Формы представления балансов:
На технологическую схему ХТС наносятся показатели потоков с указанием расхода, температуры и концентрации;
Табличная форма: отражены и просуммированы все статьи или показатели входных или выходных потоков. Подобные таблицы приводят для отдельных элементов, подсистемы и ХТС в целом.
Свойства хтс:
Зависимость режима работы одного элемента ХТС от режимов других элементов;
Оптимальный режим работы одиночного элемента может отличаться от оптимального режима аналогичного элемента в ХТС;
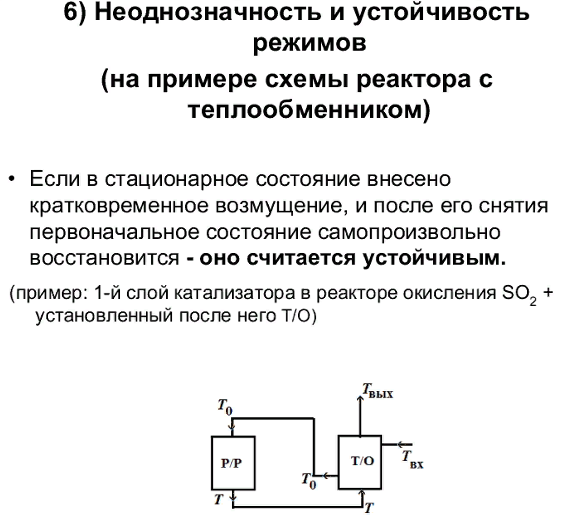
Существование различных режимов работы ХТС, их неоднозначность и устойчивость.
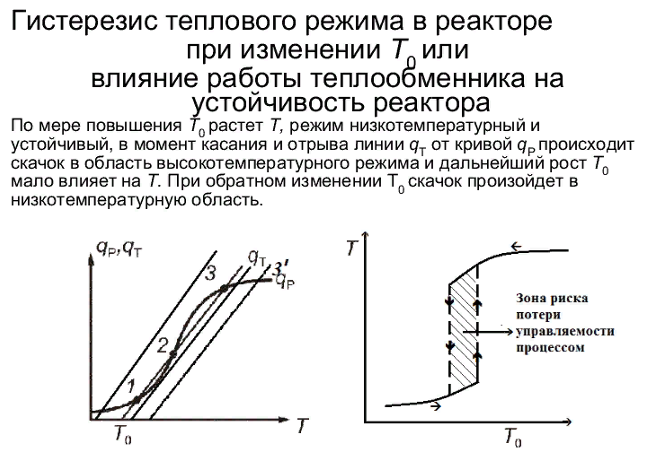
Гистерезис тепловаого режима
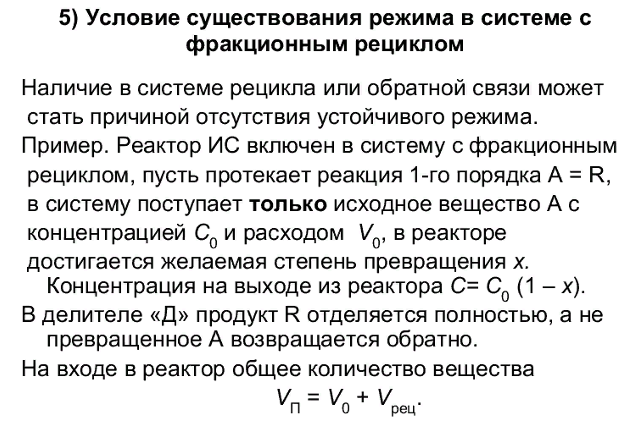
Система с фракционным рециклом
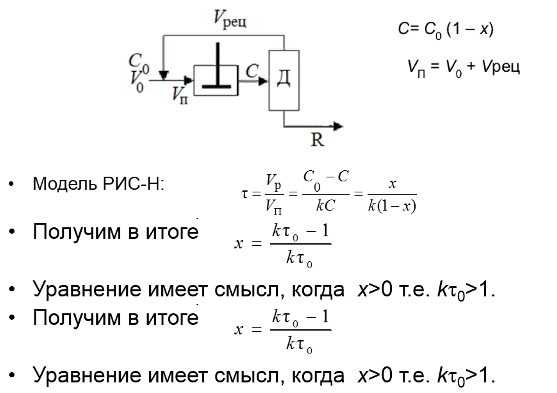
Если k0<1, стационарного и устойчивого режима не существует.
