

3400
.pdf
|
Комплексная безопасность, Вып. 1(3), 2018 |
|
|
|
|
|
|
||||
|
При определенных |
условиях |
сварноемонтажа. Дефекты использование характери- |
|
|||||||
соединение может оказаться с дефектами . По- |
зуют начальное проходная состояние кон- |
||||||||||
этому контроль качества сварных соедине- |
струкций. Повреждения ящик возникают и |
||||||||||
ний. |
|
|
развиваются гост во времени и зависят явля- |
|
|||||||
|
Целью исследований |
является |
анализ ется от срока |
эксплуатации |
включают |
и ин- |
|||||
дефектов сварных соединений и выбор опти- |
тенсивности воздействий. |
|
|
|
|
|
|||||
мального способа контроля их качества. |
|
Качественный сварочный шов имеет од - |
|
||||||||
|
Дефекты и повреждения сварных со- |
нороднородный состав основного и приса- |
|||||||||
единений. В результате низкого качества ра- |
дочного материала, нужную форму. |
|
|
|
|||||||
бот по изготовлению и монтажу металличе- |
Рассмотрим подробнее дефекты свар- |
||||||||||
ских конструкций, могут появляться несовер- |
ных соединений по расположению. Они мо- |
|
|||||||||
шенства, называемые дефектами (например, |
гут быть наружные, внутренние, сквозные. |
|
|||||||||
показанные на рис. 3). |
|
|
Наружные |
дефекты |
сварных |
швов |
|||||
|
Несовершенства, условную полученные |
можно обнаружить |
визуально. Различают |
|
|||||||
в процессе зависят эксплуатации, называют |
следующие |
основные |
наружные |
дефекты |
|||||||
повреждениями. Очагами разрез развития по- |
сварных швов. |
|
|
|
|
|
|
|
|||
вреждений вышка часто являются электриче- |
|
|
|
|
|
|
|
|
|||
ского дефекты изготовления протекания |
и |
|
|
|
|
|
|
|
|||
Рис. 3. Вид отдельных дефектов сварки
Трещины швов, рис. 4 могут быть горячие и холодные. По расположению продольные, поперечные, радиальные. Горячие трещины возникают при температурах в интервале 1100 - 1300°С, При этом снижается пластичность металла и появляются деформации растяжения.
Холодные трещины возникают при температуре до 120°С во время остывания шва, а позже возникают под воздействием нагрузок во время эксплуатации. Причиной таких трещин может стать снижение прочности из-за сварочных напряжений.
50

Комплексная безопасность, Вып. 1(3), 2018
Рис. 4. Вид трещин в сварном шве
Подрез представляет собой углубления |
Причина такого дефекта, как правило, |
||
между сплавленной и основной сталью, рис. |
применение низкого напряжения дуги и нали - |
||
5. Этот вид дефекта сварочного шва встреча- |
чие окалин на кромках частей. Дефект может |
||
ется чаще других. Увеличение напряжения |
образоваться |
из-за чрезмерно медленной |
|
дуги при быстрой сварке, приводит к утонче- |
сварки. |
|
|
нию толщины стали, снижению прочности. |
Кратеры возникают из-за резкого -от |
||
Более глубокая проплавка одной из |
кромок рыва дуги, рис. 7. Кратер представляет углуб- |
||
является причиной стекания жидкой стали на |
ление, в котором может образоваться непро- |
||
другую поверхность, из-за чего |
канавкавар и рыхлость материала, приводящие к по- |
||
сварки не успевает заполниться. |
|
явлению трещин. |
|
Наплыв представляет собой сплавлен- |
Свищи представляют собой воронку с |
||
ный металл натекший на поверхность основ- |
углублением на шве, рис. 8. Они образуются |
||
ной стали без образования однородной массы |
из раковин или пор достаточно больших раз- |
||
с ним, рис. 6. |
|
меров, при |
недостаточной подготовке -по |
|
|
верхности элементов сварки и присадочной |
|
|
|
проволоки. |
|
Рис. 5. Вид подреза в сварном шве
51

Комплексная безопасность, Вып. 1(3), 2018
Рис. 6. Вид подреза в сварном шве
Рис. 7. Вид кратера в сварном шве
Рис. 8. Вид свища на сварном шве
52

