

2.4 Паяльное оборудование предприятий сервиса
Ни один серьезный ремонт не обходится без паяльных работ. Паяльник есть практически в каждом доме, и пайка теперь обычное дело не только технарей специалистов, а и любого домашнего мастера любителя. Без качественно выполненной пайки, нормальная работа электронного устройства (хоть контакта на люстре, хоть конденсатора на материнской плате) рано или поздно, с большой вероятностью, будет нарушена. Так как во время пайки происходит взаимное растворение припоя и той части металла, на который он наносится, после остывания получается довольно прочное соединение, обладающее хорошей электропроводимостью. Но для того, чтобы соединение получилось действительно качественным и долговечным, приходится учитывать некоторые нюансы
Паяльники, паяльные станции.
Главное различие паяльников - мощность. Для ремонта печатных плат и монтажа небольших элементов, чувствительных к статическому напряжению, применяются паяльники с мощностью 24-40Ватт. Для пайки широких проводников, шин питания и различных массивных элементов - 40-80Ватт. Паяльники на 100Ватт и более, в основном применяют для пайки массивных стальных конструкций, особенно из цветных металлов с большой теплопроводностью.
Не стоит забывать и о напряжении питания. Стандартом в России является 220В, 50Гц, но для пайки, например в автомобиле или в других местах, где сложно найти розетку, можно использовать паяльники с напряжением 12/18/24В. Другой важной характеристикой паяльника является его рабочая температура. Самые простые образцы не имеют четкого температурного режима, и при недостаточном нагреве места пайки, когда припой не расплавляется до состояния текучести и не может заполнить все предназначенные ему зазоры, наблюдается довольно частый эффект, называемый "холодная пайка". Место спая оказывается матовым, шероховатым и соединение получается непрочным.
Перегретое жало паяльника ускоряет его износ, припой при этом перегревается, жало покрывается окалиной, флюс выгорает, сцепление припоя с жалом ухудшается. Часто жало паяльника перегревается из-за чрезмерного выпаривания припоя, в результате перегреваются полевые элементы и микросхемы, отслаиваются дорожки печатных плат. Произвести качественную работу паяльником с низкой или слишком высокой температурой, естественно невозможно.
В случае если пайка для вас частое дело, придется обзавестись набором паяльников различной мощности, а еще лучше паяльной станцией, так как они имеют регуляторы температур, автоматическое поддержание заданной температуры, удобную подставку под паяльник, ванну для очистной губки, антистатическую защиту и некоторые дополнительные возможности. Хорошая паяльная станция, конечно же, стоит недешево, но и набор различных паяльников и качественных насадок к ним может обойтись не меньше...
Припои и флюсы.
Флюс, в качестве которого обычно применяется еловая или сосновая канифоль, необходим для растворения и удаления оксидов, а также защиты места пайки от окисления. Многие используют спиртовой раствор канифоли, нанося его кисточкой на место пайки. Такой раствор несложно сделать и самому, а вместо спирта можно использовать другой растворитель, например бензин или ацетон. Главный недостаток канифоли - при чрезмерно высоких температурах удаляется не только оксидная пленка с металла, удаляется и сам металл.
Припой, сплав олова со свинцом, необходим для соединения спаиваемых деталей. Припои разделяют на тугоплавкие (твердые припои) и легкоплавкие (мягкие припои). Выпускаются в виде зерен, палочек, прутков, полосок, лент, проволоки, заполненных канифолью трубок, порошков и паст с жидким флюсом. Для ремонта домашней, в том числе компьютерной техники используют легкоплавкие припои с относительно низкой температурой плавления до 300С, например ПОС-61. Обозначение ПОС расшифровывается как - припой оловянно-свинцовый, цифра в конце процентное содержание олова. Для получения специальных свойств в оловянно-свинцовые припои добавляют кадмий (ПОСК), висмут (ПОСВ), сурьму (ПОССу) и другие металлы.
