного процесса исключает возможность реализации, так называемой штурмовщины, когда достижение такого задания по объему производства переносится на конец календарного периода (последнюю декаду месяца, последний месяц квартала и т.д.) со всеми вытекающими из того отрицательными последствиями.
Показателем, в наибольшей мере характеризующим степень реализации данного принципа, является ритмичность выпуска продукции, т.е. выпуск одного и того же объема продукции за равные периоды времени. Коэффициент ритмичности определяется отношением фактического объема производства продукции за какой-либо календарный период (декада, месяц), в пределах (не выше) планового задания к объему производства продукции, предусмотренному таковым заданием.
Пропорциональность. Этот принцип организации производственного процесса предполагает соблюдение необходимых пропорций, определенных соотношений между отдельными стадиями производства, а также между основными, вспомогательными и обслуживающими процессами. Суть этой пропорциональности сводится в первую очередь к соблюдению точных пропорций в величине производительной мощности как отдельных цехов основного производства, так и мощностей производственных участков внутри одно и того же цеха. Суть пропорциональности сводится к наличию реальных возможностей выпуска заданного объема продукции в единицу времени на всех стадиях производственного процесса. Нарушение принципа пропорциональности обуславливает возникновение так называемых узких мест в той или иной технологической цепочке, с одной стороны, сдерживающих рост объемов производства, а с другой — недогрузку, ухудшение использования оборудования, установленного в других звеньях этой цепочки.
Повышение уровня пропорциональности производственных процессов может быть достигнуто в результате расширения узких мест, выявленных в ходе анализа использования производственной мощности цеха (предприятия) и построения на этой основе ее «профиля». Устранение узких мест, обеспечивающее соблюдение принципа пропорциональности, приведет к соблюдению необходимых пропорций между отдельными переделами в том или ином цехе или между отдельными цехами (производствами) предприятия. Благодаря этому повысится экономическая эффективность деятельности предприятия вследствие реализации появляющихся в таком случае возможностей увеличения объемов производства и продаж продукции, улучшения использования действующего оборудования, повышение производительности труда.
Параллельность. Принцип параллельности в организации производственных процессов предполагает одновременное выполнение отдельных стадий технологического процесса, совмещение во времени выполнения основных и вспомогательных операций. Этот принцип проявляется при условии одновременной обработки нескольких единиц одних и тех же изделий на различных операциях и выполнение всех операций по изготовлению одного или нескольких наименований изделий на различных рабочих местах. Повышение степени параллельности операций приводит к сокращению длительности производственного цикла и к экономии рабочего времени.
Прямоточность. Это принцип, согласно которому при организации производственного процесса должно обеспечиваться кратчайшее расстояние движения предметов труда в процессе производства продукции. Движение изготовляемой детали (или изделия) по рабочим местам, участкам и цехам должно быть по возможности максимально прямолинейным, должно происходить без возвратных и встречных перемещений. Прямоточность достигается в результате рационального размещения цехов, участков, рабочих мест в последовательности выполнения операций и отдельных стадий, т.е. по ходу технологического процесса.
Автоматичность. Данный принцип предполагает такую организацию производственного процесса в целом и отдельных его стадий, которая обеспечивает максимально возможный уровень их автоматизации или механизации. Существует много технологических процессов производства особенно сложных и трудоемких видов продукции, осуществление которых без их автоматизации в принципе невозможно, т.е. технически не осуществимо. Некоторые процессы производства, хотя в принципе и осуществимы вручную, но будучи автоматизированными, обеспечивают повышение технического уровня производства, а на этой основе — сокращение трудоемкости производства, снижение травматизма работников, повышение качества изготовляемой продукции. Решение экономических проблем, обеспечиваемое автоматизацией производственных процессов, обуславливается, несмотря на относительно высокую капиталоемкость (необходимость привлечения больших инвестиций) автоматизации, получением существенного объема экономического эффекта, благодаря чему достигаются короткие сроки возврата инвестиций и существенный рост экономической эффективности автоматизированных производственных процессов. Социальные последствия реализации принципа автоматизации и механизации процессов производства проявляются, во-первых, в изменении характера труда работников, во-вторых, в существенном повышении оплаты их труда, в-третьих, в улучшении условий труда, в особенности во вредных производствах, в-четвертых, в повышении безопасности, в том числе и экологической, производства.
Гибкость. Принцип гибкости при организации производственных процессов заключается в том, что производство должно в ряде случаев быть организовано так, чтобы реагируя на запросы рынка, оно способно было оперативно перестраиваться на выпуск новой продукции. Гибкость следует понимать как способность производственного процесса к:
- изменению номенклатурных изделий, объема производства продукции;
- необходимым изменениям параметров технологического процесса;
- возможности основного и вспомогательного оборудования переключаться на другие виды работ;
- необходимым изменениям уровня и профиля квалификации трудового коллектива.