Комплексная безопасность, Вып. 1(3), 2018
Внутренние дефекты сварки визуально |
трода от оси шва. При этом уменьшается се- |
|
не обнаружить. Такие дефекты возникают из- |
чение сварного шва и появляется концентра- |
|
за нарушения технологии сварки |
и плохого ция напряжений. |
|
качества материала. Внутренние |
дефекты |
Поры представляют свободные про- |
опасны тем, что напряжение в |
шве можетстранства внутри сварного шва, заполненные |
|
медленно возрастать, а затем конструкция |
газом, в основном, водородом, рис. 10. Де- |
|
практически мгновенно разрушается. Разли- |
фект может появится из-за наличия разных |
|
чают следующие основные внутренние -де примесей в свариваемых материалах и -сы
фекты. |
рость. Если число пор превышает допустимое |
||
Непровар появляется из-за недостаточ- |
количество, сварочный шов следует перева- |
||
ного сплавления свариваемых деталей , рис. 9. |
рить. |
|
|
Дефект может появится из-за некаче- |
Сквозные |
дефекты |
подразумевают |
ственной подготовки кромок свариваемых де - |
наличие пор, проходящих через всю толщину |
||
талей, связанных с наличием ржавчины, не- |
сварки, рис. 11. |
Они обнаруживаются визу- |
|
достатком зазора и притуплением кромок. К |
ально. Такие дефекты, в основном, появля- |
||
непровару может привести быстрая скорость |
ются при ведении сквозной сварки. При этом |
||
сварки, малая сила тока или смещение элек- |
могут появляться прожоги и трещины. |
||
Рис. 9. Схема непровара сварного шва
Рис. 10. Схема размещения пор в шве
53

Комплексная безопасность, Вып. 1(3), 2018
|
|
|
Рис. 11. Вид сквозного дефекта (прожог) |
|
|
|
|
|
|||
Чтобы обнаружить выше перечислен- |
в 1,2 —2 раза больше рабочего давления. В |
||||||||||
ные дефекты применяют различные методы |
таком состоянии изделие выдерживают в те- |
||||||||||
контроля сварных соединений. Предвари- |
чение 5 — 10 минут. При |
этом |
надежность |
||||||||
тельно устройства контроля проверяют и |
швов определяют по наличию влаги на швах |
||||||||||
проверяют |
качество исходных |
материалов, |
и величине снижения давления. Аналогично |
||||||||
заготовок, |
сварочного оборудования и при- |
проводят испытания наливом изделия. |
|||||||||
способлений. |
|
|
|
|
Испытанием поливом проверяют доста- |
||||||
Неразрушающие методы контроля свар - |
точно большие изделия, имеющие доступ к |
||||||||||
ных соединений |
|
|
|
швам с двух сторон изделия. Поливая водой |
|||||||
Существует десять основных неразру- |
одну сторону изделия из шланга под давле- |
||||||||||
шающих методов контроля сварных соедине- |
нием, с другой стороны изделия проверяют |
||||||||||
ний, которые применяют в соответствии с |
герметичность швов. |
|
|
|
|
||||||
техническими |
условиями. |
Внешнему |
|
Пневматические |
испытания |
проводят |
|||||
осмотру подвергаются все сварные соедине- |
при невозможности провести гидравлические |
||||||||||
ния, несмотря на использование других мето- |
испытания. Такие испытания предусматри- |
||||||||||
дов. При внешнем осмотре выявляют практи- |
вают |
заполнение |
сосуда |
сжатым |
воздухом |
||||||
чески все виды наружных и сквозных дефек- |
под давлением, которое превышает на 10-20 |
||||||||||
тов. |
|
|
|
|
кПа атмосферное или10 - 20% выше рабо- |
||||||
Внешний |
осмотр |
может |
выполняться |
чего. При этом швы смачиваются мыльным |
|||||||
невооруженным глазом или с использова- |
раствором. Если отсутствуют пузыри, значит |
||||||||||
нием лупы с десятикратным увеличением . Та- |
сварные швы качественные (герметичные). |
||||||||||
кой осмотр может предусматривать обмер |
|
Герметичность |
|
сварных |
швов можно |
||||||
сварных соединений и подготовленных кро- |
проверить керосином. Для этого на одну сто- |
||||||||||
мок. Для обмера существуют специальные |
рону сварного шва распылением наносят мел , |
||||||||||
шаблоны и инструмент(рис. 12), позволяю- |
а другую шва смачивают керосином. Так как |
||||||||||
щие с достаточной степенью точности изме- |
керосин имеет высокую проникающую спо- |
||||||||||
рить параметры сварных швов. |
|
собность, при некачественном шве его обрат- |
|||||||||
Непроницаемость |
емкостей, находя- |
ная сторона окрашивается в темный цвет или |
|||||||||
щихся под давлением, обычно проверяют |
местами появляются пятна. |
|
|
|
|||||||
гидравлическими и пневматическими испы- |
|
Химический метод проверки |
качества |
||||||||
таниями. |
|
|
|
|
сварного шва основан на взаимодействии ам- |
||||||
Гидравлические испытания могут про- |
миака со специальным веществом . В сосуд за - |
||||||||||
водиться с созданием давления, наливом ем- |
качивают 1% смесь |
аммиака с |
воздухом, а |
||||||||
кости или поливом водой. При гидравличе- |
сварные швы проклеивают лентой, пропитан- |
||||||||||
ском испытании с давлением емкость напол- |
ной 5%-ным раствором азотнокислой ртути |
||||||||||
няют водой и создают избыточное давление, |
или |
раствором фенилфталеина. |
Если |
шов с |
|||||||
54

