

3. Сверление
Сверление - метод механической обработки для получения сквозных и несквозных (глухих) отверстий или обработка предварительно полученных отверстий для предания им требуемого размера, точности и шероховатости поверхности.
Сверление характеризуется сочетанием двух движений, которые сообщают инструменту: первое - вращательное движение вокруг оси инструмента (главное движение) и второе - поступательное движение вдоль оси (движение подачи) (рис. 86).
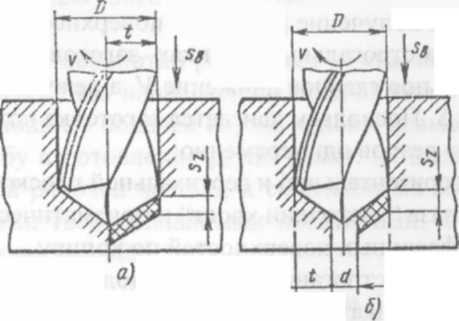
Рис. 86. Схемы сверления (а) и рассверливания (б)
Режущим инструментом для обработки отверстий является сверла, зенкеры, развертки и метчики (рис. 87).

Fuc.
Ь/.
Инструменты для обработки отверстии
на сверлильных станках а - сверло; б-в
- зенкеры; г-е
- развертки; ж - метчик
Наиболее распространённым инструментом для сверления и рассверливание отверстий является спиральное сверло, которое имеет 2 главных режущих лезвия и состоит из 4 частей:
часть - рабочая (6), которая объединяет режущую (7) и направляющую (5) (калибрующую) части;
часть - шейка, соединяющая рабочую (б) и часть сверла с хвостовиком (4);
часть - хвостовик, служащий для установки сверла в шпинделе станка;
часть - лапка (3), которая является упором для выбивания сверла из станка.
Рассверливание - операция увеличения диаметра ранее просверленного отверстия сверлом большого диаметра. Обычно применяется для получения отверстий диаметром более 30 мм.
Зенкер - инструмент для придания предварительно полученным отверстиям более правильной формы. Зенкеры в отличие от сверл снабжены 3-4 главными режущими лезвиями.
По виду обрабатываемых отверстий зенкеры делятся на:
цилиндрические, для обработки цилиндрических поверхностей, операцию называют зенкерование;
конические, для получения углублений под головки винтов, болтов, заклёпок и других деталей, операцию называют зенкование;
торцевые, для достижения перпендикулярности торцевой поверхности отверстия к его оси, операцию называют цекование;
Возможно изготовление комбинированных зенкеров для обработки двух поверхностей цилиндрической и конической - совмещение двух операций: зенкерование и зенкование.
Развертка - инструмент для окончательной обработки отверстий. Развертка имеет 6-12 главных режущих лезвий, обеспечивающих необходимую точность и шероховатость поверхности, используют обычно после зенкерования. По форме обрабатываемого отверстия развертки различают:
цилиндрические, для обработки цилиндрических отверстий;
конические, для обработки конических отверстий; Возможно изготовление сборных разверток с механическим
креплением режущих пластин.
Метчик - инструмент для нарезания внутренних резьб.
4. Протягивание
Протягивание характеризуется главным движением - поступательным движением инструмента относительно неподвижной заготовки.
Принцип протягивания заключается в том, что размер каждого последующего зуба инструмента больше предыдущего. Поскольку каждый зуб срезает с обрабатываемой поверхности заготовки небольшое количество металла, то есть стружку небольшой толщины, поэтому получаемая поверхность имеет малую шероховатость. Несмотря на сравнительно низкую скорость резания, протягивание является высокопроизводительным методом за счет большой суммарной длины инструмента.
Инструмент для протягивания называется протяжка. Протяжка состоит из следующих частей (рис. 88):
замковая часть (хвостовик), служит для закрепления протяжки в патроне тянущего устройства l1;
шейка, для соединения замковой и передней направляющей частей l2,
передняя направляющая часть, для центрирования заготовки перед процессом резания l3;
режущая часть, для срезания припуска, состоит из режущих зубьев, высота которых последовательно увеличивается на толщину срезаемого слоя l4;
калибрующая часть, для предания обработанной поверхности окончательных размеров, точности и шероховатости l5,
задняя направляющая часть, для поддержания протяжки от провисания l6.