Наиболее удобным является использование трубок диаметром 2-3мм с каналом канифоли внутри. Можно паять как обычно, захватывая каплю олова с трубки и переносить ее на место пайки или прижимая жало паяльника к месту пайки, подносить к нему кончик трубки. Трубка при этом плавится, затекая в зазоры, к тому же благодаря ее малому диаметру, количество припоя легко дозируется.
Советы по пайке.
Выбирайте паяльник с возможностью смены жала, которых сейчас предлагают целый ассортимент. Это и лопатки, конусы, иглы, вообщем все зависит от конкретных потребностей и ваших финансовых возможностей.
Уделите очистке жала пару минут перед любой работой, при слишком сильных загрязнениях используйте напильник. Для удаления с жала остатков выгоревшего флюса, пыли и окисла, удобно применять кусочек дерева или картона (хотя многие делают это быстрым движением пальцев, что в принципе тоже эффективно).
При применении обычного паяльника для защиты от статики, целесообразно соединить проводниками надетый на руку антистатический браслет с паяльником и корпусом ремонтируемого устройства.
Разогревая паяльник, не оставляйте его "насухую", обязательно погрузите жало паяльника в канифоль, как только оно разогреется до температуры способной ее расплавить. Слой канифоли на поверхности жала защитит его от окисления. При нагреве до температуры плавления припоя его необходимо залудить.
Для хранения припоя нежелательно использование металлических коробочек, крышек, консервных банок, так как припой, упавший на их поверхность прилипает, металл такой коробочки (особенно если она используется еще и в виде подставки для паяльника) разогревается, появляются сложности с точным дозированием, и в результате образуется олово-канифольная каша, с которой работать будет не очень удобно.
Обязательное условие для образования надежного паяного контакта - равные температуры спаиваемых поверхностей.
Заранее очистите, обезжирьте бензином или другим органическим растворителем и залудите контактные площадки перед пайкой. Частой ошибкой является то, что некоторые компоненты сначала паяют, а потом откусывают лишнюю длину ножек и пытаются убрать лишние капли припоя.
Не забывайте о предельных температурах электронных компонентов, особенно полевых транзисторов и интегральных микросхем. При температуре 260-300С не превышайте время пайки более чем на 5-10 секунд.
Изменяя длину жала паяльника - можно изменять температуру. Но намного удобней делать это при помощи автотрансформатора или специального регулирующего устройства. Конечно же, это не касается счастливых владельцев паяльной станции.
Теоретически температура жала паяльника должна соответствовать применяемому припою и суммарному теплоотводу спаиваемых деталей. Конечно же, подсчитать это непросто, но при приобретении опыта, угадывается "на глаз". Гармоничная, аккуратная и качественная пайка приходит со временем и опытом. Не бойтесь паяльника, практикуйтесь, рассчитывайте на свой здравый смысл и интуицию! Ведь паяльник главный инструмент при любом более-менее серьезном ремонте!
Температура Кюри
Согласно общепринятому определению, Кюри точка, температура Кюри, температура фазового перехода II рода, связанного со скачкообразным изменением свойств симметрии вещества (например, магнитной — в ферромагнетиках, электрической — в сегнетоэлектриках, кристаллохимической — в упорядоченных сплавах). Назван по имени П. Кюри, подробно изучившего этот переход у ферромагнетиков. При температуре Т ниже К. т. Q ферромагнетики обладают самопроизвольной (спонтанной) намагниченностью и определённой магнитно-кристаллической симметрией. В К. т. (T = Q) интенсивность теплового движения атомов ферромагнетика оказывается достаточной для разрушения его самопроизвольной намагниченности («магнитного порядка») и изменения симметрии, в результате ферромагнетик становится парамагнетиком. Аналогично у антиферромагнетиков при Т = Q (в т. н. антиферромагнитной К. т. или Нееля точке) происходит разрушение характерной для них магнитной структуры (магнитных подрешёток), и антиферромагнетики становятся парамагнетиками. В сегнетоэлектриках и антисегнетоэлектриках при Т = Q тепловое движение атомов сводит к нулю самопроизвольную упорядоченную ориентацию электрических диполей элементарных ячеек кристаллической решётки. В упорядоченных сплавах в К. т. (её называют в случае сплавов также точкой Курнакова) степень дальнего порядка в расположении атомов (ионов) компонентов сплава становится равной нулю. Т. о., во всех случаях фазовых переходов II рода (типа К. т.) при Т = Q в веществе происходит исчезновение того или иного вида атомного «порядка» (упорядоченной ориентации магнитных или электрических моментов, дальнего порядка в распределении атомов по узлам кристаллической решётки в сплавах и т. п.). Вблизи К. т. в веществе происходят специфические изменения многих физических свойств (например, теплоёмкости, магнитной восприимчивости и др.), достигающие максимума при Т= Q, что обычно и используется для точного определения температуры фазового перехода.