Оптимальность. Этот принцип организации производственных процессов связан в первую очередь с необходимостью их оптимизации, выражающейся в возможности выбора для каждого конкретного производства таких принципов организации, которые в своем сочетании обеспечивают наиболее высокий уровень его экономической эффективности.
Виды движения материальных потоков в производстве
Понятие материального потока является ключевым в логистике. Материальные потоки образуются в результате транспортировки, складирования и выполнения других материальных операций с сырьем, полуфабрикатами и готовыми изделиями — начиная от первичного источника сырья вплоть до конечного потребителя.
Материальные потоки могут протекать между различными предприятиями или внутри одного предприятия.
Материальный поток — это имеющая вещественную форму продукция, находящаяся в состоянии движения, рассматриваемая в процессе приложения к ней логистических операций и отнесенная к определенному временному интервалу. Материальный поток не на временном интервале, а в данный момент времени переходит в материальный запас.[]
Тянущие и толкающие системы управления материальными потоками
Управление материальными потоками осуществляется различными способами, из которых выделяют два основных: толкающий и тянущий, принципиально отличающиеся друг от друга.
Первый вариант носит название «толкающая система» или «push system». (Рис.№)
Этот вариант предполагает, что изготовление изделий начинается на одном конце производственной линии, проходит через последовательный ряд технологических операций и заканчивается обработкой на другом конце производственной цепочки. Материальный поток выдается получателю по команде, поступающей на передающее звено из центральной системы управления производством. При этом по завершении обработки на одном участке изделие передается на следующий независимо от того, готов ли этот участок принять изделие на обработку или нет. Каждый участок имеет производственный план. Однако создать жесткий технологический процесс, все параметры которого были бы наперед точно рассчитаны, невозможно, поэтому на предприятиях всегда должен быть определенный производственный запас, который играет роль буфера и увеличивает гибкость системы. Толкающие системы известны под названием «система MRP». Названные выше системы в значительной степени характерны для традиционных методов организации производства. Возможность их применения для логистической организации производства появилась в связи с широким использованием ЭВМ, что позволило повысить гибкость этой системы. Системы МРП характеризуются высоким уровнем автоматизации управления, позволяющим реализовывать следующие основные функции:
— обеспечивать текущее регулирование и контроль производственных запасов;
— в реальном масштабе времени согласовывать и оперативно корректировать планы и действия различных служб предприятия — снабженческих, производственных, сбытовых. []
В современных, развитых вариантах систем МРП решаются также различные задачи прогнозирования.

Рис.№ Система с выталкиванием изделия, запущенного в производство
Второй вариант организации логистических процессов на производстве основан на принципиально ином способе управления материальным потоком. Он носит название «тянущая система» (pull system) и представляет собой систему организации производства, в которой детали и полуфабрикаты подаются на последующую технологическую операцию с предыдущей по мере необходимости. Она способствует сокращению производственных запасов при одновременном увеличении гибкости производства. (Рис.№)
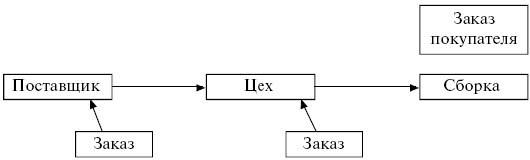
Рис.№ Система с вытягиванием изделия, запущенного в производство
Центральная система управления не вмешивается в обмен материальными потоками между различными участками предприятия, не устанавливает для них текущих производственных заданий. На промышленных предприятиях план имеет только линия окончательной сборки, и отсюда информация о необходимости производить нужные детали поступает на предыдущие участки посредством специальных карточек. План на участках формируется каждый день, что и обеспечивает гибкость системы.
К логистическим системам с вытягиванием относят систему «Канбан»(в переводе с японского - карточка), разработанную и впервые в мире реализованную фирмой Toyota (Япония). В этой системе выделяют два вида карточек:
- карточки отбора;
- карточки производственного заказа.
В карточке отбора указывают число деталей, которое должно быть взято на предшествующем участке обработки. В карточке производственного заказа указано число деталей, которое должно быть изготовлено на предшествующем участке.
В месте складирования детали погружают в автопогрузчик в количестве, указанном в карточках отбора. При этом с ящиков снимают прикрепленные к ним карточки заказа, которые информируют о заказе на изготовление новых деталей в строго определенном количестве. План на участках формируют каждый день. Это обеспечивает гибкость системы. Какое-либо перемещение изделий без карточек недопустимо. Обычно система «Канбан» сочетается с системой контроля качества. Эта система не требует тотальной компьютеризации производства, однако она предполагает высокую дисциплину поставок и высокую ответственность персонала, что и ограничивает ее внедрение в различных странах.[]