

2629
.pdfров и количества поверхностей) до получения готовой детали. ТП сборки связан с образованием разъемных и неразъемных соединений составных частей изделий.
Для осуществления любого ТП необходимо применение совокупности орудий производства, называемых средствами технологического оснащения (СТО) – этотехнологическое оборудование (литейные машины, прессы, металлорежущие станки, печи, испытательные стенды и т. д.) итехнологическая оснастка (режущие инструменты, приспособления, штампы, мерители и т. д.).
ТП выполняют на рабочих местах. Рабочее место – участок производственной площади, оборудованный в соответствии с выполняемой на нем работой.
Технологической операцией называют законченную часть ТП, выполняемую на одном рабочем месте. Операция охватывает все действия СТО и рабочих над одним или несколькими совместно обрабатываемыми или собираемыми объектами производства. При обработке на станках операция включает все действия рабочего, а также автоматические действия станка до момента снятия заготовки со станка и перехода к обработке другой заготовки.
Кроме технологических различают и вспомогательные операции: транспортирование, контроль, маркирование и др.
Изготовление изделий машиностроения может быть осуществлено на основе единичного, типового или группового ТП. Единичный ТП проектируется и применяется для изготовления деталей одного наименования, типоразмера и исполнения, независимо от типа производства.
Типовой ТП характеризуется единством содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструктивными признаками. Типовой ТП используется либо как информационная основа при разработке рабочего ТП, либо как рабочий
30
ТП при наличии всей необходимой информации для изготовления детали.
Групповой ТП используется для совместного изготовления или ремонта группы изделий различной конфигурации в конкретных условиях производства на специализированных рабочих местах. Принципиальное различие между типовыми и групповыми процессами заключается в следующем: типовая технология характеризуется общностью технологического маршрута, а групповая – общностью оборудования и оснастки, необходимых для выполнения определенной операции или полного изготовления детали.
По степени детализации ТП подразделяются на маршрутные, операционные имаршрутно-операционные.
В маршрутном ТП содержание операций излагается без указания переходов и режимов обработки.
Операционный ТП – это технологический процесс, выполняемый по документации, в которой содержание операций излагается с указанием переходов и режимов обработки.
Маршрутно-операционный ТП – это технологический процесс, выполняемый по документации, в которой содержание отдельных операций излагается без указания переходов и режимов обработки.
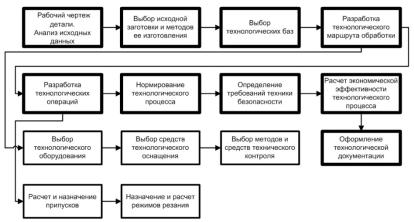
Технологический процесс является материальной базой любого производства. Проектирование средств автоматизации и механизации процессов – машин-автоматов, линий, технологических комплексов – начинают с анализа и переосмысления конструкции изделия, анализа и разработки рационального технологического процесса. Целью проведения таких работ является получение готового изделия заданного качества.
Общее понятие технологического процесса в автоматизированном производстве включает в себя взаимодействие перерабатывающих органов оборудования с изделием (объектом переработки) и с системой управления.
31
Разработке технологического процесса сопутствует расчленение его на операции (рис. 8). Операцией в автоматизированном производстве называют законченную часть технологического процесса, которая реализуется функциональным устройством, механизмом, модулем, обеспечивающим необходимое взаимодействие рабочих органов или среды с объектом переработки.
Рис. 8
Основные операции выполняются функциональными устройствами и механизмами (операторами переработки) с использованием соответствующего инструмента или перерабатывающей среды; это операции, выполняемые, например шлифовальными бабками, сверлильными и фрезерными головками, устройствами прессования, сборки, пайки, термообработки и т.д.
К вспомогательным операциям относят загрузку,
транспортирование, ориентацию объекта в пространстве и времени, установку детали в позицию обработки, съем изделия после переработки и т.п., которые выполняются соответствующими устройствами.
32
При автоматизации процессов отсутствует понятие второстепенных операций, так как исключение или недостаточное внимание какому-либо звену нарушает целостность автоматизированного процесса. Количество основных и вспомогательных операций определяет минимальный состав технологического комплекта рабочих органов (инструмента) и количество функциональных устройств для реализации данного процесса.
В автоматизированном процессе особое место занимают операции контроля параметров объекта и режимов технологического процесса: без них автоматизация практически невозможна. Поэтому операции контроля выделяют в обособленную группу.
3.2. Структура технологического процесса
Структура технологического процесса (рис. 9) обла-
дает иерархическим свойством, что позволяет при необходимости дифференцированного анализа процесса расчленять основные и вспомогательные операции на элементарные, которые, в свою очередь, реализуются элементарными устройствами.
Элементарные операции можно объединить в соответствующие технологические блоки, которые реализуются самостоятельными устройствами, механизмами, машиной.
По своей природе любой технологический процесс непрерывен. Характеристикой непрерывности процесса является непрерывность воздействия рабочего органа или среды на объект в процессе его переработки; так же можно рассматривать и вспомогательные операции. Это дает возможность эффективно вмешиваться в ход процесса и при необходимости оказывать на него корректирующее воздействие, т.е. может быть обеспечена управляемость процессом.
33
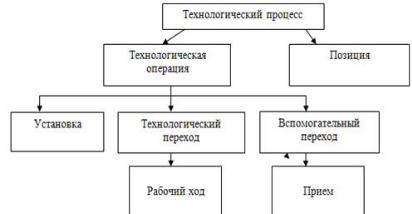
Рис. 9. Иерархичность технологического процесса
При выполнении ТП на предприятии заготовка или сборочная единица последовательно проходит по цехам и производственным участкам в соответствии с выполняемыми операциями. Указанную последовательность называют технологическим маршрутом, который может быть внутрицеховым и межцеховым.
