

1461
.pdf–две фазы соединить последовательно и к выводам их присоединить источник постоянного тока, а к третьей фазе подключить вольтметр (рис. 9.1, б). Если при этом две первые фазы окажутся включенными одноименными концами, то в момент включения цепи стрелка вольтметра не будет отклоняться. При соединении же первых двух фаз разноименными концами стрелка вольтметра в момент включения цепи будет отклоняться (рис. 9.1, в).
При отсутствии источника постоянного тока проверку можно произвести напряжением переменного тока одним из следующих способов:
–при одинарных обмотках соединить последовательно произвольным образом две фазы статора, а свободные их зажимы присоединить к источнику пониженного напряжения переменного тока (рис. 9.2, а), к выводам третьей фазы подключить вольтметр переменного тока (или лампу). Если первые две фазы соединены одноименными выводами, то вольтметр, включенный в третью фазу, не будет давать показаний (лампа не будет светиться). При соединении двух фаз разноименными выводами (рис. 9.2, б) вольтметр покажет наличие напряжения (лампа будет светиться) на третьей фазе. Подобным же образом определить начало и конец третьей фазы;
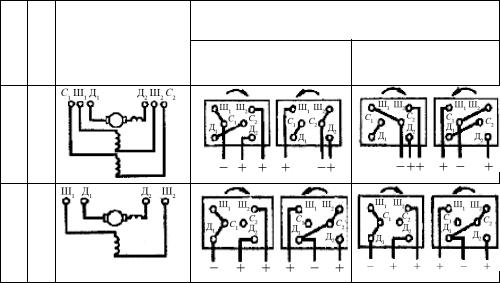
Таблица 9 . 2
Схемы обмоток и соединение выводов при разном числе выводов
Число вывоСхемы обмоток Соединение выводов дов
9
на 6 кВ |
на 3 кВ |
12
на 6 кВ |
на 3 кВ |
на 6 кВ |
на 3 кВ |
231

Рис. 9.1. Способу проверки маркировки выводов статора асинхронных двигателей с помощью источника постоянного тока и вольтметра
– если двигатель имеет три вывода (при соединении обмотки в звезду – рис. 9.2, в), для проверки правильности соединения обмотки на два вывода подать пониженное (0,15–0,2 номинального) напряжение переменного тока и вольтметром измерить напряжения между третьим выводом и каждым из выводов, присоединенных к сети. При правильном соединении обмотки эти напряжения будут равны половине напряжения, приложенного к двум выводам. Опыт произвести три раза, каждый раз подавая напряжение на разные пары выводов. Если одна из фаз присоединена неправильно, то при двух опытах из трех напряжения между третьим выводом и каждым из двух других будут неодинаковы;
Рис. 9.2. Способы проверки маркировки выводов статора с помощью источника переменного тока
232
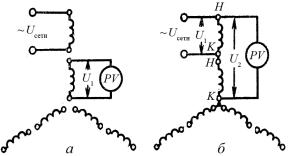
Рис. 9.3. Способы проверки маркировки выводов статора при составных обмотках
– при составных обмотках ток переменного напряжения подать на одну из секций обмотки (рис. 9.3, а), а к выводам других секций присоединить вольтметр. По наибольшему из измеренных напряжений U найти другую часть обмотки этой фазы. Затем по схеме (рис. 9.3, б) определить полярность составных частей обмотки. При соединении секций обмотки разноименными концами напряжение U2 будет равно нулю (или близким к нулю). Подобным же образом определить полярность и остальных частей секционированной обмотки. Для проверки соединения обмоток статора двигателей с фазным ротором можно использовать метод, при котором ротор необходимо подключить к источнику трехфазного симметричного напряжения пониженной величины (0,1–0,2Uном), а затем измерить напряжение на выводах статорной обмотки, которое при правильном соединении обмоток статора должно быть симметричным. Начала и концы роторных обмоток асинхронных двигателей с фазным ротором определяют, как и у обмоток статора.
9.2.2. Генераторы и двигатели постоянного тока
При проверке правильности включения обмоток генераторов и двигателей постоянного тока необходимо определить правильность чередования полярности главных и дополнительных полюсов, маркировку выводов обмоток и правильность их соединения (табл. 9.3).