Токи Фуко
Токи Фуко (в честь Фуко, Жан Бернар Леон) — это вихревые замкнутые электрические токи в массивном проводнике, которые возникают при изменении пронизывающего его магнитного потока. Вихревые токи являются индукционными токами и образуются в проводящем теле либо вследствие изменения во времени магнитного поля, в котором находится тело, либо вследствие движения тела в магнитном поле, приводящего к изменению магнитного потока через тело или какую-либо его часть. Величина токов Фуко тем больше, чем быстрее меняется магнитный поток.
В отличие от электрического тока в проводах, текущего по точно определённым путям, Вихревые токи замыкаются непосредственно в проводящей массе, образуя вихреобразные контуры. Эти контуры тока взаимодействуют с породившим их магнитным потоком. Согласно правилу Ленца, магнитное поле В. т. направлено так, чтобы противодействовать изменению магнитного потока, индуцирующего эти В. т.
В. т. приводят к неравномерному распределению магнитного потока по сечению магнитопровода. Это объясняется тем, что в центре сечения магнитопровода намагничивающая сила В. т., направленная навстречу основному потоку, является наибольшей, так как эта часть сечения охватывается наибольшим числом контуров В. т. Такое «вытеснение» потока из середины сечения магнитопровода выражено тем резче, чем выше частота переменного тока и чем больше Магнитная проницаемость ферромагнетика. При высоких частотах поток проходит лишь в тонком поверхностном слое сердечника. Это вызывает уменьшение кажущейся (средней по сечению) магнитной проницаемости. Явление вытеснения из ферромагнетика магнитного потока, изменяющегося с большой частотой, аналогично электрическому Скин-эффекту и называемому магнитным скин-эффектом.
В соответствии с законом Джоуля - Ленца В. т. нагревают проводники, в которых они возникли. Поэтому В. т. приводят к потерям энергии (потери на В. т.) в магнитопроводах (в сердечниках трансформаторов и катушек переменного тока, в магнитных цепях машин).
Для уменьшения потерь энергии на В. т. (и вредного нагрева магнитопроводов) и уменьшения эффекта «вытеснения» магнитного потока из ферромагнетиков магнитопроводы машин и аппаратов переменного тока делают не из сплошного куска ферромагнетика (электротехнической стали), а из отдельных пластин, изолированных друг от друга. Такое деление на пластины, расположенные перпендикулярно направлению В. т., ограничивает возможные контуры путей В. т., что сильно уменьшает величину этих токов. При очень высоких частотах применение ферромагнетиков для магнитопроводов нецелесообразно; в этих случаях их делают из магнитодиэлектриков, в которых В. т. практически не возникают из-за очень большого сопротивления этих материалов.
При движении проводящего тела в магнитном поле индуцированные В. т. обусловливают заметное механическое взаимодействие тела с полем. На этом принципе основано, например, торможение подвижной системы в счётчиках электрической энергии, в которых алюминиевый диск вращается в поле постоянного магнита. В машинах переменного тока с вращающимся полем сплошной металлический ротор увлекается полем из-за возникающих в нём В. т. Взаимодействие В. т. с переменным магнитным полем лежит в основе различных типов насосов для перекачки расплавленного металла.