Синтез ХТС − выбор операций и элементов, их соединений (связей), режимов.
13. Концепции (принципы) синтеза ХТС: наиболее полное использование сырьевых ресурсов, наиболее полное использование энергетических ресурсов, минимизация отходов, эффективное использование оборудования. Характеристика приёмов (эвристик) для реализации концепций синтеза ХТС. Синтез оптимальных схем однородных и неоднородных реакторов. Сравнить параллельное и последовательное соединения реакторов ИВ и ИС.
Концепция более полного использования сырьевых ресурсов решается путём:
Выбора схемы хим.процесса;
Избытка одного из реагентов (обычно более дешёвого и доступного);
Организации процесса движения потоков в реакторе (противоточный контакт фаз обеспечивает максимальную движущую силу в процессах теплопередачи и массообмена);
Использования фракционного рецикла (используют при неполном превращении исходных реагентов; в системе разделения после реактора выделяют непрореагировавшие реагенты и возвращают их на переработку: пример – синтез аммиака);
Организации регенерации с рециклом для вспомогательных потоков;
Утилизации отходов (позволяет получить доп.полезные продукты из побочных продуктов р-ции, практически всегда образующихся вместе с целевым продуктом);
Совмещения производств (совместное производство карбамида и аммиака).
Концепция более полного использования энергетических ресурсов решается путём:
утилизации и регенерации тепла и энергии (заключается в использовании теплоты и энергии материальных потоков для нужд самого производства; пример – реактор окисления диоксида серы);
альтернативные источники энергии (пар, горячие теплоносители, теплота атомных котлов, энергия ветра и Солнца;
вторичные энергетические ресурсы (ВЭР) – энергетический потенциал продуктов, отходов, образующихся в технологических агрегатах, которые могут быть использованы внутри ХТС или для энергоснабжения других предприятий. Это приводит к увеличению теплового КПД ХТС. Примеры: тепло отходящих газов, отходящие горючие органические вещества, ВЭР избыточного давления;
энерго-технологическая схема (затраты можно уменьшить путём регенерации энергии между стадиями процесса и использованием потенциалов потоков в самом процессе). Пример: воздух в производстве серной кислоты, который под давлением сжимается в компрессоре и направляется в технологические аппараты.
Концепция эффективного использования оборудования решается путём использования приёмов:
Организации процесса в аппарате (один и тот же процесс почти всегда можно провести разными способами);
Оптимизации процесса;
Организации технологического процесса в подсистеме ХТС (замена периодического процесса на непрерывный);
Конструктивное решение аппарата;
Увеличение единичной мощности аппарата.
Концепция минимазации отходов решается путём:
Более полного использования сырьевых ресурсов и ТЭР;
Санитарной очистки и обезвреживания отходов (размещение доп.подсистемы в ХТС, в которой удаляются вредные примеси из выбрасываемых потоков или переводятся в нетоксичное состояние);
Уменьшения и замены вспомогательных потоков;
Использования замкнутого водооборотного цикла;
Повышения надёжности оборудования.
14. ХТС производства серной кислоты. Химическая и функциональная схемы. Обоснование режимов и аппаратурное оформление обжига колчедана, окисления диоксида серы и абсорбции триоксида серы. Физико-химическое основы и обоснование технологии “двойного контактирования и двойной абсорбции”. Показать, как решаются концепции синтеза ХТС.