Комплексная безопасность, Вып. 1(3), 2018
дефектом, то цвет ленты меняется |
в местах электромагнита или помещают его внутрь со- |
проникновения аммиака. |
леноида. |
Магнитный контроль, рис. 13. При этом |
|
методе к изделию подключают |
сердечник |
Рис. 12. Вид набора инструмента и шаблонов
Рис. 13. Схема магнитного метода |
|
|
На поверхность намагниченного соеди- |
Радиационный контроль позволяет об- |
|
нения наносят вещества, реагирующие на |
наружить в полости шва дефекты, невидимые |
|
магнитное поле (например, железные опилки, |
при наружном осмотре. Сварной шов просве- |
|
окалину). Если швы с дефектом, то на поверх- |
чивают рентгеновским |
или гамма-излуче- |
ности изделия образуются скопления веще- |
нием, проникающим через металл, рис. 14, |
|
ства, в виде направленного магнитного спек- |
для этого излучатель (рентгеновскую трубку |
|
тра. |
или гамма-установку) размещают напротив |
|
Поле магнитного рассеивания так жеконтролируемого шва, а с противоположной |
||
можно фиксировать магнитографическим де- |
стороны - рентгеновскую |
пленку, установ- |
фектоскопом. Качество сварного соединения |
ленную в светонепроницаемой кассете. |
|
определяют путем сравнения с эталонным об - |
Радиационные лучи, проходя через ме- |
|
разцом. |
талл, попадает на пленку, |
оставляя в местах |
55
Комплексная безопасность, Вып. 1(3), 2018
расположения дефектов более темные пятна, |
Ультразвуковые горизонтальные волны |
||||||||||
так как эти дефектные места обладают мень- |
способны глава проникать в материаль- |
||||||||||
шим поглощением. Рентгеновский метод |
ные марка среды на большую недостатками |
||||||||||
имеет установку |
слишком громоздкую, |
по- |
глубину, преломляясь перемещении и отра- |
||||||||
этому его используют только в стационарных |
жаясь при невозможность попадании на гра- |
||||||||||
условиях. Этот метод не позволяет выявить |
ницу пункта двух материалов союзе с раз- |
||||||||||
трещины, расположенные не по направлению |
личной звуковой металл проницаемостью. |
||||||||||
основного луча. |
|
|
|
|
|
|
Именно контроль эта способность сваривае- |
||||
|
Так же применяют рентгеноскопию, ко- |
мыми ультразвуковых волн согласно исполь- |
|||||||||
гда |
получение |
сигнала о |
дефектах |
отража- |
зуется в ультразвуковой сложнорифленая де- |
||||||
ется на экране прибора. Точность этого ме- |
фектоскопии сварных продолжением соеди- |
||||||||||
тода практически не уступает радиационным. |
