

3. Литье под давлением
При литье под давлением металлическая форма, называемая пресс-формой, заполняется расплавом под действием внешней силы, превосходящей силу тяжести, а затвердение в ней металла происходит при избыточном давлении. Давление в камере прессования создается с помощью поршня.
Заполнение формы происходит с большой скоростью (за доли секунд), а создаваемое давление расплавленного металла ~100 Мпа обеспечивает точное повторение рабочей поверхности, т.е. одновременно происходит заливка и прессовка расплава металла.
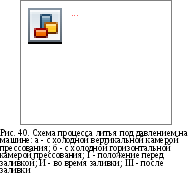
Литье под давлением ведут на компрессорных и поршневых машинах. Поршневые машины выполняют с вертикальной и горизонтальной камерами прессования. Также различают машины с холодной и горячей камерами прессования. Различие их состоит в том, что у машин с холодной камерой прессования ванна расположена отдельно от камеры. А у машин с горячей камерой прессования камера помещена непосредственно в ванне с расплавом. В прессующем механизме машин с холодной камерой прессования заливка расплава происходит за три стадии: начальное медленное перемещение поршня, быстрое перемещение его для заполнения формы, окончание заливки. Схема процесса литья под давлением представлена на рис. 40.
Пресс-формы, на которых осуществляется формирование детали, изготавливаются разъемными из двух полуформ. Одна из полуформ выполняется подвижной. Заливка обычно осуществляется со стороны неподвижной полуформы. Подвижная полуформа конструируется таким образом, чтобы при разъеме деталь оставалась в ней, впоследствии она удаляется специальными приспособлениями - выталкивателями или вручную. Все пресс-формы выполняют с обязательным принудительным охлаждением.
 Данным
способом отливают ответственные детали
с тонкими стенками, сложной конфигурации.
Кроме того, литье под давлением применяют
для соединения нескольких деталей или
получения отливок с арматурой из других
металлов.
Данным
способом отливают ответственные детали
с тонкими стенками, сложной конфигурации.
Кроме того, литье под давлением применяют
для соединения нескольких деталей или
получения отливок с арматурой из других
металлов.
Сплавы, применяемые в литье под давлением, по механическим и физическим свойствам можно разделить на две группы. К первой относятся сплавы, которые плавятся при низкой температуре, на основе цинка (ЦА4, ЦА01, ЦАМ4-3), свинца, олова. Ко второй группе относятся сплавы, которые плавятся при высокой температуре на основе алюминия (АЛ2, АК9, АК5М7), магния (МЛ5, МЛ6), медных сплавов (ЛК 80-ЗЛ, ЛКС80-3-3, ЛС 59-1Л). Сплавы, отливаемые под давлением, должны удовлетворять следующим требованиям:
- сплав должен хорошо заполнять рабочую полость пресс-формы;
сплав должен иметь минимальную усадку;
сплав должен обеспечить достаточную прочность к моменту удаления ее из пресс-формы;
сплав должен возможно меньше прилипать к стенкам пресс-формы;
сплав должен соответствовать условиям эксплуатации отливаемой детали;
сплав должен обеспечивать полную монолитность детали.
К достоинствам данного метода литья можно отнести следующее:
отливки, полученные в металлических пресс-формах имеют чистую и гладкую поверхность, что позволяет во многих случаях сократить их поверхностную отделку;
позволяет получать отливки с максимально приближенными размерами к готовой детали;
данный метод имеет высокую производительность и легко поддается автоматизации.
К недостаткам данного метода можно отнести:
небольшое количество сплавов пригодных к литью под давлением;
большую стоимость и сложность оборудования и технологической остнастки;
большое количество газа растворенного в металле отливок полученных данным способом, частое наличие на отливках газовых раковин.
Совершенствование метода литья под давлением идет в направлении устранения дефектов отливок. В частности, этого можно избежать если использовать при литье под давлением вакуумирование т.е. предварительное удаление воздуха из пресс-формы.