

3307
.pdfТаким образом, угол односкостного клина или сумма углов сторон угол заострения двухскосного клина должен быть меньше двойного клина трения на рабочих гранях.
Расчѐтный коэффициент трения обычно принимают равным 0,1 θ ≈ 5045′. В силовых клиновых соединениях при уклоне менее 1:25 обеспечивается значительный запас самоторможения.
Действительное распределение давлений по рабочей поверхности клина неравномерно, однако в расчѐтах условно принимают, что давление по поверхности контакта распределяется равномерно рис. 9.5.
В клиновом соединении стержень рассчитывают на растяжение по ослабленному сечению:
|
d 2 |
|
; |
||
Q |
|
вd |
p |
||
4 |
|||||
|
|
|
|||
|
|
|
|
||
где: d – диаметр стержня;
в– ширина прорези для клина.
Втулка рассчитывается на смятие рабочих поверхностей:
Q 2в см ;
см ;
где: δ – толщина втулки.
Клин работает на изгиб, поэтому его рассчитывают по схеме, приведѐнной на рис. 9.5.
Q |
|
d |
|
|
|
Q d |
|
P |
0,5d |
вh2 |
|
|
и |
. |
||
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
2 |
|
2 |
|
2 |
|
2 4 |
4 |
6 |
|
|
||||||
|
|
|
|
|||||||||||||
|
|
|
|
|
||||||||||||
Высота клина h равна:
h |
|
3 |
Q |
0,5d |
|
|
. |
2 |
в |
|
|||||
|
|
|
и |
||||
|
|
|
|
|
|||
90

Клин обычно изготавливают из среднеуглеродистой стали марки Ст. 5 или Ст. 6, для которых [ζ] ≈ 150 МПа, а [ζ]см ≤
200 МПа.
Штифтовые соединения рассчитывают из условия их работы на срез. При нагружении соединения поперечной силой Q условие прочности штифта равно:
Q Z d42  ср .
ср .
Для штифтов рекомендуется принимать [η]ср ≤ 80 МПа.
ЛЕКЦИЯ 10.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Учебные вопросы
1.Назначение и конструкция резьбовых соединений
2.Классификация резьбовых соединений
3.Распределение нагрузки между витками резьбы
4.Виды разрушений в резьбовом соединении
5.Силы, действующие в винтовой паре
6.Расчет ненапряженных резьбовых соединений
7.Расчет напряженных болтовых соединений
10.1. Назначение и конструкция резьбовых соединений
Резьбовые соединения – самый распространѐнный вид соединений вообще, и разъѐмных в частности. Это объясняется их достоинствами: универсальностью, высокой надѐжностью, способностью воспринимать большие нагрузки и создавать большие усилия затяжки, малыми размерами и весом, относительной простотой изготовления с соблюдением высокой точности. Основой всех соединений является резьба.
ГОСТ 11708-66 устанавливает основные определения для резьб общего назначения.
91
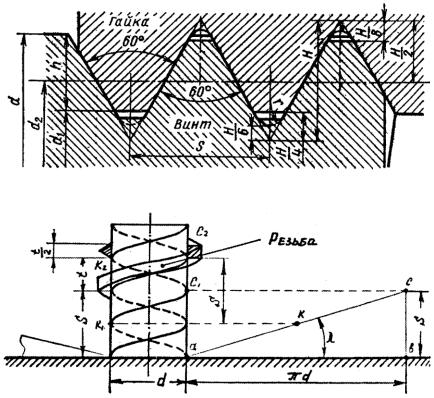
Резьба – поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
Рис. 10.1 Профиль метрической резьбы
Рис. 10.2 Образование витков резьбы
Цилиндрическая резьба – резьба, образованная на цилиндрической поверхности.
Коническая резьба – резьба, образованная на конической поверхности.
Наружная резьба – резьба, образованная на наружной, охватываемой поверхности, которая носит название болт или винт.
92