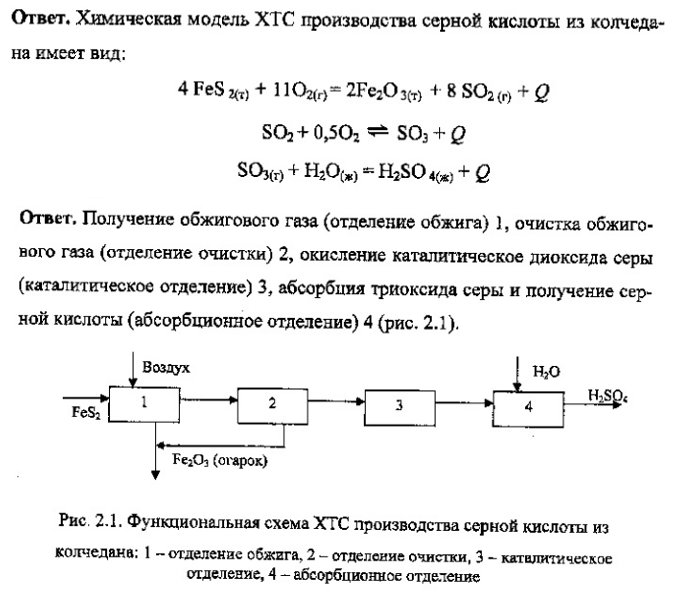
Суммарная реакция:
4FeS2(г) + 11O2(г) = 2Fe2O3(т) + 8SO2(г) + Qp
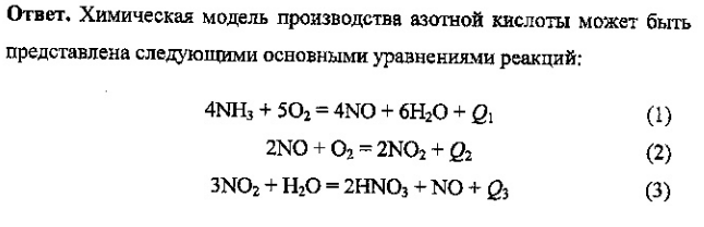
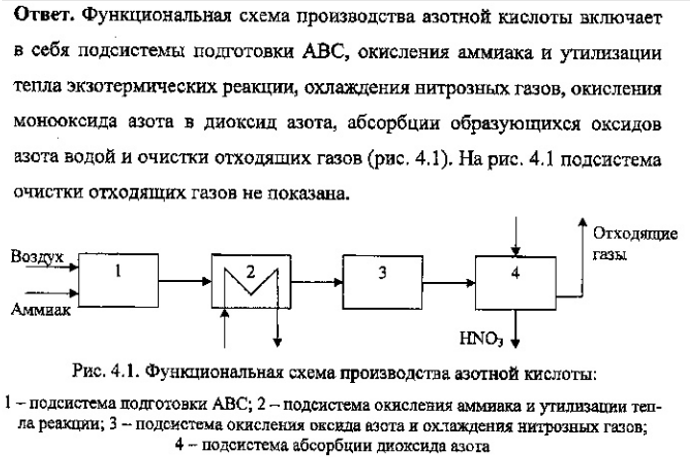
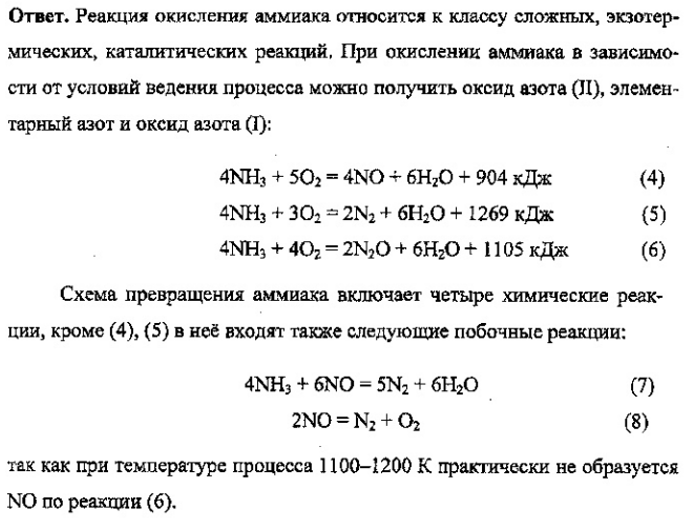
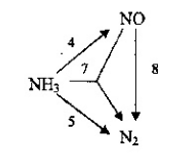
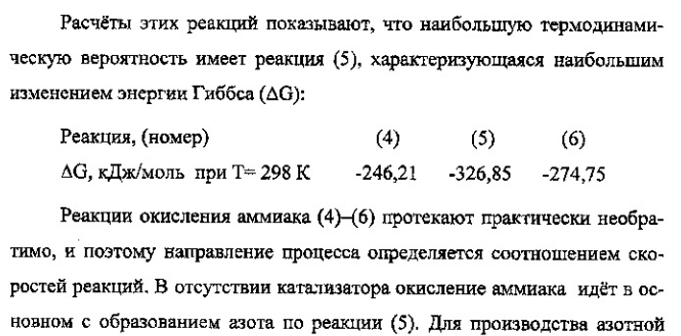
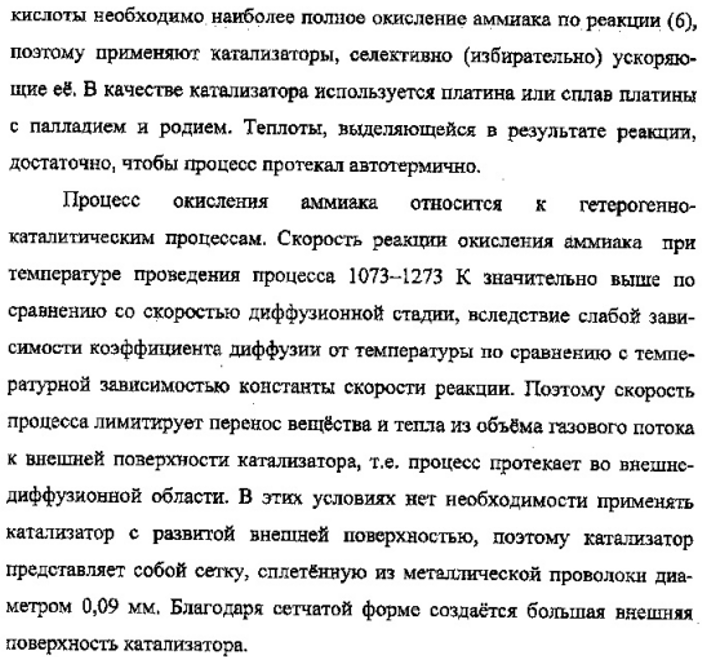
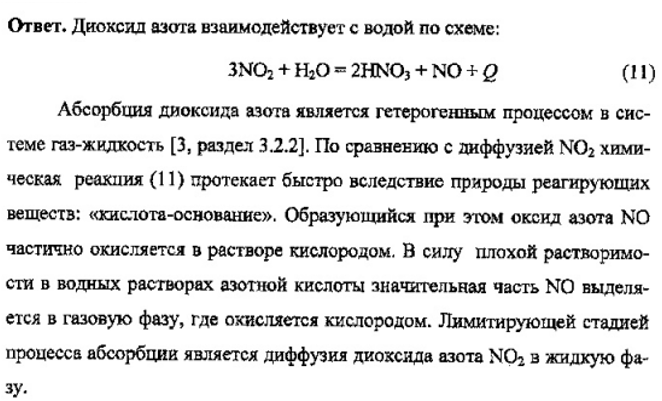
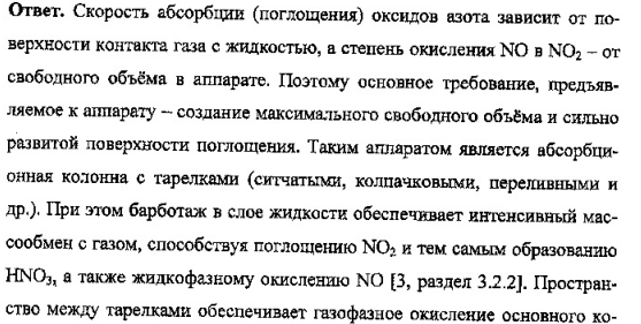
