

3312
.pdf1. Ввод исход- |
|
3. Ввод данных |
|
2. Проектирова- |
ных данных для |
|
по деталям и |
|
ние заготовки. |
определения ти- |
|
расчет исходного |
|
Расчет диаметра и |
па производства |
|
индекса поковки |
|
высоты заготовки |
|
|
|
|
|
|
|
|
|
|
6. Выбор типа |
|
5. Выбор типов и |
|
4. Проверочные |
пресса и расчет |
|
количества произ- |
|
|
|
|
расчеты и форми- |
||
потребного |
|
водственного обо- |
|
|
|
рудования и средств |
|
рование отчета |
|
количества |
|
|
||
|
автоматизации |
|
||
|
|
|
||
|
|
|
|
|
|
|
|
|
|
Рис. 3. Общая блок-схема программы автоматизированного расчета технического проекта кузнечного цеха на ЭВМ
Блок 1 вводит в память ЭВМ информацию, необходимую для расчета весовых характеристик поковок, затрат времени на их изготовление, а также необходимого усилия оборудования. Для хранения введенных данных используется файл, созданный в табличном процессоре Microsoft Excel «Исходные данные.xlsx». Для процессов горячей объемной штамповки выбирается и хранится следующая информация (рис. 4).
Рис. 4. Пример выбора параметров проектирования технологического процесса
11

Блок 2 реализован в совместном с блоком 1 интерфейсе и отображает информацию о детали, необходимую для определения типа производства (рис. 5). В этом блоке осуществляется расчет исходного индекса поковки, по которому определяются и назначаются припуски, кузнечные напуски и штамповочные уклоны.
Рис. 5. Блок 2
Расчет исходного индекса осуществляется с выбора типа изделия (рис. 6).
Рис. 6. Выбор типа изделий
12

Далее осуществляется анализ технологичности поковки по следующим признакам (рис. 7).
Рис. 7. Анализ технологичности
Расчет исходного индекса поковки выполняется в диалоговом режиме в соответствии с ГОСТ 7505-89 (рис. 8).
13

Рис. 8. Расчет исходного индекса
Результат расчета исходного индекса
Рис.9. Результат расчета
Блок 3 вводит информацию о детали для расчета параметров заготовки. Расчет выполняется на основе объема поковки, который вычисляется исходя из ее массы, а так же может быть введен технологом вручную.
14
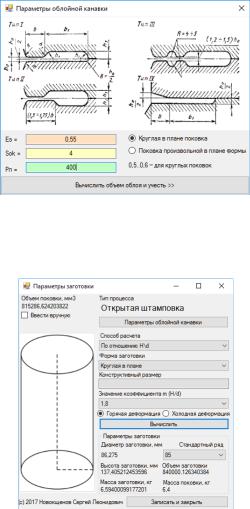
Для процессов объемной открытой штамповки расчет параметров заготовки выполняется с учетом параметров облойной канавки (рис. 10).
Рис. 10. Расчет параметров заготовки
Далее выполняется расчет (рис. 11).
Рис. 11. Пример выполнения расчета
15

Блок 4 осуществляет выбор основного технологического оборудования из моделей четырех ведущих в отрасли фирм-производителей (рис. 12). Так же вычисляется количество потребного технологического оборудования.
Рис. 12. Выбор основного технологического оборудования
Количество оборудования и выбор средств автоматизации осуществляется в следующем диалоговом режиме
(рис. 13-14).
Рис. 13. Выбор количества оборудования
16

Рис. 14. Выбор оборудования и средств автоматизации
Блок 5 осуществляет подбор остальных основных необходимых типов средств автоматизации.
Рис. 15. Выбор средств автоматизации
Блок 6 выполняет проверочные расчеты для выбранных типов технологического оборудования и формирование отчета в текстовом процессоре Microsoft Office.
17

Рис. 16. Формирования отчета
Выполнение работы
1. Ознакомиться с функциональными возможностями САПР ТП «Триумф».
18

ЛАБОРАТОРНАЯ РАБОТА № 2
Тема: РАЗРАБОТКА 3D-МОДЕЛИ ПОКОВКИ. РАСЧЕТ И НАЗНАЧЕНИЕ ПРИПУСКОВ, КУЗНЕЧНЫХ НАПУСКОВ И ШТАМПОВОЧНЫХ УКЛОНОВ
Цель работы: ознакомиться с методикой назначения припусков, кузнечных напусков и штамповочных уклонов в соответствии с ГОСТ 7505-89 с помощью ЭВМ.
Технические средства и программное обеспечение
1.IBM-PC или совместимый компьютер;
2.Операционная система Microsoft Windows;
3.Пакет офисных программ Microsoft Office;
4.CAD/CAM/CAE SolidWorks;
5.САПР ТП ОМД «Триумф».
Теоретические сведения
Одним из самых распространенных способов получения поковок является горячая объёмная штамповка в открытых и закрытых штампах (рис. 17).
Рис. 17. Схемы горячей объёмной штамповки
19
Штамповка в открытых штампах характеризуется тем, что штамп по периметру чистового штамповочного ручья имеет облойную канавку.
На рис. 18 показана схема получения поковки: а – открытая штамповка и полученная поковка после обрезки облоя; б – схема обрезки облоя; в – закрытая штамповка и полученная поковка; 1 – верхний штамп; 2 – нижний штамп; 3 – верхний нож; 4 – нижний нож. В процессе штамповки в облойную канавку выдавливаются излишки металла, образуя облой, который закрывает выход из полости штампа и способствует ее полному заполнению. Такая конструкция штампа позволяет не предъявлять особо высоких требований к точности исходных заготовок по массе. При выборе открытой штамповки следует учесть, что наличие облоя увеличивает расход металла, кроме того, для его удаления требуется применение специальных обрезных прессов и штампов (рис. 19,
б).
Этот вид штамповки можно применять для получения поковок любой конфигурации.
При закрытой штамповке (рис. 19, в) облойная канав-
ка отсутствует, и формирование поковки происходит в условиях всестороннего сжатия, что позволяет штамповать и низко пластичные материалы. Кроме того, закрытой штамповке подвергаются дефицитные и дорогие сплавы, поскольку происходит экономия за счёт отсутствия облоя. Недостатком закрытой штамповки является необходимость точной дозировки объёма исходной заготовки.
Исходными данными при любом методе штамповки для проектирования поковки и заготовки является чертеж изделия в окончательных размерах с указанием необходимых технологических требований. Как правило, по чертежу изделия можно сразу определить его массу и объем, либо из данных чертежа, либо создав его 3D-модель.
20