

2022
.pdf-51-
Новым словом в вентиляционной технике следует назвать разработанную в Италии технологию изготовления воздуховодов, образуемых затвердевающей пеной, формула которой зашифрована аббревиатурой AL.P. Стенки таких вентиляционных каналов могут приобретать любую заданную форму. Они покрываются с обеих сторон тонкой алюминивой фольгой. Стенки подобных воздуховодов образуют легкую и с то же время весьма твердую конструкцию. Материал этих каналов практически невозгораем, соответствует всем экологическим и санитарногигиеническим требованиям, не говоря уже о том, что он обладает высокими теплоизалиционными свойствами. Очевидно в будущем эти воздуховоды могут постепенно вытеснить вентиляционные каналы, изготавливаемые из металла или других строительных материалов, в частности из асбестоцемента, который практически повсеместно запрещен
кприменению в строительстве.
3.2.8.Прокладочные и уплотнительные материалы
Для создания герметичности и прочности во флацевых и бесфланцевых соединениях воздуховодов применяют различные уплотняющие материалы: поролон, ленточную пористую или монолитную резину толщиной 4-5 мм или полимерный мастичный жгут (ПМЖ) - для воздуховодов, по которым перемещаются воздух, пыль или отходы материалов с температурой до 70 °С; асбестовый шнур или асбестовый картон - с температурой воздуха выше 70 °С; кислотостойкие резину или прокладочный пластик - для воздуховодов, по которым перемещается воздух с парами кислот.
Для бесфланцевых соединений следует применять: герметизирующую ленту ’’Герлен” для систем , по которым перемещается воздух с температурой до 40 °С; мастику "Бутепрол" для воздуховодов круглого сечения с температурой до 70 °С; жгут ПМЖ-1 диаметром 8-10 мм, который изготавливают из полиизобутилена, битума, парафина, асбеста и масла нейтрального.
Полимерный жгут ПРК-2, выпускаемый в виде плоской ленты шириной 40-50 мм м толщиной 5-6 мм, аналогичен по химическому сос-
-52-
таву жгуту ПМЖ-1. Ленту укладывают на зеркало фланца и делают проколы для болтов. При затягивании болтов лента создает надежное герметичное соединение.
3.2.9. Способы защиты вентиляционных изделий от коррозии
Строительными нормами и правилами предусмотрены следующие способы защиты от коррозии воздуховодов, изготовленных из черной кровельной и тонколистовой стали:
при перемещении условно чистого воздуха температурой:
до 70 °С………….. масляная окраска изнутри и
|
снаружи за один раз; |
выше 70 °С …….... |
окраска огнестойким составом |
|
снаружи за один раз. |
при перемещении воздуха, содержащего: |
|
пыль или отходы |
масляная окраска изнутри и |
материалов……… |
снаружи за один раз; |
пары или газы, |
окраска кислотупорным составом |
вызывающие |
изнутри за два раза и снаружи за |
коррозию металла |
один раз. |
Вторая окраска наружной поверхности воздуховодов под колер помещений производится после их монтажа.
Соединительные детали и сетевое оборудование, изготовленные из черной стали, должны быть окрашены со всех сторон составами, предусмотренными для воздуховодов. Вентиляционные изделия из оцинкованной стали не окрашивают, если в проектах нет особых указаний. Не окрашивают естественно и вентиляционные изделия из винипласта, нержавеющей стали, алюминия, выбор которых при проектировании систем вентиляции определяется условиями воздушной среды: характером насыщающих воздух паров или газов, степенью их агрессивности, температурой и, наконец, давлением воздушной среды.
Вентиляционные изделия из малоуглеродистой стали, работающие в агрессивных средах, окрашивают перхлорвиниловыми красителями: грунтами, эмалями и лаками. Эти красители обладают стойкостью к
-53-
воздействию большинства агрессивных сред (кислотных и щелочных) при температуре до 60 °С.
Применение перхлорвиниловых защитных покрытий значительно повышает стоимость вентиляционных изделий из черной стали, нанесение их очень трудоемко, а механическая прочность очень низка. Сотрясение окрашенных изделий при перевозке, удар или царапина легко могут привести к повреждению такого покрытия, обнажению металла и быстрому его разрушению при эксплуатации. Поэтому при перевозке и монтаже изделий с перхлорвиниловыми защитными покрытиями необходимо соблюдать осторожность.