При работе машины в качестве генератора главные и дополнительные полюсы должны чередоваться так, чтобы по направлению вращения машины за любым главным полюсом находился разноименный дополнительный (N–s– S–n), а при работе машины в качестве двигателя – за главным полюсом находился одноименный дополнительный (N–n–S–s).
Правильность чередования полюсов может быть проверена при помощи магнитной стрелки, которую необходимо подвесить на нити и осторожно (во избежание перемагничивания стрелки) подносить поочередно к каждому полюсу, питая при этом обмотку током.
233
О полярности полюсов судят по тому, какой конец магнитной стрелки притягивается к полюсу. Кроме указанного способа чередование полюсов может быть определено при помощи специальной испытательной катушки. Испытательную катушку намотать из тонкой изолированной проволоки на кусок тонкого картона и присоединить ее к милливольтметру. В обмотку полюса подать ток, а испытательную катушку вдвинуть в зазор между якорем и полюсом и быстро ее выдвинуть. Стрелка прибора отклонится в определенную сторону в зависимости от направления тока в обмотке полюса. При правильном чередовании полюсов направление отклонения стрелки милливольтметра будет также чередоваться, если при переносе катушки от полюса к полюсу она обращена к полюсу одной и той же стороной. Вместо того чтобы выдергивать катушку, можно оставить ее на месте, а производить выключение тока, при этом стрелка милливольтметра будет отклоняться в сторону, зависящую от полярности.
В генераторах и двигателях правого вращения начало обмотки якоря Я1 находится на щетках той полярности, к которой присоединен положительный провод сети. Направление вращения считается правым, когда машина вращается по часовой стрелке, если смотреть со стороны приводного конца вала.
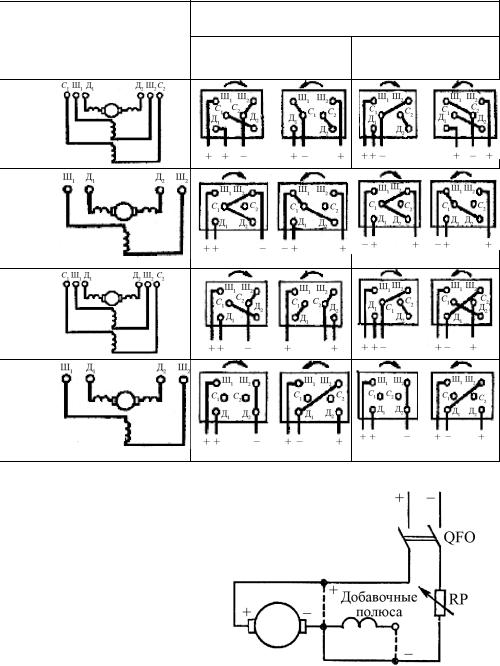
Таблица 9 . 3
Габариты
1–3
1–3
Параллельное Смешанное Возбуждение
Схемы внутренних соединений машин постоянного тока, соединения выводов при смешанном или параллельном возбуждении при различных направлениях вращения
Выводы и направления вращения
Схема внутренних
соединений машин
двигателей генераторов
234
|
Габариты |
|
Возбуждение |
|
Схема внутренних |
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
соединений машин |
|
4–6 |
|
Смешанное |
|
|
|
|
|
|
|
|
|
4–6 |
|
Параллельное |
|
|
|
|
|
|
|
|
|
7–11 |
|
Смешанное |
|
|
|
|
|
|
|
|
|
7–11 |
|
Параллельное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Правильность присоединения обмотки добавочных полюсов по отношению к якорю можно определить следующим образом. В якорь подать постоянный ток не более 10 % номинального, обмотки возбуждения отсоединить, обмотку добавочных полюсов в цепь не включать (рис. 9.4). В зазор между одним из добавочных полюсов и
Окончание табл. 9 . 3
Выводы и направления вращения
двигателей генераторов
Рис. 9.4. Схема определения правильности включения обмотки добавочных полюсов постоянным током
235
якорем вставить испытательную катушку, присоединенную к милливольтметру, затем разомкнуть цепь якоря, следить за направлением отклонения стрелки прибора. Далее, оставив испытательную катушку на прежнем месте, присоединить обмотку добавочных полюсов так, как указано пунктиром (см. рис. 9.4), при этом обмотка якоря оказывается не включенной в сеть. Если при включении тока отклонение стрелки прибора противоположно отклонению стрелки в первом случае, то обмотка добавочных полюсов включена правильно, так как магнитный поток обмотки добавочных полюсов должен быть направлен против потока якоря. При наличии в машине компенсационной обмотки этот опыт можно выполнить, включив обмотку добавочных полюсов вместе с компенсационной; при правильном соединении компенсационной обмотки с обмоткой добавочных полюсов этот опыт определяет одновременно правильность включения якоря по отношению к обеим обмоткам.
