

Практика 2 курс / 4 раздел
.docx
|
|
|
 4
Технология отделки древесноволокнистых
плит
4
Технология отделки древесноволокнистых
плит
Технология производства по отделке древесноволокнистых плит представлена на рисунке 4.1.
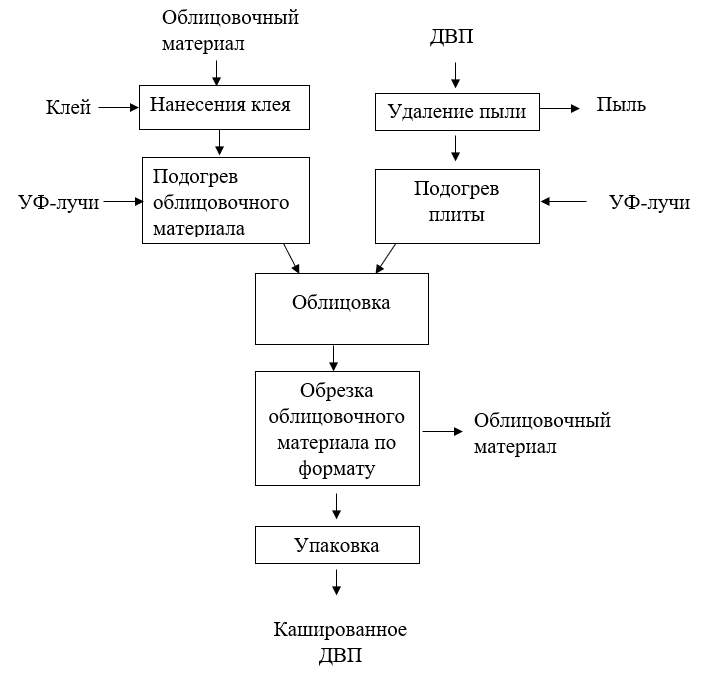
Рисунок 4.1 – Блок-схема производства кашированных ДВП
4.1 Технологический процесс
Пакет ДВП подается на загрузочное устройство автопогрузчиком. Далее плита ДВП подается встык по одному листу вручную под щетки для очистки поверхности от пыли и другого мусора, который удаляется посредством местной пневмосистемы. Очищенные плиты проходят под УФ лампами для предварительного нагрева. Подогретая плита подается для дальнейшей накатки пленки облицовочной.
Рулон облицовочного материала подается автопогрузчиком и устанавливается на вал с помощью тельфера. При установке рулона необходимо внимательно смотреть натяжение пленки, которое должно обеспечивать равномерную без перекосов и морщин размотку пленки. Нанесение клея на пленку осуществляется с помощью клеенаносящего вала диаметром 238мм. Количество наносимого на пленку клея регулируется в зависимости от расстояния между наносящим и дозировочным вальцами. Клей подается пневматическим насосом. Шланг насоса опускается внутрь контейнера с клеем ПВА. Пленка с нанесенным клеем перед накаткой на плиту подогревается УФ лампами. Количество наносимого клея на пленку без учета потерь составляет 33-35 г/м². Температура воздуха в помещении должна быть не ниже 18˚С. После нанесения клея пленка наслаивается на предварительно нагретую плиту. Каширование производится резиновыми вальцами (один вверху другой внизу) диаметром- 246мм., а затем попадает под специальную режущую насадку для разрезания пленки между плитами. Для улучшения качества каширования установлены металлические валы диаметр–305мм., нагреваемые термомаслом. Нагревается верхний вал. Температура нагрева до 150˚С, которая устанавливается на пульте управления.
Затем облицованные плиты укладываются в пакет. Пакет с линии снимает автопогрузчик и ставит на подстопные места. Максимальное количество пакетов в высоту – 4. Плиту оставляют на 1-3 часа для отверждения клея, после чего рабочий вручную снимает свесы облицовочного материала по периметру с 4-х сторон при помощи ножа.
Плиты со снятыми свесами сортируют по качеству, укладывают в пакеты, пакуют и сдают на склад готовой продукции. Маркировка наносится в соответствии с ТУ.
4.2 Технологические требования к исходным данным
Таблица 4.1 – Технологические требования к материалам
Материалы |
Номер и наименование НТД |
Основные показатели |
Контролируемыепоказатели |
|
ТУ BY 600012401.003-2005
ТУ РБ 00276267.401-96 или др. аналоги
ТУ У 24.1-05761672-183-2002 |
длина, толщина, ширина
ширина, толщина
вязкость |
длина толщина ширина
ширина
вязкость |
4.3 Контроль качества
Оценка соответствия плит образцам – эталонам производится визуально.
Контроль длины, ширины и толщины плит производят по ГОСТ 27680
Качество внешнего вида покрытий плит осуществляется визуально, а именно наличие:
клеевых пятен, царапин, пузырей под облицовкой, отслоение облицовки;
вмятины, мелкие вкрапления под облицовочным материалом.
Правильность упаковки определяется визуально.