В. т. возникают и в самом проводнике, по которому течёт переменный ток, что приводит к неравномерному распределению тока по сечению проводника. В моменты увеличения тока в проводнике индукционные В. т. направлены у поверхности проводника по первичному электрическому току, а у оси проводника — навстречу току. В результате внутри проводника ток уменьшится, а у поверхности увеличится. Токи высокой частоты практически текут в тонком слое у поверхности проводника, внутри же проводника тока нет. Это явление называется электрическим скин-эффектом. Чтобы уменьшить потери энергии на В. т., провода большого сечения для переменного тока делают из отдельных жил, изолированных друг от друга.
В. т. применяются для пайки, плавки и поверхностной закалки металлов, а их силовое действие используется в успокоителях колебаний подвижных частей приборов и аппаратов, в индукционных тормозах (в которых массивный металлический диск вращается в поле электромагнитов) и т. п.
Паяльные станции фирмы Metcal. В паяльных станциях фирмы Metcal (США) также используется метод нагрева токами высокой частоты, но стабилизация температуры жала обеспечивается за счет эффекта зависимости магнитной восприимчивости ферромагнитного сплава, из которого сделано жало, от температуры.
На рис. 4 показана кривая такой зависимости магнитной восприимчивости Js от температуры Т.
С ростом температуры магнитная восприимчивость уменьшается и при температуре в, называемой точкой Кюри резко падает до нуля. Ясно, что при достижении этой температуры дальнейший разогрев жала токами ВЧ невозможен, поэтому точка Кюри будет максимально возможной температурой жала для индукционного паяльника. Для железа точка Кюри равна 770°C, для никеля 358°C, что находится за пределами рабочих температур пайки, поэтому температура ВЧ-паяльников Quick ограничивается (и регулируется) с помощью термосенсора и электронной схемы управления.
Если же в сплав добавить некоторые редкоземельные элементы, то можно существенно понизить температуру точки Кюри, например, для элемента гадолиния точка Кюри равна всего 16°С. Задавая величину примесей в сплаве можно создать жала для паяльников с любой требуемой точкой Кюри. Термосенсоры и схемы обратной связи здесь не нужны и выбор требуемой температуры для пайки сводится просто к выбору жала с требуемой точкой Кюри в зависимости от условий пайки.
Так поступили разработчики паяльных станций Metcal (рис. 5) при создании паяльных станций, запатентовав данную технологию под маркой SmartHeat®. Достоинством этого метода является абсолютная стабильность рабочей температуры жала, отсутствие необходимости в калибровках и пр., а также отсутствие всякого риска перегреть жало и повредить печатную плату и элементы. Кроме того, такая паяльная станция может быть выполнена в форме обычного паяльника с напряжением от сети. Недостатком Metcal является необходимость иметь весьма широкий ассортимент картриджей (жало + индукционная катушка) для различных условий пайки: для обеспечения требуемой скорости нагрева нужно выбирать картридж одной из четырех серий с различной нагревательной способностью: 500, 600 700 или 800-ой. Цифры соответствуют температуре картриджа (точке Кюри) в градусах по шкале Фаренгейта. При изменении тепловой нагрузки, например, площади контакта для пайки необходимо менять картридж, причем в жестких условиях бессвинцовой пайки такие замены становятся более частыми. Другим недостатком является высокая стоимость картриджей и самих паяльных станций Metcal. Это - плата за 100% гарантию от перегрева (при условии соблюдения рекомендаций по картриджам): электронные схемы регулирования температуры, как и любые другие, могут выйти из строя и поэтому не могут дать этих абсолютных 100%. Для Пентагона этот аргумент и был решающим в пользу выбора Metcal - американских военных высокая цена и дополнительная трудоемкость не смущают.
В отличие от Пентагона большинство пользователей работает с паяльными станциями, использующими схемы электронной стабилизации температуры, как наиболее удобными и экономически оправданными. Для таких пользователей индукционные паяльные станции фирмы Quick с электронной температурной стабилизацией и доступной ценой могут стать выбором, способным удовлетворить самые жесткие требования к пайке при переходе на технологию Lead-Free.
