

2. Методы литья. Технология изготовления форм, литейные сплавы, плавильные агрегаты, примеры отливаемых заготовок.
Литейное производство - отрасль машиностроения, занимающаяся изготовлением фасонных заготовок или деталей путём заливки расплавленного металла в специальную форму, полость которой имеет конфигурацию детали. При охлаждении залитый металл затвердевает и в твёрдом состоянии сохраняет конфигурацию гой полости, в которую он был залит. Конечную продукцию называют отливкой. В процессе кристаллизации расплавленного металла и последующего охлаждения формируются механические и эксплутационные свойства отливок.
Литьём получают разнообразные конструкции отливок массой от нескольких граммов до 300 т, длинной от нескольких сантиметров до 20 м, со стенками толщиной 0,5-500 мм.
Для изготовления отливок применяют множество способов литья: в песчаные формы, в оболочковые формы, по выплавляемым моделям, в кокиль, под давлением и др. Область применения тою или иного способа литья определяется объёмом производства, требованиями к прочности изготовляемых отливок, геометрической точностью и экономической целесообразностью.
Литейная форма - это система элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка.
Методы литья.
1. Литьё в оболочковые формы.
Оболочковая форма это разовая корко-форма (рис. 1) из двух скреплённых полу форм 1 и 2 с толщиной стенок 6-10 мм. Оболочковые формы изготавливают из смеси состоящей из мелкого кварцевого песка и крепителя - фенол формальдегидной порошкообразной термореактивной смолы (пульвербакелита) 3, на специальных автоматических и полуавтоматических машинах. Термореактивная смола плавится при нагревании специальными электронагревателями, установленными внутри металлической модели, и обволакивает зерна песка, при дальнейшем
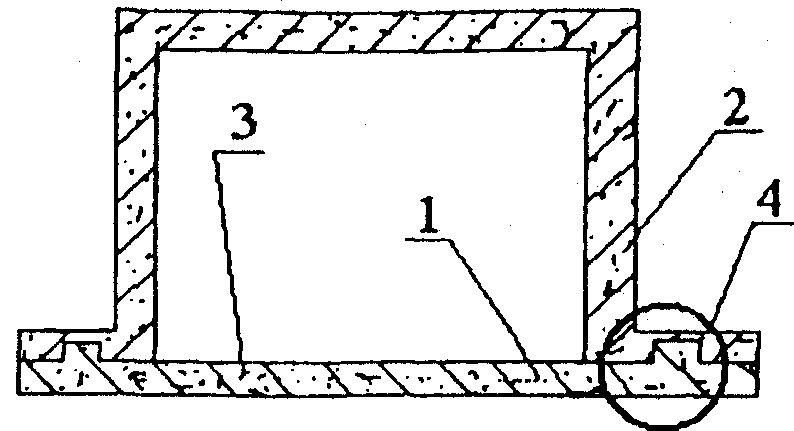
Рис. 1 Корко-форма.
нагревании затвердевает и связывает зёрна песка в прочную оболочку с гладкой внутренней поверхностью. Спаривание полу форм производят по фиксаторам 4 с помощью скоб, струбцин или склеиванием. Расход формовочной смеси в 8-10 раз меньше чем при литье в песчано-глинистые формы. Отливки, полученные этим методом, имеют плотную однородную мелкозернистую структуру и высокие механические свойства, меньшие усадку и внутренние напряжения, чем при других способах литья. Литьём в оболочковые формы получают отливки с высоким качеством поверхности и точностью. Недостаток этого способа высокая стоимость материала, оснастки и оборудования, поэтому применять его эффективно в крупносерийном производстве отливок массой до 100 кг.
2. Литьё по выплавляемым моделям.
Способ получения фасонных отливок из металлических сплавов неразъемной и негазотворной оболочковой форме. При данном способе используется разовая модель, которая удаляется из формы 4 посредством выправления. В качестве молельных составов используют: воскоподобные (парафин, стеарин), металлические (сплав руда, ртуть). При использовании воскоподобных модельных составов нагретый состав запрессовывается в форму, затем полученная модель охлаждается и собирается в модельный блок 1. К литниковой системе припаиваются модели (до 100 штук). Готовый модельный блок погружается в сосуд с керамической суспензией (пылевидный кварц + раствор этилсиликата), затем вынимается и засыпается песком. На поверхности блока образуется корка 2. Операция повторяется до 6 раз, затем модели выплавляются, форма просушивается, прокаливается и в горячем состоянии заливается. Литьём по выплавляемым моделям изготавливают отливки с высокой точностью, что часто позволяет использовать их как готовые детали, без дополнительной обработки.