Для обеспечения высокого качества окраски (огрунтовки) необходима предварительная' подготовка поверхности изделий, состоящая из следующих операций:
1)при наличии окалины на поверхности изделий производят обезжиривание, промывку, травление, промывку и сушку (обезжиривание и травление иногда совмещают);
2)при отсутствии окалины осуществляют обезжиривание, промывку
исушку изделий (наиболее распространенный способ подготовки) . Обезжиривание и травление можно производить соответствующими
растворами одним из следующих способов: протиркой поверхности пропитанными тампонами; последовательным окунанием в ванны с растворами; струйным обливом изделий в проходных или тупиковых камерах.
Для окраски (огрунтовки) вентиляционных изделий широко применяют красители: глифталевые, нитроглифталевые и пентафтаяевые лаки и эмали; масленно-водоэмульсионные эмали; нитролаки и нитроэмали; нитроэпоксидные эмали; каменноугольные лаки.
Как было уже отмечено, покрытие красителями - трудоемкий процесс, требующий значительного количества времени для окраски и сушки каждого слоя. Более производительный способ антикоррозийного покрытия был предложен ЦНИИХИМстроем, который заключается в нанесении на стальной лист полиэтиленовой химически стойкой пленки.
Для выполнения покрытия стальной лист шириной 1 м и толщиной 0,5- 2 мм направляют в электропечь с температурой 400-500 °С. Затем на нагретый лист подается полиэтиленовая пленка, которая прижимается к нему прочно соединяясь с нагретой поверхностью. Пленкой можно покрывать обе стороны листа.
-54-
Простота покрытия, полиэтиленовой пленкой и экономичность этого способа создают большие перспективы применения его для антикоррозийной защиты воздуховодов.
3.3. Порядок выполнения лабораторной работы
Определить визуально диаметры круглых и размеры прямоугольных сечений стальных воздуховодов.
Выявить отличия покрытий стальных образцов к в зависимости от их исполнения разграничить область применения воздуховодов.
Определить способ изготовления металлических воздуховодов и виды фальцев, используемых в соединениях.
Замерить диаметры и размеры сторон сечений, а также толщину стенок воздуховодов. Сравнить полученные значения с размерами, определенными визуально, и с данными ГОСТов. Проанализировать качество покрытий металла. Результаты записать в табл. 8.
|
|
|
|
|
|
Таблица 8 |
|
Характеристики воздуховодов систем вентиляции |
|||||
|
|
|
|
|
|
|
Материал, |
Материал |
Способ |
Размеры, мм, |
Номер |
Размеры, мм, |
|
из |
покрытия |
изготов- |
установленные |
ГОСТа |
приведенные |
|
которого |
|
ления |
|
|
|
в табл. |
выполнен |
|
воздухо- |
|
|
|
ГОСТа |
воздухов |
|
водов |
|
|
|
|
од |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
визу- |
изме- |
|
|
|
|
|
ально |
рением |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Определить материал, из которого выполнены образцы неметаллических воздуховодов, а также конструктивное исполнение соединительных швов деталей.
-55-
Замерить диаметры, длину сторон сечений и толщину стенок неметаллических образцов воздуховодов. Результаты записать в табл. 8.
Установить вид сборки представленных образцов воздуховодов. Сделать вывод о целесообразности применения фланцев,реек и бандажей для конкретных условий монтажа.
Выявитьтип уплотнитель кого материала для бесфлакиевых и фланцевых соединений. Показать, как правильно его размещать при сборке.
Составить отчет о проделанной работе, в который включить наименования и диаметры замеренных воздуховодов, виды их соединения и покрытий, тип уплотнительного материала и область его применения.
3.4. Контрольные вопросы
1.Какие материалы используют для изготовления воздуховодов?
2.В каких условиях применяются металлические и неметаллические воздуховоды?
3.Какие сальцевые соединения используют при изготовлении металлических воздуховодов и фасонных частей? В каком случае они выполняются на зигах и сварке ?