Внутренняя резьба – резьба, образованная на внутренней, охватывающей поверхности которая носит название гайка.
Правая резьба – резьба, образованная контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси в направление от наблюдателя.
Левая резьба – резьба, образованная контуром, вращающимся против часовой стрелке и перемещающимся вдоль оси в направление от наблюдателя.
По числу заходов резьбы подразделяются на однозаходные и многозаходные.
Ось резьбы – прямая, относительно которой происходит винтовое движение плоского контура, образующего резьбу.
Профиль резьбы – контур сечения резьбы в плоскости, проходящей через ось.
Боковые стороны профиля – прямолинейные участки профиля, принадлежащие винтовым поверхностям.
Вершина профиля – участок профиля, соединяющий боковые стороны выступа.
Впадина профиля – участок профиля, соединяющий боковые стороны канавки.
Угол профиля α – угол между боковыми сторонами профиля.
Углы наклона сторон профиля β и γ – угол между боковыми сторонами профиля и перпендикуляром к оси резьбы. Для резьб с симметричным профилем углы наклона сторон
равны половине угла профиля .
2
Рабочая высота профиля Н1 – высота соприкосновения сторон профиля наружной и внутренней резьб в направлении, перпендикулярном к оси резьбы.
Сбег резьбы – участок неполного профиля в зоне перехода резьбы к гладкой части.
Длина резьбы – длина участка поверхности, на котором образована резьба, включая сбег резьбы и фаску.
Длина резьбы с полным профилем – длина участка на котором резьба имеет полный профиль.
93
Длина свинчивания – длина соприкосновения винтовых поверхностей наружной и внутренней резьб в осевом направлении.
Резьбовое соединение – соединение деталей с помощью резьбы, обеспечивающее их относительную неподвижность или заданное перемещение одной детали относительно другой. Конструктивно резьбовые соединения очень разнообразны, но все могут быть отнесены к одному из следующих двух типов:
-резьбовые соединения, осуществляемые непосредственным свинчиванием соединяемых деталей, без использования специальных соединительных деталей;
-резьбовые соединения, осуществляемые при помощи специальных соединительных деталей: болтов, винтов и шпилек с гайками и шайбами.
10.2. Классификация резьбовых соединений
Болты ГОСТ 7798-70 и др. применяются:
-для скрепления деталей не очень большой толщины при наличии места для головки болта и гайки.
-для скрепления деталей, не обеспечивающих достаточную надѐжность и долговечность резьбы; при необходимости частого завинчивания и отвинчивания.
По степени точности болты разделяются на:
-нормальной точности;
-повышенной точности;
-грубой точности.
Шпильки ГОСТ 11765-66 и др. применяются в тех случаях, когда в конструкции соединения нет места для головки болта или нельзя просверлить сквозное отверстие под болт. При динамических нагрузках стандартная шпилька оказывается более прочной, чем болт тех же размеров.
Гайки ГОСТ 5915-70 и др. выбираются по степени точности, форме шестигранные, круглые и др., высоте и другим параметрам.
94
Шайбы ГОСТ 11371-68 и др. устанавливаются под головкой болта и гайкой и служат для предохранения стягиваемых деталей от повреждений за счѐт увеличения опорной поверхности. В зависимости от конкретных условий принимается тот или иной вид шайбы.
Стопорные устройства ГОСТ 397-66 и др. предназначены предотвращать само отвинчивание резьбовых деталей. При статическом нагружении в этом нет надобности, т.к. сохраняется требование само отражения: угол подъѐма резьбы 1040′ – 3030′ меньше угла трения. При динамическом нагружении резьбовое соединение может оказаться разгруженным и произойдѐт отвинчивание гайки.
Используется стопорение трѐх видов:
-дополнительным трением с помощью контргайки, специального винта, проходящего через гайку, само контрящихся гаек с конусной головкой и др.
-специальными запирающими элементами: шпильками, шайбами.
-пластическими деформированием, приваркой или припайкой.
Это возможно, когда соединение не требует разборки. Согласно ГОСТ 1759-70 стальные болты, шпильки и вин-
ты изготавливают 12 классов прочности: 3,6; 4,6; 4,8; 5,6; 5,8;
6,6; 6,8; 6,9; 8,8; 10,9; 12,9; 14,9.
Первое число, умноженное на 10, определяет величину минимального предела прочности кгсмм2, второе число, умноженное на 10, определяет отношение предела текучести к пределу прочности в %.
Установлены классы прочности и для гаек: 4, 5, 6, 8, 10,
12, 14.
При умножении числа на 10 получим величину напряжения от испытательной нагрузки в кгсмм2.
ГОСТ 16093-70 устанавливает для метрической резьбы степени точности, определяющие допуски диаметров резьбы болтов и гаек. Буквами латинского алфавита обозначены ряды основных отклонений: для резьбы болтов h, g , е, d: для резьб
95