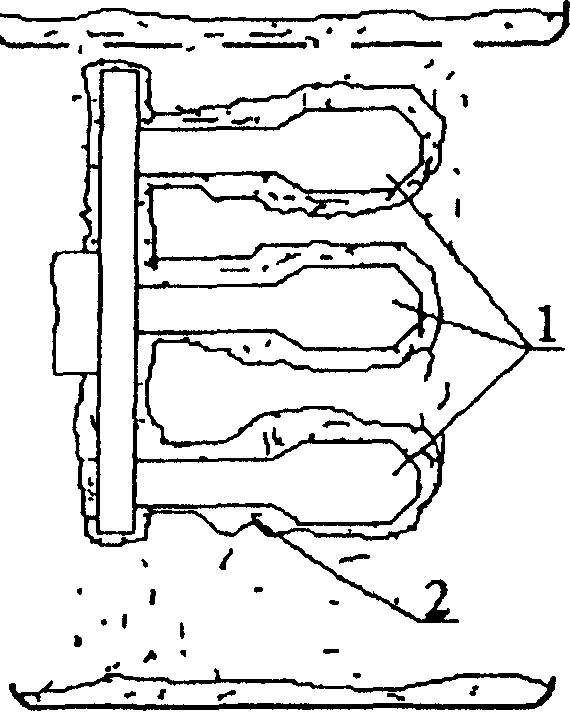
Рис. 2.
3 Литьё в песчаные формы.
Способ получения отливок в формах, изготавливаемых из песчано-глинистых формовочных материалов используемых для получения одной отливки. После заливки металла в форму и его остывания, форма разрушается и извлекается отливка. Данный способ получения отливок используется в мелком и мелкосерийном производстве. К недостаткам способа относят плохое качество поверхности, необходимость изготовления формы для каждой отливки
Технология изготовления форм.
Процесс изготовления форм называется формовкой. Существует формовка ручная - в опоках, по шаблону и машинная - по моделям в опоках и безопочная для мелких отливок.
Для изготовления песчаных форм используют формовочные смеси. В зависимости от сплава (металла), массы и толщины стенок отливки в формовочные смеси входят в различных пропорциях неорганические материалы (кварцевый песок, огнеупорная глина и т. д.) и органические материалы (опилки, каменноугольная пыль и т. д.) Различают формовочные смеси единые, облицовочные и наполнительные. Единую формовочную смесь применяют при серийном и массовом производстве мелких и средних отливок и полностью перерабатывают после каждого употребления. Облицовочную формовочную смесь используют при изготовлении средних и крупных заготовок для замены части смеси соприкасающейся с жидким металлом, в неё добавляют значительное количество свежих формовочных материалов, увеличивающих огнеупорность и газопроницаемость формы.
Облицовочная формовочная смесь должна иметь следующие свойства:
пластичность, газопроницаемость, податливость, долговечность, прочность. Остальную часть формы набивают наполнительной формовочной смесью, которая отличается от облицовочной тем, что готовится из отработанной смеси.
1. Ручная формовка в парных опоках по разъемным моделям.
В опоку 1 закладывается половина модели 5 и засыпается формовочной смесью. Затем смесь 3 вручную утрамбовывается и сверху ставится вторая половина модели 6, литниковая система 4 и вторая опока 2. Снова засыпается и утрамбовывается формовочная смесь. В форме с помощью иглы-душника накалываются вентиляционные каналы 7 для улучшения отвода газа. Затем модель и литниковая система убираются, форма собирается и заливается.
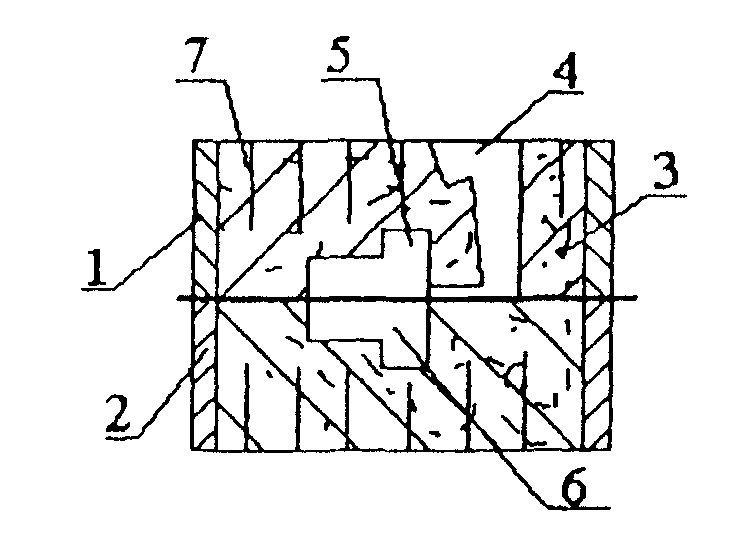
Рис. 3.Ручная формовка в парных опоках.