4.Спирально-замковые и спирально-сварные воздуховоды. Каковы параметры стали, применяемой для указанных видов воздуховодов ?
5.Назовете виды соединения воздуховодов при монтаже систем вентиляции.
6.Какой уплотняющий материал используется при Фланпевом и бесфланцевом соединениях воздуховодов?
7.Перечислите последовательность работ, проводимых при фланцевой
ибесфланцевой сборке воздуховодов.
8.В чем заключаются особенности изготовления и монтажа воздуховодов и фасонных частей из винипласта, стеклопластика, асбестоцемента по сравнению со стальными?
9.Где применяются бумажно-металлические и пленочные пластмассовые воздуховоды? Каково их конструктивное исполнение?
10.Назовите материалы и виды соединений воздуховодов» монтируемых в последнее время в системах вентиляции за рубежом. В чем их преимущества и недостатки?
-56-
11.Какие существуют способы защиты стальных воздуховодов от коррозии? В чем преимущества и недостатки окраски и полиэтиленового покрытия?
12.Как проводится подготовка поверхности изделий для обеспечения высокого качества окраски ? Какие используют красители и как осуществляют процесс нанесения покрытия в зависимости от параметров перемещаемой впоследствии рабочей среды?
Лабораторная работа. N 4
АРМАТУРА, ПРИМЕНЯЕМАЯ В САНИТАРНО-ТЕХНИЧЕСКИХ СИСТЕМАХ
4.1. Цель работы Научиться определять визуально и с помощью инструментов размеры и
типы запорной, регулирующей и водоразборной арматуры, а также инструментов, применяемых при разборке и сборке.
4.2. Краткие теоретические сведения
В санитарно-технических системах применяют арматуру, которая в зависимости от назначения разделяется на запорную - для выключения отдельных участков или всего трубопровода; регулирующую - для изменения количества протекающей по трубопроводу среды: водо- wразборную - для разбора воды у санитарных приборов; контрситную - контрольные краны, указатели уровня., трехходовые краны для манометров. Каждый из видов арматуры обычно предназначен для определенной перемещаемой среды: холодной или горячей воды, пара, коррозионных сред и др.
По конструкций присоединительных патрубков арматура подраз-
деляется на муфтовую и фланцевую.
Арматура имеет определенные цифровые и буквенные обозначения (индекс), состоящие из пяти элементов, расположенных последовательно. Например, индекс 30ч925бр обозначает: задвижка (30) чу-
-57-
гунная (ч) с электроприводом (9); конструкция, обозначенная порядковым номером 25 по каталогу ЦКВА; с уплотнительными латунными кольцами
(бр).
Арматуру изготовляют из латуни, бронзы, серого и ковкого чугуна, стали, пластмасс. Перед установкой арматуры производят ревизию, включающую осмотр, проверку комплектности, промывку деталей, набивку сальника, гидравлическое или пневматическое испытание на специальных механизированных стендах.
4.2.1. Задвижки
Задвижки служат в качестве запорной арматуры. По конструкции затвора, задвижки бывают параллельные и клиновые с выдвижным и невыдвижным шпинделями.
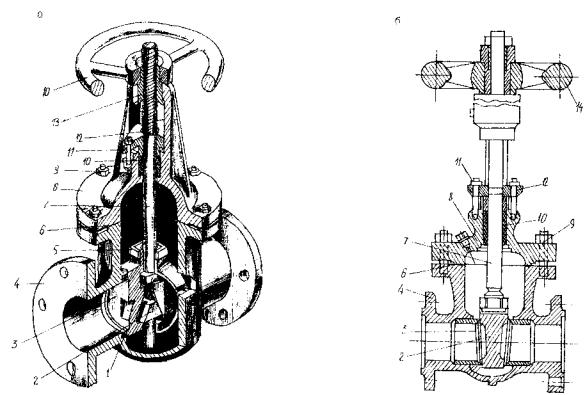
Параллельная задвижка с выдвижным шпинделем (рис. 20, а),
изготовленная из чугуна, с трубопроводом соединяется фланцами с помощью болтов. При вращении маховичка 14 влево до отказа шпиндель 7 вместе с дисками 3 и клином 2 опускается вниз. Клин раздвигает диски, которые прижимаются к бронзовым кольцам 1 и закрывают проход задвижки. Чтобы задвижка не пропускала воду, диски плотно притираются к кольцам.