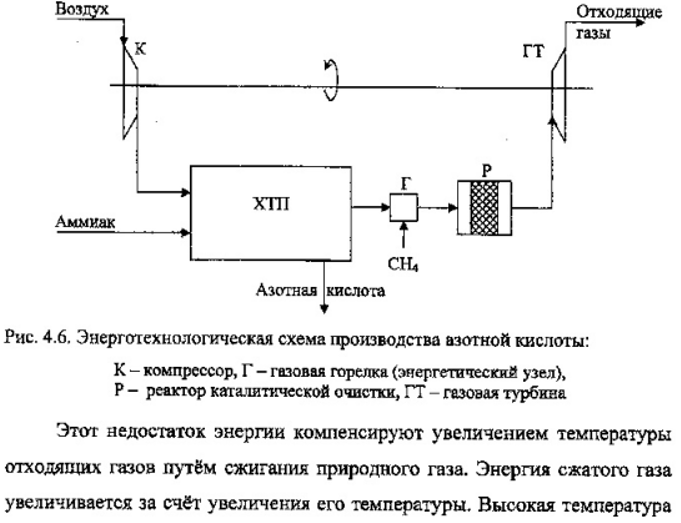
15. ХТС производства азотной кислоты. Химическая и функциональная схемы. Физико-химические основы и аппаратурное оформление окисления азота и абсорбции оксидов азота. Энерготехнология в производстве азотной кислоты. Показать, как решаются концепции синтеза ХТС.

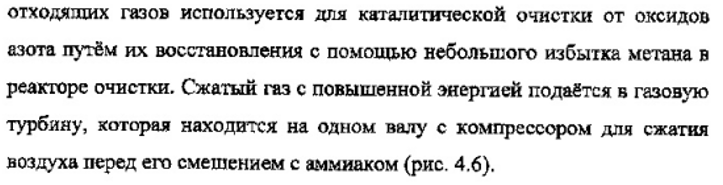
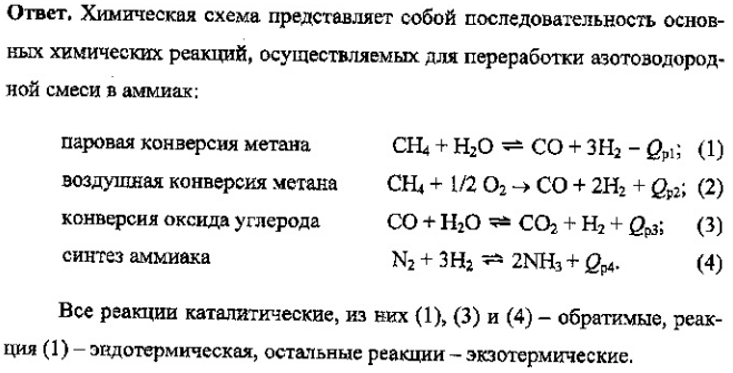
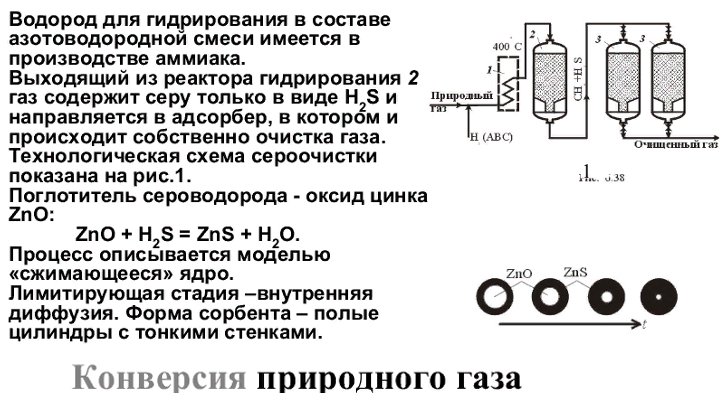
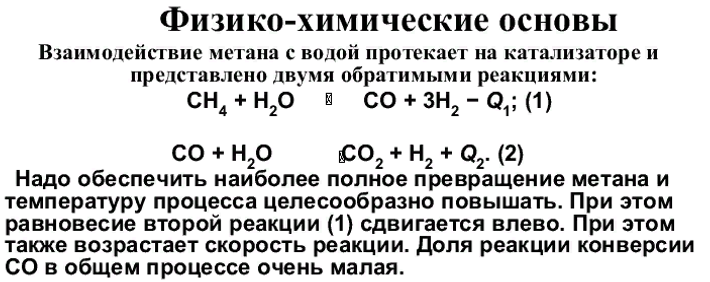
16. ХТС производство аммиака. Химическая и функциональная схемы. Физико-химические основы и аппаратурное оформление отделений производства (функциональных подсистем): сероочистка, конверсия метана - паровая и воздушная, конверсия СО, селективная абсорбция диоксида углерода, синтез аммиака). Энерготехнология в производстве аммиака. Показать, как решаются концепции синтеза ХТС.