Технологический переход – законченная часть технологической операции, выполняемая одними и теми же СТО при постоянных технологических режимах (t, s, п и др.). Технологические переходы могут быть простыми (обработка одним инструментом) или сложными (в работе одновременно участвуют несколько инструментов).
При обработке заготовок на станках с ЧПУ несколько поверхностей могут последовательно обрабатываться одним инструментом. В этом случае говорят, что указанная совокупность поверхностей обрабатывается в результате выполнения инструментального перехода.
Вспомогательный переход – это законченная часть технологической операции, состоящая из действий человека и/или оборудования, которые не сопровождаются изменением
34
свойств предметов труда, но необходимы для выполнения технологического перехода (установка и закрепление заготовки, смена инструмента, изменение режимов обработки и др.).
Рабочий ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности или свойств заготовки.
Установ – часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или сборочной единицы.
Позиция – фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижных частей оборудования для выполнения определенной части операции.
Смена позиций, выполняемая с помощью поворотных устройств и устройств линейных перемещений возможна, например, в технологических операциях, осуществляемых на оборудовании револьверного типа, агрегатных станках, автоматических линиях и т. д.
Рабочий прием – ручное действие рабочего по обслуживанию станка или агрегата, обеспечивающего выполнение технологического перехода или его части. Так, при выполнении вспомогательного перехода установки заготовки в приспособление необходимо последовательно выполнить следующие приемы: взять заготовку из тары, установить в приспособление и закрепить в нем.
3.3. Управляемость технологического процесса
Управляемым технологическим процессом считают такой процесс, который при действии на него корректирующего воздействия изменяет свои характеристики (параметры, ре-
35
жимы), вызывающие изменение выходных параметров объекта.
Для управления процессом должны быть определены входные контролируемые воздействия, установлены функциональные и вероятностные зависимости между входными воздействиями и выходными параметрами изделия, разработаны методы автоматического измерения входных воздействий и выходных параметров и методы управления процессом. Управляемость процессов обуславливает возможность их автоматизации; она должна быть соответствующим образом подготовлена.
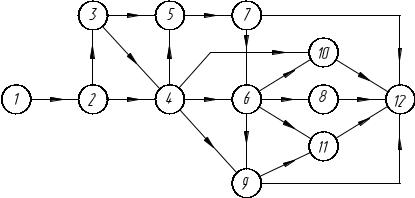
Рис. 10. Схема подготовки технологического процесса
Подготовка (разработка) технологического процесса ведется поэтапно согласно схеме (рис. 10):
1 – анализ изделия (объекта автоматизации) и содержания технологического процесса;
2 – составление (синтез) рациональной структуры технологического процесса;
3 – составление схемы потока формирования качества (выходных параметров) объекта;
4 – составление, качественный анализ функциональной схемы и математическое описание процесса (при необходимо-
36
сти условное объединение технологических операций в блоки);
5 – определение информативности параметров процес-
са;
6– выбор контролируемых параметров;
7– распределение точек контроля;
8– исследование законов распределения контролируемых параметров по результатам экспериментального анализа реального процесса;
9– определение оптимального распределения полей допусков параметров;
10– выбор системы (каналов) обратной связи;
11выбор обобщенного показателя состояния процесса.
Вопросы для самоподготовки
1.Что представляет собой производственный процесс?
2.Что такое технологический процесс?
3.Из каких элементов состоит структура технологического процесса?
4.Что называют управляемым технологическим про-
цессом?
5.Из каких этапов состоит разработка технологического процесса?
37

Лекция № 4 ОБОРУДОВАНИЕ АВТОМАТИЗИРОВАННЫХ МАШИНОСТРОИТЕЛЬНЫХ ПРОИЗВОДСТВ
Теоретические вопросы:
4.1.Понятие об автоматизации и средствах автоматизации производственных процессов
4.2.Инструментальное обеспечение автоматизированного производства
4.3.Станочное оборудование автоматизированных про-
изводств
4.1. Понятие об автоматизации и средствах |
ав- |
томатизации производственных процессов |
|
Автоматизация технологического процесса — сово-
купность методов и средств, предназначенная для реализации системы или систем, позволяющих осуществлять управление самим технологическим процессом без непосредственного участия человека, либо оставления за человеком права принятия наиболее ответственных решений (рис. 11).
Рис. 11. Схема взаимодействия человека со средствами автоматизации технологических процессов
38
.Как правило, в результате автоматизации технологического процесса создаётся АСУ ТП.
Автоматизированная система управления техноло-
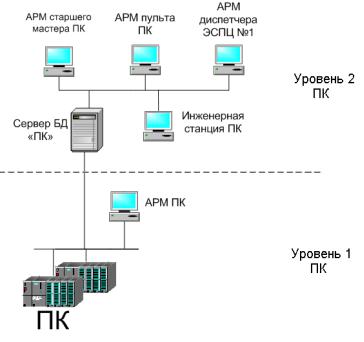
гическим процессом (АСУ ТП) — группа решений технических и программных средств, предназначенных для автоматизации управления технологическим оборудованием на промышленных предприятиях. Может иметь связь с более общей автоматизированной системой управления предприятием (АСУП) см. рис. 12.
Рис. 12. Пример реализации АСУТП
Под АСУ ТП обычно понимается целостное решение, обеспечивающее автоматизацию основных операций технологического процесса на производстве в целом или каком-то его участке, выпускающем относительно завершённое изделие.
39