

3307
.pdfсварных конструкций по сравнению с чугунными литыми доходит до 50%, а по сравнению со стальными литыми – до 30%.
В связи с этим в настоящее время сварные конструкции, за исключением некоторых случаев, вытеснили клѐпанные как из машиностроения, так и из строительства.
6.2. Недостатки сварных соединений:
а) возникновение остаточных напряжений в свариваемых элементах после окончания сварки;
б) коробление; в) плохое восприятие переменных и особенно, вибраци-
онных нагрузок; г) сложность контроля качества сварного шва.
6.3. Классификация способов сварки
Ручная дуговая сварка металлическим электродом осуществляется вручную посредством возбуждения дуги между свариваемыми детали и электродом.
Впервые в 1882 г. Н. И. Бенардос предложил сварку угольным электродом, а в 1888 г. Н. Г. Славянов заменил угольный электрод металлическим. Сварка, рекомендуется для индивидуального производства для соединения деталей толщиной 1…60 мм.
Автоматическая электродуговая сварка металлическим электродом под слоем флюса.
Способ разработан институтом электросварки.
АН УССР под руководством академика Е. О. Патона. Сварка осуществляется автоматически специальной установкой и под флюсом в состав его входят шлакообразующие, легирующие и раскислительные составляющие. Возможна сварка деталей толщиной 2…130 мм. Производительность и качество высокое.
Электрошлаковая сварка металлическим электродом отличается от электродуговой тем, что в ней источником нагрева
50
тепло, выделяемое при прохождение электрического тока через шлаковую ванну от электрода к изделию. Тепло расплавляет основной и присадочный материалы. Применяется для сварки стальных деталей толщиной от 30 мм до 1…2 метров станины прокатных станков, прессов, молотов и т.п. Способ разработан Институтом электросварки АН УССР.
Электрическая монтажная сварка основана на нагреве стыковых концов торцов свариваемых деталей выделяющимся теплом при прохождении через них электрического тока. Способ наиболее рентабельный при массовом производстве.
Электрическая контактная роликовая сварка применяется для получения герметических швов в тонколистовых конструкциях.
Электрическая контактная точечная сварка применяется для тонколистовых конструкций, в которых не требуется герметичность швов.
6.4.Классификация сварных соединений и швов
Взависимости от расположения соединяемых деталей различают следующие виды сварных соединений:
– стыковые;
Сварные швы стыковых соединений называют стыковыми. Эти швы по форме подготовки кромок деталей бывают (рис. 6.1): бесскостные, V-образные, X-образные и U- образные.
- внахлѐстку; - угловые - тавровые
Сварные швы соединений внахлѐстку, а также угловых соединений и тавровых называют угловыми. По форме подготовки кромок угловые швы бывают: бесскосные 1, Па, б, Ш а, со скосом одной кромки Ш б, в, со скосом двух кромок П в, Ш г.
По характеру выполнения бывают: односторонние П в, Ш б, г и двусторонние.
51
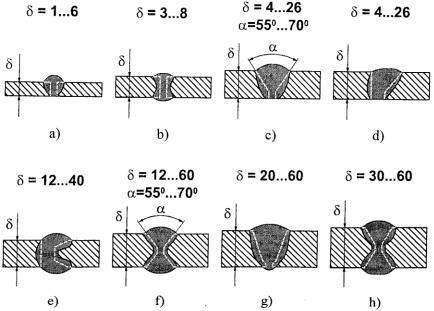
По форме (рис. 6.1) сечения угловые швы подразделяются: нормальные, специальные, вогнутые и выпуклые.
Рис. 6.1 Типы стыковых сварных соединений а, б – без разделки кромок;
c, d, е – V–образная разделка кромок; f – X-образная разделка кромок;
g, h – U-образная разделка кромок
По расположению шва относительно линии действия силы (рис. 6.2) различают лобовые N, фланговые П, косые Ш и комбинированные IV.
При значительной разнице толщины соединяемых деталей (для соединений малонагруженных) применяют пробочные, прорезные и проплавные швы (рис. 6.3)
52
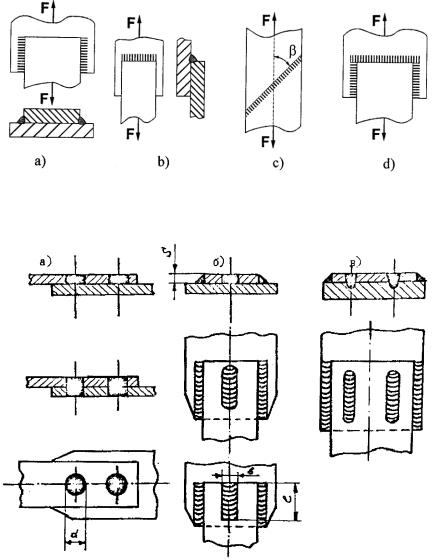
Рис. 6.2 Сварные соединения внахлестку:
а) шов фланговый; б) шов лобовой; е) шов косой; d) шов комбинированный
Рис. 6.3 Сварные швы:
а – пробочные; б – прорезные; в – проплавные
53
6.5. Расчет стыковых сварных швов
Основным требованием при проектировании сварных конструкций является обеспечение равнопрочности шва и соединяемых ими деталей.
