

3312
.pdfРис. 53. Окно пост-процессора САПР ТП Deform-3D
Для покадрового просмотра деформированного состояния можно воспользоваться функциями «плеера» (рис. 54).
Рис. 54. Функции просмотра деформированного состояния
По умолчанию будет продемонстрировано деформированное состояние заготовки во время всего процесса. Для просмотра других характеристик, его необходимо выбрать и
51

используя эти же функции просмотреть изменения выбранной величины (рис. 55).
Рис. 55. Основные характеристики процесса осадки
52

Кроме численных значений напряженнодеформированного состояния можно получить данные о энергосиловых параметрах процесса, к которым относятся – усилие деформирования и работа деформации. Эти данные даются в виде графиков функции в зависимости от времени или перемещения.
При анализе 3-х мерного напряженнодеформированного состояния эти данные рассчитываются для всех направлений воздействия на деформирующие инструменты по осям X, Y и Z.
Для просмотра графика функций необходимо воспользоваться инструментом «График» (рис. 56).
Рис. 56. Инструмент и диалог инструмента «График»
Наиболее часто используется график функции:
Усилие = f(Перемещения)
Для получения этого графика для деформирующего инструмента достаточно выбрать объект Top Die и выбрать параметр Перемещение.
Так же необходимо выбрать отображаемую величину, которой в рассматриваемом случае будет усилие по оси
Z – Z load.
53
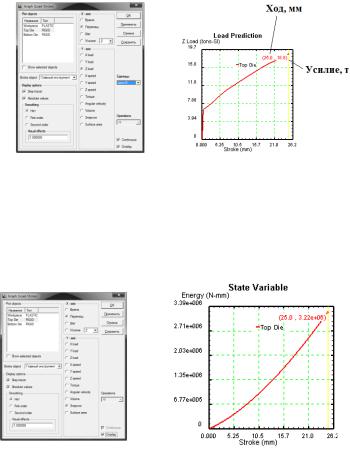
Рис. 57. Параметры и вид графика функции Усилие=f(Перемещения)
Для просмотра графика изменения работы деформации достаточно установить следующие параметры (рис. 58).
Рис. 58. Параметры и вид графика функции Работа деформации=f(Перемещения)
Выполнение работы
По выполненному ранее расчету выполнить анализ полученных данных с помощью функций пост-процессора САПР ТП Deform-3D. В отчете отразить наиболее важные характеристики смоделированного процесса.
54
ЛАБОРАТОРНАЯ РАБОТА № 6
Тема: ВЫБОР КОЛИЧЕСТВА ШТАМПОВОЧНЫХ ПЕРЕХОДОВ, ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТАЛЬНЫХ ВСТАВОК
Цель работы: спроектировать много-переходный технологический процесс изготовления изделия методами горячей объемной штамповки с рациональным перераспределением металла и энергосиловых параметров.
Технические средства и программное обеспечение
1.IBM-PC или совместимый компьютер;
2.Операционная система Microsoft Windows;
3.Пакет офисных программ Microsoft Office;
4.CAD/CAM/CAE SolidWorks
5.САПР ТП ОМД «Триумф».
Теоретические сведения
Объемной штамповкой называют процесс получения поковок, при котором формообразующую полость штампа, называемую ручьем, принудительно заполняют металлом исходной заготовки и перераспределяют его в соответствии с заданной чертежом конфигурацией. Исходным материалом для горячей объемной штамповки являются сортовой прокат, прессованные прутки, литая заготовка, в крупносерийном производстве – периодический прокат, что обеспечивает сокращение подготовительных операций.
В процессе объемной штамповки происходит принудительное распределение металла в штамповом блоке молота, пресса или иной кузнечно-штамповочной машины. В зависи-
55