гаек, а цифрами степени точности: диаметры болта 4, 6, 7, 8; диаметры гайки 4, 5, 6, 7. Например: Болт М12-6g, Гайка М126H.
Крепѐжные детали изготавливаются из сталей низко- и среднеуглеродистых обыкновенного качества сталь Ст.3; Ст.4; Ст.5, углеродистых качественных сталь 35; сталь 45, легированных конструкционных 40X, 45Г, нержавеющих сталей, цветных металлов и сплавов.
Например, в машинах, для которых решающее значение имеет уменьшение массы самолѐты, применяются винты и болты из титановых сплавов типа ВТ 14; ВТ 16 и др. Масса таких изделий при прочих равных условиях составляет 60% от массы стальных.
По назначению резьбы подразделяются на крепѐжные и ходовые. В зависимости от формы профиля резьбы бывают треугольные, трапециидальные, упорные, прямоугольные и круглые. Для крепѐжных деталей применяют резьбы треугольного профиля. Они отличаются повышенной прочностью витков и обеспечивают большую стабильность затяжки в следствии большего, по сравнению с другими резьбами, коэффициента трения. Профиль и размеры метрической резьбы треугольного профиля устанавливает ГОСТ 9150-59.
10.3. Распределение нагрузки между витками резьбы
При рассмотрении совместной работы витков резьбы болта и гайки прежде всего необходимо решить вопрос о распределении осевой нагрузки Р, испытываемой болтом. Если бы можно было пренебречь деформациями растяжения болта и сжатия гайки, т.е. считать их абсолютно жѐсткими, то все h витков получили бы одинаковую деформацию и несли бы одинаковую нагрузку
P |
P |
P .... P |
P |
P |
|
|
|||||
|
|||||
1 |
2 |
3 |
n |
ср |
nг |
|
|
||||
|
|
|
|
|
|
|
|
|
96 |
|
|
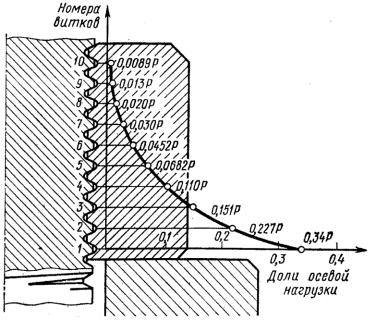
Рис. 10.3 Схема распределения нагрузки между витками резьбы по Н.Е. Жуковскому
10.4. Виды разрушений в резьбовом соединении
При статическом нагружении выход строя винтов может быть по одной из причин (Рис. 10.4):
1)разрыв стержня по резьбе или по переходному сечению (б – б).
2)повреждение или разрушение резьбы (смятие, износ, срез) (с – с).
3)разрушение, срез головки болта (а – а).
По этим критериям выполняют расчеты винтов при стандартизации с использованием условия равнопрочности. Поэтому при применении стандартных болтов обычно можно ограничиться расчетами по одному главному критерию работоспособности – прочности винта на растяжение.
97
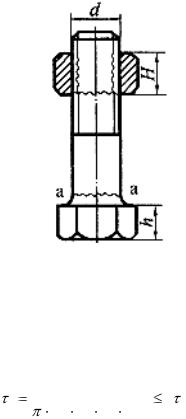
Рис. 10.4 Опасное сечение болта
Большинство винтов, как правило, работает со значительной силой затяжки. Если гайка и винт выполнены из одного материала, то опасен срез витков винта по внутреннему диаметру резьбы d1.
Тогда:
|
|
S |
|
[ ]ср , |
1 |
|
|
|
|
d1 |
|
|
||
|
H K |
KH |
||
где S – осевая нагрузка на винт;
d1 – внутренний диаметр резьбы; H – высота гайки;
K – коэффициент полноты резьбы (для треугольной резьбы
К ≈ 0,55…0,75)
KH – коэффициент неравномерности нагрузки по виткам резьбы (КН = 0,55…0,75).
Если менее прочен материал гайки, то может произойти срез витков гайки по наружному диаметру резьбы:
Тогда:
98

|
S |
|
[ ]ср . |
2 |
|
|
|
|
|
||
|
d H |
K KH |
|
Напряжения смятия витков резьбы рассчитывают:
|
4S |
|
|
|
[ ]ср , |
||
1 |
|
|
|
|
|||
( d 2 d 2 ) K |
H |
Z |
|||||
|
1 |
|
|
|
|
|
|
где Z – число витков на высоте гайки Z |
|
H |
, |
||||
|
P |
||||||
|
|
|
|
|
|
|
|
Р– шаг резьбы.
10.5.Силы, действующие в винтовой паре
10.5.1. Величина окружной действующей силы(Q)
Развернѐм виток прямоугольной резьбы на плоскость. В результате получим наклонную плоскость с углом подъѐма, равным углу подъѐма витков резьбы. При навинчивании гайки будет происходить как бы подъѐм груза по наклонной плоскости. Сила трения при подъѐме груза – движущее усилие Q.
N |
QCosυ |
|
|
|
|
|
|
|
F |
υ |
|
|
Q |
|
|
|
|
|
|
PSinυ |
|
QSinυ |
S |
|
P |
PCosυ |
|
υ |
|
|
|
πd2
Рис. 10.5 Схема сил, действующих на тело на наклонной плоскости
Движение груза Р вверх по наклонной плоскости с равномерной скоростью обуславливается равновесием сил. Спро-
99