Если сварное соединение осуществляется несколькими швами, то эти швы нужно располагать так, чтобы они были нагружены возможно равномернее.
В ряде случаев целесообразнее назначать все размеры шва, а затем выполнять проверочный расчѐт на прочность.
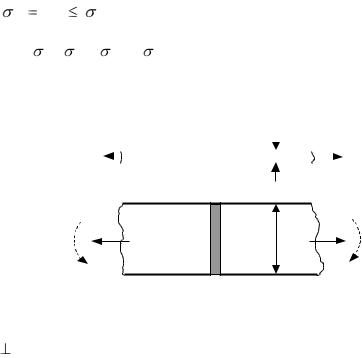
При расчете на прочность стыковых швов утолщение их (наплыв металла) не учитывается. Стыковые швы рассчитываются на растяжение или сжатие (рис. 6.4).
На растяжение:
|
P |
[ ' ] p |
|
P |
|
||
S |
|||
|
|
где: p’, с’, [ ’]p, [ ’]c – соответственно расчетные и допускаемые напряжения в сварном шве при растяжении и сжатии;
S – толщина более тонкой свариваемой детали; ℓ – длина сварного шва.
P |
|
|
|
|
S |
|
P |
||
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
P |
|
P |
|
|
M |
|
M |
|
l |
|
|
|
Рис. 6.4 Схема к расчету стыкового шва
При действии на стыковой шов момента Ми в плоскости к плоскости стыка, расчет шва производят по формуле:
54
' |
6Ми |
[ |
P ] |
|
S 2 |
||||
|
|
|
Если же на шов действуют момент Ми и сила P, то
' |
P |
|
6 Ми |
[ |
P ] |
S |
|
S 2 |
|||
|
|
|
|
6.6. Расчет угловых сварных швов
Угловые швы рассчитываются по наименьшему сечению, расположенному в бессикторной плоскости прямого угла поперечного сечения шва.
M |
|
M |
|
|
|
Рис. 6.5 Схема к расчету угловых (валиковых) швов
Расчет угловых швов унифицирован и производится по единым формулам (рис. 6.5).
'ср |
P |
[ ' ]ср . |
|
|
|||
0,7 K |
|||
|
|
Если угловой шов нагружен моментом Ми, то:
55

'ср |
|
Ми |
|
|
[ ' ]ср . |
|||
|
Wc |
|
||||||
|
|
|
|
|
||||
Wc |
|
0,7 K 2 |
||||||
|
|
|
6 |
|
||||
|
|
|
|
|
|
|||
Тогда |
|
|
|
|
|
|
|
|
'ср |
6 Ми |
|
[ ' ]cр |
|||||
0,7 K 2 |
||||||||
|
|
|
||||||
При нагружении простого углового шва моментом М и силой Р условие прочности имеет вид:
M P
'cp Wc Fc [ ' ]cp
Fc |
0,7 K; Wc |
0,7 K 2 |
|
6 |
|||
|
|
где Wc – момент сопротивления опасного сечения шва. Окончательно:
'cp |
P |
|
6M |
[ ' ]cp . |
|
|
|
||
0,7 K |
|
0,7 K 2 |
||
|
|
|
При более сложных конструкциях сварных швов при их расчете необходимо правильно учесть все параметры шва и величины действующих нагрузок.
Пробочные, прорезные и проплавные швы также рассчитываются на срез.
6.7. Уточненный расчет комбинированного сварного шва
Принимают, что привариваемый элемент стремится повернуться вокруг центра тяжести (ц.т.) площади сечения шва (рис. 6.6). Тогда напряжения сдвига η в отдельных точках шва будут пропорциональны радиусам-векторам, проведенным из
56
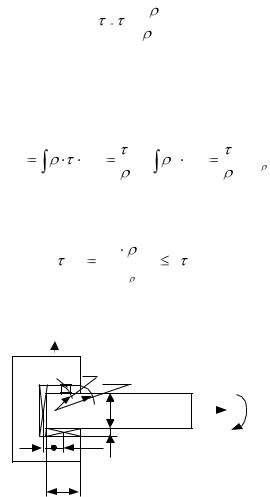
центра тяжести и направлены перпендикулярно этим радиусам:
max |
|
, |
|
||
|
|
|
|
max |
|
где ηmах – максимальное напряжение в наиболее удаленной точке с радиусом ρmах.