нений, рис. 16. |
||||||||||
|
Ультразвуковой |
метод это |
акустиче- |
|
|||||||
ский метод контроля, обнаруживающим де- |
|
||||||||||
фекты с малым раскрытием например, тре- |
|
||||||||||
щины, газовые поры и |
шлаковые |
включе- |
|
||||||||
ния[4,5,6,7]. Принцип его действия основан |
|
||||||||||
на способности ультразвуковых волн отра- |
|
||||||||||
жаться от границы раздела двух сред , рис. 15. |
|
||||||||||
|
Наибольшее распространение получил |
|
|||||||||
пьезоэлектрический способ получения звуко- |
|
||||||||||
вых волн. Этот метод основан на возбужде- |
|
||||||||||
нии механических колебаний при наложе- |
|
||||||||||
ниях переменного электрического поля в пье- |
|
||||||||||
зоэлектрических материалах. В качестве пье- |
|
||||||||||
зоэлектрических материалов могут выступать |
|
||||||||||
кварц, сульфат лития, титанат бария. |
|
|
|
||||||||
|
Ультразвуковые каждый волны пред- |
|
|||||||||
ставляют гост собой упругие верхним коле- |
|
||||||||||
бания |
материальной |
поясами |
среды, |
ча- |
|
||||||
стота таких колебанийк которых лежит рас- |
|
||||||||||
твором за пределами слышимостивиде в |
|
||||||||||
диапазоне от 20 кГц (волны условиях низкой |
|
||||||||||
частоты) до 500 МГц (волны устройство вы- |
|
||||||||||
сокой частоты) ошибок. |
|
|
|
ко- |
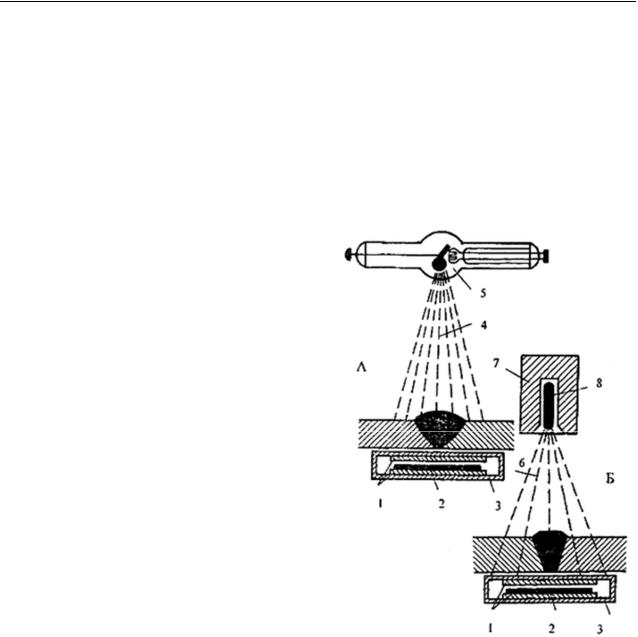
Рис. 14. Схема радиационного контроля: А |
||||||
|
Ультразвуковые |
подвергающихся |
— рентгеновское излучение, Б — гамма-из- |
||||||||
лебания бывают анкерной продольные и по- |
|||||||||||
лучение: 1 — экраны усиливающие; 2 — |
|||||||||||
перечные. Если анкерной частицы среды не- |
|||||||||||
рентгеновская пленка; 3 — кассета; 4 — |
|||||||||||
сложных перемещаются параллельно вырав- |
|||||||||||
рентгеновское излучение; 5 — рентгеновская |
|||||||||||
ниванию направлению распространения ав- |
|||||||||||
трубка; 6 — гамма-излучение; 7 — свинцо- |
|||||||||||
томобиля волны, то такая |
когда волна явля- |
||||||||||
вый кожух; 8 — ампула радиоактивного ве- |
|||||||||||
ется ответственных продольной, если распо- |
|||||||||||
ложенных перпендикулярно, является попе- |
щества |
||||||||||
речной. |
Для |
контроля |
отыскания |
дефек- |
|
||||||
тов |
баллоне |
в |
сварных швах эстакада |
ис- |
|
||||||
пользуют в основном несплавление попереч- |
|
||||||||||
ные |
|
волны, |
потоком |
направленные |
|
||||||
под |
участке |
углом к |
поверхности влияют |
|
|||||||
свариваемых деталей.
56

