

2. Центробежное литье
Центробежным литьем называют процесс, при котором заливка металла производится во вращающуюся литейную форму. При этом заполнение формы и кристаллизация отливки происходит под давлением центробежных сил.
Действие развивающихся при вращении центробежных сил многогранно. Во-первых, оно способствует заполнению жидким металлом и формированию внутренней поверхности цилиндрической отливки. Чтобы выполнить, например, в отливке-трубе отверстие при обычном способе литья, необходимо установить в ней стержень. Во вращающейся форме его выполняют центробежные силы. Во-вторых, центробежные силы уплотняют металл в форме, в результате чего в отливке отсутствуют усадочные раковины, что вместе с отсутствием литниковой системы дает большую экономию жидкого металла. Κρоме того, при центробежном литье изменяется направление затвердевания: в обычной форме затвердевание идет снизу вверх, а во вращающейся - от периферии к центру.
Центробежным способом отливают детали, имеющие форму тел вращения (втулки, трубы, гильзы и т.п.). Наиболее часто таким способом отливают трубы большого диаметра и длины, а иногда многослойные трубы, которые широко используются в технике. Известно что при транспортировке по трубам сыпучих и жидких материале, внутренняя их поверхность быстро изнашивается или корродирует. Чтобы повысить стойкость труб, их приходится отливать из дорогих сплавов. Центробежное литье позволяет уменьшить стоимость изготовления труб за счет применения двухслойных труб: основа их делается из дешевого обычного чугуна (он заливается первым), а внутренняя рабочая часть - из легированного чугуна, который наливается на первый слой.
Центробежным способом отливают и мелкие детали сложной конфигурации. В этом случае используют принцип центрифугирования: форму вращают вокруг оси литника, и центробежные силы раздают металл по периферийным формам любой конфигурации. Отливки, полученные центробежным способом, обладают высокими механическими свойствами, обеспечивается получение плотных отливок. При литье деталей тел вращения сокращается расход металла на литниково-питающие системы.
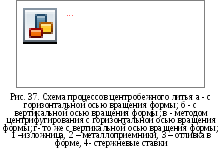
Центробежное литье осуществляют с помощью так называемых центробежных машин с горизонтальной и вертикальной осью вращения (рис. 37). Выбор машины зависит от габаритных размеров отливки. При высоте отливки больше ее диаметра применение машин с вертикальной осью нецелесообразно, т.к. внутренняя открытая поверхность отливки искажается и принимает параболическую форму. Поэтому трубы отливают на центробежных машинах с горизонтальной осью вращения, а фасонные детали - большей частью на центробежных машинах с вертикальной осью вращения.
 Применяют
два способа расположения деталей: вдоль
оси вращения и радиально вокруг оси
вращения. В первом случае металл сразу
поступает в форму, во втором случае - в
литниковую систему,
затем
в форму. При литье на центробежной машине
с вертикальной осью вращения возможна
одновременная установка форм в несколько
рядов (стопочная) по высоте.
Применяют
два способа расположения деталей: вдоль
оси вращения и радиально вокруг оси
вращения. В первом случае металл сразу
поступает в форму, во втором случае - в
литниковую систему,
затем
в форму. При литье на центробежной машине
с вертикальной осью вращения возможна
одновременная установка форм в несколько
рядов (стопочная) по высоте.
При центробежном литье применяют разнообразные литейные формы, но наиболее часто используют металлические изложницы. Их предварительно подогревают до 300°С, затем рабочая поверхность покрывается огнеупорным материалом. Это повышает стойкость изложницы, снижает скорость охлаждения отливки, предупреждает образование трещин. Покрытие может содержать модифицирующие и легирующие добавки, в этом случае оно служит также для регулирования структуры и состава поверхностных слоев отливки. Покрытие наносят на изложницу в виде красок, облицовок из сыпучих материалов.
Вместе с тем действие центробежных сил в определенной мере затрудняет получение качественных отливок. Так, химическая неоднородность (ликвация) по сечению отливки в этом способе литья усиливается по мере увеличения скорости вращения формы. В чугунных и стальных отливках сильнее ликвация углерода, серы и фосфора, которые вытесняются к внутренней поверхности. При литье свинцовой бронзы (так называемых сплавов на основе несмешивающихся компонентов) внутренняя поверхность отливки обогащается медью, а наружная более плотным свинцом. При этом отливка получается не только неоднородной по составу, но и с усадочными дефектами. Поэтому отливки из данных сплавов не рекомендуется получать центробежным литьем.
Дальнейшая автоматизация процесса, особенно для крупных отливок, открывает большие возможности центробежному литью в будущем.