Обзор рынка паяльного оборудования
На рынке паяльного оборудования можно найти предложения от различных производителей — PACE, WELLER, ERSA, HAKKO. Собственно, он ими и сформирован. Они определяют, что такое хорошо или что такое плохо. Фирмы соревнуются между собой во внедрении передовых технологий, различных методов управления нагревом пальника, от импульсного разогрева до использования в качестве нагревателя феррита. Для управления могут использоваться различные типы сенсоров. Обычно они располагаются на конце нагревательного элемента и контролируют его температуру, а температура наконечника устанавливается с учетом тепловых потерь в нем. Это стандартное построение паяльника, но есть разновидности этой схемы. Фирма ERSA предложила способ управления с помощью термопары K-типа. Последняя находится вне нагревательного элемента и контролирует температуру наконечника. Способ интересный, но требует применения специальных технологий. Необходимо обеспечить хороший тепловой контакт с наконечником, для чего на его внутреннюю поверхность напыляется серебро. Также нужно предотвратить окисление термопары, которое приводит к ошибкам в установке температуры и перегреву наконечника. Управление такими системами осуществляют микропроцессоры. Естественно, стоимость подобной паяльной станции довольно высока.
Альтернативный способ управления — нагревательный элемент совмещен с самим наконечником, который выпускается на заранее определенную температуру.
Технология SMARTHEAT фирмы METCAL
Нагревательный элемент состоит из двух основных частей — источника тока и термоэлемента. Радикальная разность между этим и стандартным нагревательными элементами — то, что сам термоэлемент определяет и сохраняет жестко заданную заранее температуру.
Температура элементов фирмы Metcal зависит от электрических и металлических характеристик двух различных металлов, одним из которых является материал с высоким тепловым сопротивлением и удельной электропроводностью, другой — магнитный материал с относительно высоким сопротивлением.
Когда через элемент пропускается переменный ток низкой частоты, он, естественно, будет течь через все проводящее сечение. Однако увеличение частоты до 13,5 МГц приводит к росту тока во внешнем (магнитном) нагревателе. Это явление протекания тока высокой частоты через магнитный слой с высоким сопротивлением, известное как «скин-эффект», способствует быстрому нагреву.
Как только наружный слой достигает заданной температуры (предопределенной материалом ее элементов), происходит другое явление — магнитные характеристики слоя ухудшаются. Эта температура названа точкой Кюри магнитного материала. В момент ее достижения магнитное сопротивление проводящего сердечника уменьшается, что приводит к снижению нагрева. При остывании магнитное сопротивление вновь возрастает, и ток через нагреватель опять увеличивается, и т. д. Таким образом, температура нагревателя поддерживается почти равной точке Кюри. В результате получается система, которая не требует никакой калибровки.
Существуют области применения паяльного оборудования, где необходима точность установки температуры до 1°C и ее компьютерный контроль. Но большинство задач не требуют использования высокоточного инструмента. Основной критерий для них— температурная стабильность жала паяльника. Для подобных задач применение элементов фирмы Metcal является идеальным решением.
Решения фирмы XITRONIC
Обратимся к фирме XYTRONIC. Она более 20 лет выпускает паяльное оборудование для производства и ремонта изделий электронной техники. Штаб-квартира XYTRONIC INDUSTRIES, LTD. находится на Tайване — в стране, являющейся ведущим поставщиком паяльных станций.
XYTRONIC предлагает продукцию широкого спектра: от профессиональных паяльников и паяльных станций до систем для демонтажа. Выпускаемые паяльники имеют мощность от 60 до 150 Вт и регулируемый диапазон температур (150–450°С). Они находят применение во всех сборочных операциях. Станции могут иметь аналоговые или цифровые системы задания температуры.
Сегодня изделия фирмы XYTRONIC экспортируются во многие страны. Приблизительно 50 % продукции продается под эмблемой XYTRONIC. 90 % изделий экспортируется в США, Канаду, Австралию, Японию и Западную Европу. В настоящее время компания поставляет паяльное оборудование корпорации Philips N.V. Список клиентов XYTRONIC включает также IBM, Logitech, Taiwan Delta, General Instruments, Digital Equipment Corp., Siemens, Hewlett Packard, что говорит о качестве паяльного оборудования.