КОНВЕРСИЯ СО
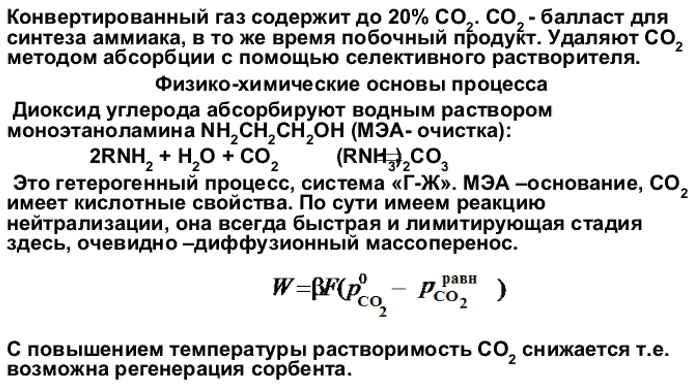
ОЧИСТКА ОТ ОКСИДОВ УГЛЕРОДА
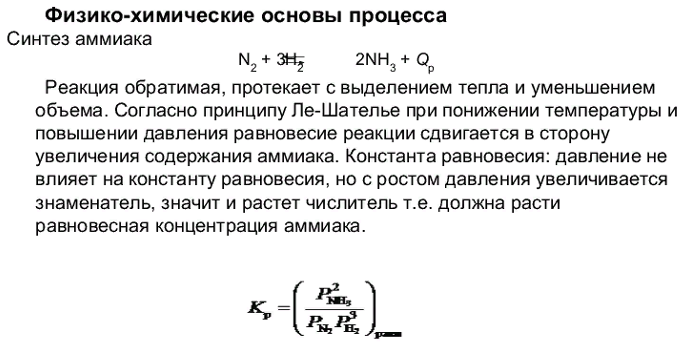
СИНТЕЗ АММИАКА
РЕАКТОР СИНТЕЗА АММИАКА
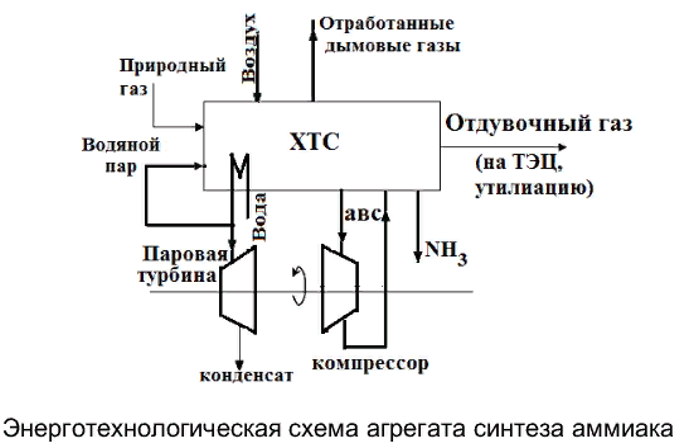
ЭНЕРГОТЕЗНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА АММИАКА