2. Ручная формовка шаблонами.
Стальной пруток (шпиндель) 2 устанавливается в подпятник Ш1, затем в форму засыпается и уплотняется смесь. Шаблон вращается и срезает лишний слой смеси. В результате остается контур детали, по которому изготавливается полу форма 3. Далее шпиндель устанавливается на место в подпятник и шаблоном Ш2 срезается слой смеси 4 равный толщине отливки. Потом форма собирается и заливается.
Способ применяется для изготовления отливок имеющих форму вращения.
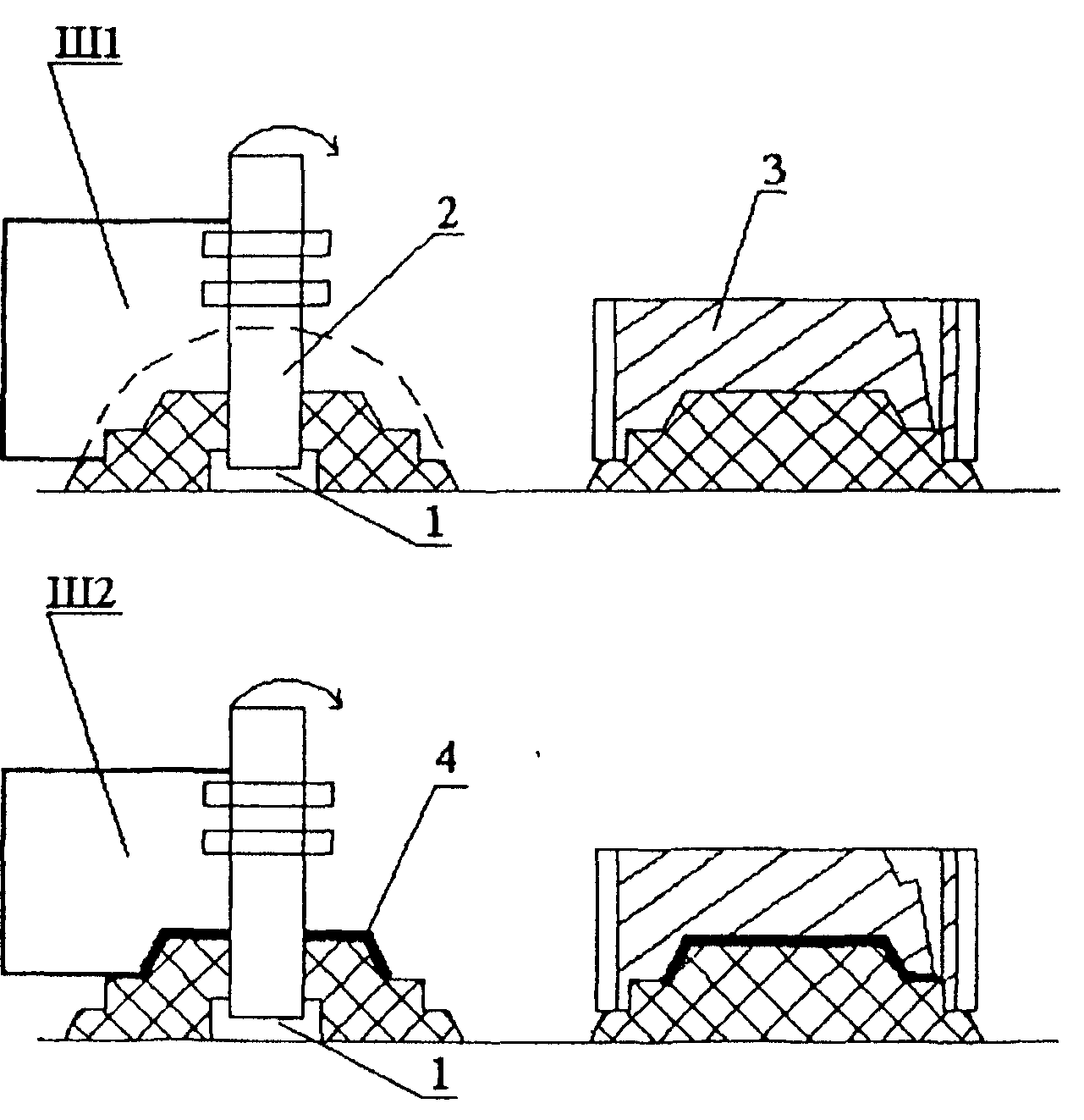
Рис. 4. Ручная формовка шаблонами.