

Токарная обработка
Токарная обработка характеризуется наличием движений: вращательное движение заготовки (главное движение, скорость резания) и поступательное движение режущего инструмента - резца (движение подачи).
Разновидностями точения является:
обтачивание - обработка наружных поверхностей;
растачивание - обработка внутренних поверхностей;
подрезание - обработка плоских (торцовых) поверхностей;
разрезание - резка заготовки на части;
Основным инструментом токарной обработки является резец. Резец состоит из головки - рабочая часть, и тело - стержень, который служит для закрепления резца в резцедержателе. Все многообразие резцов классифицируют по различным признакам (рис. 83).
П
Рис.
83. Токарные резцы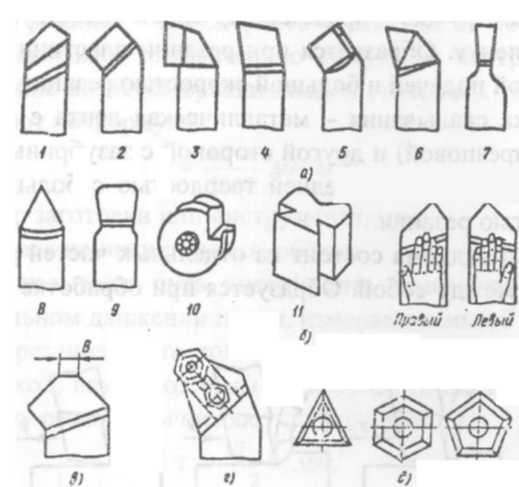
- проходные для обтачивания наружных цилиндрических и конических поверхностей (1-3);
подрезные для обтачивания плоских торцевых поверхностей (4);
расточные для растачивания сквозных и глухих отверстий (5-6);
отрезные для разрезания заготовок (7);
резьбовые для нарезания резьб (8);
- фасонные для обтачивания фасонных (криволинейных) поверхностей (10-11).
По характеру обработки различают резцы черновые, получистовые и чистовые (9). По направлению подачи резцы подразделяют на правые, работающие с подачей справа налево; левые - слева направо.
По способу изготовления резцы делят: на целые, с приваренной или припаянной рабочей частью; и со сменными многогранными не-перетачиваемыми твердосплавными пластинами. Форма пластин самая разнообразная (рис. 83, г-д).
Строгание
Строгание характеризуется наличием двух движений: поступательным резца или заготовки (скорость резания) и прерывистым поступательным подачи, направленного перпендикулярно вектору главного движения.
Процесс резания при строгании прерывистый и снятие стружки происходит только при рабочем (прямом) ходе инструмента, во время обратного (холостого) хода резец работу резания не производит.
Инструмент для строгания - резец. Резец, врезаясь в материал заготовки при каждом рабочем ходе, испытывает ударны; нагрузки. Поэтому строгание осуществляют на средних скоростях, а инструмент делают более массивным, по сравнению с резцами применяемых при обработке точением. Наличие холостого хода при строгании увеличивает время обработки и снижает производительность.
Строгание проводят на поперечно-строгальных и продольно-строгальных станках (рис. 84).

Рис. 84. Схемы обработки плоской поверхности на поперечно-строгальном (а), продольно-строгальном (б) и долбежном (в) станках
На поперечно-строгальных станках резец совершает возвратно-поступательное главное движение V, а заготовка движение поперечной подачи в горизонтальной плоскости S . При этой схеме обработки возможно строгание горизонтальной, вертикальной и наклонной плоскостей, а также получение рифленой поверхности.
На продольно-строгальных станках заготовка совершает возвратно-поступательное главное движение V, а режущий инструмент -движение подачи S. Поскольку двигается заготовка возможно использование несколько резцов одновременно:
строгание горизонтальной и вертикальной плоскостей заготовки;
строгание паза "ласточкин хвост" и призматического паза;
строгание фасонных поверхностей по копиру.
Разновидностью строгания является долбление, которое проводят на долбёжных станках. Заготовку обрабатывают при возвратно-поступательном движении режущего инструмента, совершаемом в вертикальной плоскости, и движении подачи заготовки в горизонтальной плоскости.
На долбёжных станках обрабатывают вертикальные плоскости, вертикальные криволинейные поверхности и шпоночные пазы. На зу-бодолбёжных станках возможно изготовление зубчатых цилиндриче
ских колес внешнего и внутреннего зацепления с прямыми и косыми зубьями методом обкатки (рис. 85).

Рис. 85. Схема формоооразования зубьев 1 - долбяк; 2 - нарезаемое колесо