Момент, воспринимаемый сечением сварных швов (по аналогии с кручением), равен
F |
|
|
F |
|
|
|
M |
dF |
max |
|
2 dF |
max |
J |
|
|
|||||
0 |
|
max 0 |
|
max |
||
Jρ – полярный момент инерции шва Отсюда:
|
M |
max |
[ |
/ ] |
|
|
|
|
|||
max |
|
J |
|
|
ср |
|
|
|
|
|
Напомним, что Jρ =Jх + Jy
y |
|
|
|
τ dF |
ρ |
ρmax |
|
|
|
|
|
|
|
|
x |
|
|
h |
М |
|
|
|
|
с1 |
с2 |
к |
|
|
|
||
|
|
|
|
|
а |
|
|
Рис. 6.6 Схема к уточненному расчету комбинированного сварного шва
57
Таблица 6.1 Допускаемые напряжения для сварных швов
|
Допускаемые напря- |
||
Вид сварки |
жения |
|
|
растя- |
|
сдвиг |
|
|
|
||
|
жение [σ/]p |
|
[τ/]ср |
Автоматическая, ручная |
|
|
0,65 |
Э42А Э 50А, в среде защитно- |
[σ]p |
|
|
|
[σ]p |
||
го газа |
|
|
|
|
|
|
|
Ручная электродами |
0,9 [σ]p |
|
0,6 [σ]p |
обычного качества |
|
||
|
|
|
|
Ориентировочно [σ]p ≈ (0,4…0,5) σТ |
|
||
6.8. Расчет клеесварных соединений |
|
||
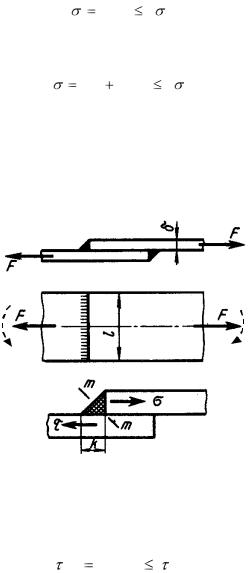
Клеесварные соединения представляют собой точечносварные соединения, у которых в промежутках между точками сварки находится клей, нанесенный до сварки (сварка по клеевой пленке) или введенной после сварки (рис ).
Прочность клеесварного соединения зависит от площади нахлестки и равна сумме прочности точки и прочности клея из
расчета кл.= 50 кгссм2 для клеев ФЛ-4С, МПФ-1, 13К-32- ЭМ.
Такая заниженная прочность клея объясняется тем, что расстояние между листами является непостоянным, меняясь от максимума на наибольшем удалении от точки до минимума вблизи точки и до нуля в месте сварки. Указанная величина кл. Является осредненной, отнесенной ко всей площади нахлестки.
Прочность клеесварного соединения на произвольной длине определяется силой
P |
P |
Z |
Zbτ |
|
|
кл. |
|||
кл св |
1 |
|
|
или прочная сила, которую способно воспринимать клеесварное соединение:
58
qкл. св. |
Pкл св |
|
P1 |
bτ кл |
Z |
|
|
||
|
|
|
где Р1 – прочность одной точки сварки на срез, кгс; t – шаг точек, см;
b – ширина нахлестки, см;
кл – прочность клея на срез, кгссм2.
Прочность сечений вне клеевого шва на длине Z определяется силой
Ро= qoZ
где qo – прогонная нагрузка, которую способно воспринимать сечение вне шва.
При работе на растяжение
qo= 
где – толщина датали в месте соединения;
– напряжение растяжения (или сжатия) материала детали.
При работе на сдвиг
qo = 
где – напряжение сдвига материала детали. Относительная прочность клеесварного соединения
|
|
|
|
|
|
|
|
|
Р1 |
|
bτ кл |
||
|
|
|
Pкл |
св |
|
t |
|
||||||
|
|
|
|
|
|
|
|||||||
|
|
|
|
Ро |
|
|
|
|
|
|
qo |
||
откуда |
|
|
|
|
|
|
|
|
|
|
|
||
|
b |
|
P1 |
|
( |
qo |
|
P1 |
) |
||||
|
|
|
|
|
|
|
|
|
|
||||
|
δ |
|
τ кл. |
|
δ |
|
tδ |
||||||
59