мости от сложности формы и размеров поковок используют: одно-переходную, много-переходную, раздельную (расчлененную) и комбинированную штамповку. Выбор способа штамповки определяется сложностью формы, размерами и массой изготовленных поковок, маркой материала и требованиями к его физико-механическим свойствам, а также условиями производства.
В большинстве случаев для штамповки простых по форме поковок достаточно одного – трех переходов. Наиболее характерные изделия, изготавливаемые горячей объемной штамповки, показаны на рис. 59 -60.
а) вал |
б) стакан |
в) фланец |
Рис. 59. Типовые модели-представители изучаемых изделий
Исследование большинства технологических признаков поковок показало, что можно выделить наиболее существенную характеристику деталей, которая наиболее полным образом отображает ее сложность – площадь поверхности -
X 6 Fзаг , мм2.
56

а) шатун |
б) крестовина |
в) шестерня |
Рис. 60. Модели изучаемых изделий
Для дальнейшего группирования вошедших в определенный класс деталей, оказалось достаточным использовать информативный набор, включающий в себя следующие четыре признака:
|
|
|
|
|
|
|
|
X 2 |
D диаметр или X 2 A линейный размер заготов- |
||||||
ки, мм; |
|
|
|
|
|
|
|
|
|
L - |
|
B - ширина дета- |
|||
X 3 |
наибольшая длина или X 3 |
||||||
ли, мм; |
|
|
|
|
|
|
|
|
|
F |
|
|
- площадь поверхности заготовки, мм2; |
||
X |
4 |
ДЕТ |
|||||
|
|
|
|
|
|||
|
|
V |
|
|
- объем детали, мм3. |
|
|
X |
7 |
Д |
|
||||
|
|
|
|
|
|||
Для определения числа штамповочных переходов введем ряд промежуточных понятий.
Коэффициент технологичности является безразмер-
ной величиной и однозначно характеризует сложность изготавливаемой детали. Это отношение в силу равенства объемов заготовки и изготавливаемого изделия можно использовать для объедения изделий в группы по степени сложности, и как следствие по технологическому оборудованию.
57

Обратное отношение коэффициента технологичности дает число штамповочных переходов, необходимых и достаточных для изготовления изделия:
|
|
|
Nтех.пер. |
X 6 |
(2) |
|
||
|
X 4 |
|
Площади поверхности заготовки и поковки легко определить с помощью CAD/CAM/CAE системы. Так, в рассматриваемом случае (рис. 61).
Рис. 61. Площади поверхности поковки и колеса
Теоретическое число штамповочных переходов в рассматриваемом случае будет равно
|
|
|
Nтех.пер. |
X 6 |
(3) |
|
||
|
X 4 |
|
Автоматизированное создание технологических инструментов на основе модели поковки
Методику создания инструментов рассмотрим на примере изделия «головка шарнира», показанное на рис. 62.
58

Рис. 62. Моделируемая поковка
При создании модели поковки рекомендуется использовать стандартные плоскости симметрии, которые можно будет использовать для ориентации поковки в пространстве.
Создание инструментов заключается в моделировании верхнего и нижнего инструмента с использованием команды «Полость». Для этого необходимо нарисовать тело простой геометрической формы (рис. 63) и с помощью этой команды получить в нем полость, соответствующую геометрии верхней и нижней вставки.
Рис. 63. 3Dмодель тела простой геометрической формы
На этом этапе поковка должна иметь все технологические уклоны, радиусы скруглений, а также в случае моделирования процесса открытой штамповки, облойную канавку
(рис. 64).
59

Рис. 64. 3Dмодель поковки
Теперь можно приступить к созданию геометрии верхней и нижней штамповой вставки. Для этого необходимо создать новый документ «Сборка» и вставить в него геометрию исходного кубика и поковки (рис. 65).
Рис. 65. Выбор типа создаваемого документа
Сборка заготовки инструмента и поковки в одном документе (рис. 66). Полость для соответствующей инструментальной вставки можно получить с помощью инструмента «Полость», результатом работы команды будет (рис. 67). Полость создается в режиме редактирования детали.
60