В 1980 году фирма запатентовала оригинальный метод электронного управления температурой паяльника. Метод гарантировал высокое качество и надежность пайки.
Подобный паяльник идеально подходит для служб ремонта и обслуживания электронной техники, а также для производства, где используется ручная сборка электронных устройств.
Рассмотрим паяльную станцию 137 ESD (рис. 1).

Рис. 1
Станция имеет 60-ваттный паяльник 107ESD с металлокерамическим нагревательным элементом, управляемый электронным блоком.
Схема управления использует P.Т.С. сенсор, находящийся на конце нагревательного элемента. Температурный сенсор немедленно реагирует на изменение температуры и обеспечивает дополнительный нагрев жала при снижении его температуры во время интенсивного отвода тепла при быстрой пайке большого количества контактных площадок или массивных деталей. Система отличается отсутствием перерегулирования и гарантирует высокую скорость нагрева и хорошую стабильность температуры нагревательного элемента.
Пальник 107ESD выполнен с учетом всех современных требований и весит всего 190 граммов (рис. 2).
![]()
Рис. 2
Нагревательный элемент располагается в наконечнике паяльника, что обеспечивает максимальную теплопередачу. Кроме того, поскольку элемент расположен на достаточном расстоянии от рукоятки, не происходит перегрева рукоятки паяльника. Последняя имеет резиновое кольцо, предохраняющее пальцы от соскальзывания во время работы. Нагрев жала до температуры 250°С осуществляется за 30 секунд.
Нагревательный элемент изготовлен японской фирмой HAKKO и имеет высокую надежность и долговечность в сравнении со стандартными нихромовыми проволочными нагревателями (рис. 3). Диапазон регулирования температуры паяльника от 200 до 450 градусов.
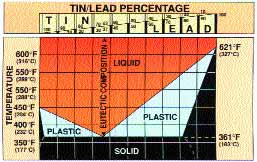
Рис. 3
Достаточен ли такой диапазон регулирования? Для ответа на этот вопрос вспомним, что у припоя марки Sn63Pb37 плавление начинается при температуре 180°С (рис 4). Остальные марки характеризуются еще более высокой точкой плавления.

Рис. 4
Следовательно, жало с температурой 200°С соответствует припоям марки Sn*/Pb*. Конечно, существуют и низкотемпературные припои, но употребление их крайне ограничено. В основном при производстве электронных устройств используется припой марок Sn63/Pb37 и Sn60/Pb40.
Наконечники для станций XYTRONIC выполнены из гальванической меди, покрытой слоями железа и хрома, рабочая часть их облужена оловом (рис. 5).

Рис. 5
Спектр предлагаемых наконечников весьма разнообразен — от конических диаметром 0,4 мм до жал специальной формы «МИНИ–ВОЛНА» для монтажа PQF-элементов.
Технология пайки микросхем жалом «МИНИ–ВОЛНА» неоднократно описывалась. Но существуют несколько моментов. Для достижения хороших результатов не рекомендуется использовать припои, содержащие канифоль. Большое значение при пайке имеет также угол наклона жала — оптимальный результат достигается только после определенной тренировки.
Демонтаж микросхем
Современные паяльные станции не только увеличили производительность труда при сборке, но превратились также и в незаменимый инструмент для ремонтника, одной из основных операций которого является демонтаж элементов.
Существуют два способа демонтажа SMD компонентов — контактный и конвекционный. Оба доказали свою состоятельность и право на жизнь.
Основным на сегодняшний день является контактный способ, предлагаемый фирмами METCAL, PACE, WELLER, ERSA, HAKKO и XYTRONIC.
Технология этого способа заключается в том, что для отпайки используются насадки, повторяющие конфигурацию корпуса микросхемы. Наибольшее количество различных насадок к паяльнику предлагают фирмы PACE и METCAL.
Для каждого типоразмера применяются индивидуальные насадки, учитывающие форму выводов элементов (рис. 6).