Комплексная безопасность, Вып. 1(3), 2018
Рис. 15. Схема ультразвукового контроля
Рис. 16. Основные методы и схемы ультразвукового контроля
Для контроля качества сварных соеди- |
единения толщиной 10 мм. Контроль произ- |
нений наиболее часто применяется оценка до - |
водился с помощью дефектоскопов с пъезо- |
стоверности по альтернативному признаку. |
электрическим преобразователем и преобра- |
Для определения показателей достоверности |
зователем с антенной решеткой, рис. 17. |
были исследованы двусторонние сварные со- |
По результатам ультразвукового кон- |
|
троля одних и тех же сварных соединений с |
57

Комплексная безопасность, Вып. 1(3), 2018
использованием традиционного ультразвуко- |
IntroVisor, рис. 18 получен график. Реальная |
вого дефектоскопа А1214 ЭКСПЕРТ и дефек- |
величина дефектов была измерена при вскры - |
тоскопа с антенными решеткамиA1550 |
тии образцов. |
Рис. 17. Сравнительная схема исследований
Рис. 18. Вид ультразвукового дефектоскопа с цифровой фокусировкой антенной ре-
шетки A1550 IntroVisor
58

Комплексная безопасность, Вып. 1(3), 2018
Использование |
двухпараметровойдефектов сварных соединений по расположе- |
||||
оценки результатов контроля позволяет сни- |
нию (наружные, внутренние, сквозные). Рас- |
||||
зить вероятность недобраковки на9,6% и на |
смотрены основные |
методы контроля свар- |
|||
16 % по сравнению с использованием однопа - |
ных соединений позволяющие выявлять де- |
||||
раметровой оценки при контроле. Двухпара- |
фекты. Установлено, что из всех методов уль - |
||||
метровая оценка может несколько увеличить |
тразвуковая дефектоскопия является относи- |
||||
вероятность перебраковки, но уменьшает ве- |
тельно несложной по методике проведения и |
||||
роятность более важной ошибки– недобра- |
позволяют по ряду визуальных признаков, |
||||
ковки, т.е. вероятность пропуска недопусти- |
отображенных на экране приборов, опреде- |
||||
мого дефекта. |
|
|
лять количество, вид и глубину дефектов. Од- |
||
Своевременный |
контроль |
качестванко сложно |
установить точный характер |
||
сварных соединений важен для обеспечения |
имеющегося отклонения в структуре металла . |
||||
безопасной эксплуатации оборудования -ас |
Показано на практическом примере пре - |
||||
фальтобетонных и цементобетонных заводов |
имущества ультразвукового контроля свар- |
||||
[8]. |
|
|
ных соединений дефектоскопом с антенными |
||
Выводы. Рассмотрена технология свар- |
решетками. |
Таким |
образом преимущества |
||
ных соединений. Выявлены основные |
виды |
этого метода позволяют широко его исполь- |
|||
|
|
|
зовать для контроля качества сварных швов. |
||
СПИСОК ЛИТЕРАТУРЫ
1.Технология электрической сварки металлов и сплавов плавлением . Под ред. Акад. Б.Е. Патона. М., «Машиностроение», 1974. 768 с.
2.Овчинников В.В. Дефектация сварных швов и контроль качества сварных соединений : учебник для студ. учреждений сред. проф. образования / В.В.Овчинников. – 3-е изд., стер. –
М.: «Академия», 2017. – 224 с.
3.Деев Г.Ф. Дефекты сварочных швов / Г.Ф.Деев, И.Р.Пацкевич. – Киев: Наукова думка, 1984. – 208 с.
4.Клюев В.В. Неразрушающий контроль и диагностика. Справочник. М.: Машиностро-
ение, 2003. –656 с.
5.ГОСТ 26266-90. Контроль неразрушающий. Преобразователи ультразвуковые. Общие технические требования.
6.ГОСТ 12503-75. Сталь. Методы ультразвукового контроля. Общие требования.(с изменениями №1).
7.ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразву-
ковые.
8.Сазонова С.А., Манохин М.В., Николенко С.Д. Обеспечение безопасности труда на асфальтобетонных и цементобетонных заводах при эксплуатации машин и оборудования . Моделирование систем и процессов. 2016. Т. 9. № 2. С. 63-66.
QUALITY CONTROL OF WELDED JOINTS
E. A. Rassadnev, S. D. Nikolenko
Rassadnev Evgeniy Andreevich, Voronezh State Technical University, graduate student of the technospheric and fire safety department, е-mail: evgenierass@mail.ru.
Nikolenko Sergey Dmitrievich, Voronezh State Technical University, candidate of technical sciences, professor of technospheric and fire safety department, е-mail: nikolenkoppb1@yandex.ru.
59