При вращении маховичка вправо шпиндель вместе с дисками и клином поднимается вверх и открывает проход задвижки.
В верхней части шпинделя под резьбой расположена крышка 12 сальника, а под ней в кольцевом канале крышки корпуса находится сальниковая набивка 10. Крышка сальника притягивается к крышке 3 корпуса двумя болтами 11, сжимает сальниковую набивку., которая плотно охватывает шпиндель и препятствует просачиванию воды через крышку
.корпуса вдоль шпинделя. Под крышкой 8 корпуса помещается прокладка 6. Крышка соединяется с корпусом 4 задвижки болтами 9 с гайками.
Клиновая задвижка с невыдвижным шпинделем (рис. 20, б) имеет один запорный диск в виде клина с двумя уплотнительными поверхностями ,
Параллельные задвижки с выдвижным шпинделем применяют преимущественно в системах отопления, а клиновые задвижки с невыдвижным шпинделем - в системах водоснабжения.
-58-
Рис. 20. Задвижки: а- параллелльная с выдвижным шпинделем; б – клиновая с невыдвижным шпинделем;

-59-
4.2.2. Вентили
Вентили используют как запорную и регулирующую арматуру. Вентили бывают муфтовые с прямым (рис. 21) или наклонным шпинделями и фланцевые. Корпуса вентилей изготовляют из бронзы и чугуна.
Рис. 21. Вентиль: 1 - гайка; 2 - шайба; 3
- седло; 4 - корпус; 5 - крышка корпуса; 6 - шпиндель; 7 - сальниковая набивка; 8 - сальниковая втулка; 9 - накидная гайка; 10 - маховичок; 11клапан; 12 - прокладка
-60-
Корпус 4 вентиля (рйс. 21) закрывается сверху крышкой 5 на резьбе. Сверху крышки находится накидная гайка 9, под которой расположена сальниковая втулка 8, уплотняющая сальниковую набивку 7: шпиндель 6 вентиля проходит через крышку корпуса, сальниковую втулку и накидную гайку. При навертывании накидная гайка 9 нажимает на сальниковую втулку 8, которая в свою очередь сжимает сальниковую набивку. Последняя плотно охватывает шпиндель и препятствует просачиванию воды вдоль шпинделя.
Нижний конец шпинделя обточен на меньший диаметр, чем весь шпиндель, на нем нарезана резьба для крепления клапана 11 с прокладкой 12, шайбой 2 и гайкой 1. Клапан закрывает проход корпуса, называемый седлом 3. Вверху шпинделя укреплен маховичок 10. В средней части шпинделя, проходящего через крышку корпуса, и в крышке корпуса имеется резьба. При вращении маховичка вправо шпиндель по резьбе крышки корпуса опускается и клапан закрывает седло. При обратном вращении маховичка клапан поднимается и открывает проход вентиля.
Вентили устанавливают на линии трубопровода так, чтобы вода поступала под клапан. Направление движения воды обозначается на корпусе вентиля стрелкой. Аналогичные вентили применяют для перекрытия пара. У них вместо клапана с прокладкой установлены клапаны из бронзы, притертые к гнездам седла.
За рубежом применяются различные конструкции вентелей, предполагающие автоматическое и ручное регулирование расхода жидкости. Например, австрийская фирма 'Терц” производит регулировочные клапаны (название из каталога фирмы), отличающиеся высоким качеством и точностью обработки деталей. На рис. 22 изображен один из серии выпускаемых вентелей. Эластичное уплотнение седла защищено от коррозии и воздействия температуры. Крепление золотника предохраняет его от срыва и обеспечивает проток воды в обоих направлениях. Использование клапанов вместе с измерительными приборами дает возможность точно регулировать стояки с горячей и холодной водой при изменении перепада давления. Максимальная рабочая температура устройств 100, 150, 180 °С. при этом максимальное рабочее давление составляет 1,6; 1,1 МПа. Корпус вентелей выполнен из латуни. Они могут быть как муфтовыми, так и фланцевыми.