Рис. 6
Насадка используется только как теплоноситель, для отпайки же используется расплавленный припой. Количество припоя на насадке и его теплоемкость выше, чем у припоя, находящегося на контактных площадках электронного компонента, благодаря чему и демонтируется микросхема. Выводы микросхемы касаются расплавленного припоя на насадке, и моментально припой, находящийся на контактах микросхемы, расплавляется и смешивается с насадочным. Небольшие микросхемы прилипают к наконечнику из-за сил поверхностного натяжения и поднимаются без дополнительной помощи. Время отпайки занимает около 10 секунд, микросхема успевает прогреться всего до 60°С, а плата — до 45°С.
Припой можно наносить не на насадку, а предварительно залить им выводы микросхемы или нанести на них паяльную пасту. XYTRONIC предлагает таким способом демонтировать микросхемы, имеющие корпуса типа SOP, SOIC, PLCC, QFP, а также CHIP-компоненты и микросхемы в корпусе DIP (рис. 7).

Рис. 7
В последнем случае используются насадки, имеющие специальные канавки для заполнения их припоем. Насадка устанавливается на выводы микросхемы с обратной стороны платы. Припой в отверстиях расплавляется, и микросхему можно поднять пинцетом. Процесс занимает 15 секунд. Очистить выводы микросхемы и контактные площадки можно с помощью плетенки и паяльника с широким наконечником.
Установка насадок для отпайки SMD осуществляется при помощи адаптера с резьбовым соединением. Все насадки устанавливаются на адаптер. Перед демонтажом обязательно производить предварительное флюсование микросхем, чтобы снять оксидную пленку с контактов.
Описанные насадки для демонтажа микросхем к паяльнику 137ESD позволяют вам обойтись без использования дополнительных дорогостоящих термоинструментов, которые повлекут покупку паяльного оборудования, стоимостью в 2–3 раза дороже. Типы демонтируемых микросхем зависят только от мощности паяльника, так как каждый дополнительный квадратный сантиметр площади микросхемы приводит к уменьшению температуры на 10°С. Поэтому фирма PACE рекомендует вводить прекомпенсацию потерь на наконечнике до 60°С! При демонтаже микросхем этот фактор нужно учитывать. Паяльные станции разных фирм используют одинаковую технологию демонтажа. Отличие состоит лишь в способе управления температурой наконечника паяльника и в точности установки температуры. Погрешности последней могут быть скомпенсированы использованием внешнего температурного калибратора.
Паяльная станция 137ESD XYTRONIC при низкой стоимости (всего 125 $) функционально не уступает дорогостоящим аналогам, позволяя решить большинство проблем с монтажом и демонтажом SDM-микросхем. Большой выбор дополнительных наконечников значительно расширяет ее функциональные возможности.
Техника контроля качества современных печатных узлов
Современные печатные узлы (ПУ) содержат множество спрятанных от глаз деталей. Для их контроля, наряду с внутрисхемными тестерами, которые продолжают играть значительную роль в контроле ПУ, требуется дополнительное контрольное оборудование. Информация от этого оборудования должна поступать в сеть, быстро и точно указывая области потенциальных отказов.
Типичный процесс контроля ПУ начинается с оптической проверки паяльной пасты – ее распределения по правильному рисунку в требуемом объеме. Затем следует процесс оптического контроля укладки по плате исправных компонентов. Далее – контроль после расплавления припоя, осуществляемый оптическим или рентгеновским оборудованием. Последнее способно обследовать паяные соединения под компонентами, а также обнаруживать внутри шариков припоя пустоты, которые могут привести к отказам. После завершения этих этапов проводится электрический внутрисхемный контроль – процедура, аналогичная той, что проводилась и восемь лет назад, но разница в том, что теперь большинство проверяемых точек находится под BGA-компонентами или внутри многослойной платы. Здесь внутрисхемному контролю необходима помощь периферийного сканирования, обеспечивающего доступ к невидимым точкам контроля. Наконец, ПУ проходит функциональный контроль. Обычно функциональные тестеры сопрягаются с контролируемым ПУ через торцевой соединитель.