Правильность включения обмотки добавочных полюсов и компенсационной обмотки по отношению к якорю может быть проверена также переменным током, для чего включить названные обмотки последовательно с якорем в цепь переменного тока через реостат или автотрансформатор. При помощи амперметра и вольтметра определить полное (кажущееся) сопротивление этой цепи. Затем обмотку дополнительных полюсов вместе с компенсационной включить последовательно в цепь так, чтобы в них протекал ток в обратном направлении, и вторично определить полное сопротивление этой цепи. Правильным считается такое соединение обмоток, при котором полное сопротивление имеет меньшую величину. Это объясняется тем, что при правильном присоединении обмоток дополнительных полюсов и компенсационной обмотки к якорю магнитное поле якоря направлено против поля дополнительных полюсов и компенсационной обмотки. Сопротивление переменному току последовательно соединенных обмоток, создающих встречные потоки, будет меньше сопротивления обмоток, создающих одинаково направленные потоки.
9.3.Ревизия и наладка щеточного аппарата, коллектора
иконтактных колец
При ревизии и наладке щеточного аппарата, коллектора и контактных колец необходимо проверить следующее:
1. Правильность расположения щеток. Ось расположения щеток в машинах постоянного тока должна быть параллельна оси коллектора, а в машинах переменного тока – перпендикулярна плоскости контактных колец. Расстояния между сбегающими краями щеток соседних бракетов траверс по окружности коллектора должны быть одинаковыми.
236
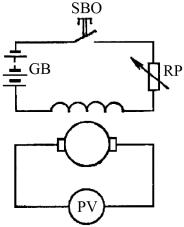
2. Установку щеточного аппарата на нейтраль. Щеточная траверса у машин постоянного тока должна быть установлена на нейтраль (рис. 9.5). Проверку установки щеток на нейтраль произвести индуктивным методом при непод-
|
вижном генераторе (двигателе). Для проверки |
|
|
установки щеток на нейтраль обмотку возбуж- |
|
|
дения отсоединить от обмотки якоря и других |
|
|
обмоток и подвести к ней пониженное напря- |
|
|
жение постоянного тока в пределах 5–10 % |
|
|
номинального. К зажимам якоря присоединить |
|
|
милливольтметр. Замыкая и размыкая цепь |
|
|
возбуждения ключом SBO, определить откло- |
|
|
нение стрелки милливольтметра, включенного |
|
|
в цепь якоря, которое зависит от положения |
|
|
щеток. При установке щеток на нейтраль тра- |
|
|
версу со щетками передвигать до тех пор, пока |
|
|
при включении и отключении цепи возбужде- |
|
Рис. 9.5. Проверка установки |
ния стрелка милливольтметра не перестанет |
|
щеток на нейтрали |
отклоняться. Это положение щеток и будет |
|
соответствоватьположению ихна нейтрали. |
||
|
3. Марку и состояние щеток. Марки щеток следует выбирать в соответствии с рекомендациями завода-изготовителя. В случае отсутствия этих данных при выборе марки щеток руководствоваться рекомендациями, приведенными в табл. 9.4 [34].
Щетки должны достаточно свободно перемещаться в щеткодержателях, зазор между щеткой и щеткодержателем должен составлять 0,2–0,3 мм.
237
238
|
|
|
|
|
Таблица 9 . 4 |
||
|
|
Область применения и технические данные щеток |
|
||||
|
|
|
|
|
|
|
|
|
Условия работы |
Рекомендуемые марки щеток и удельное нажатие |
|
||||
Электрические |
Плотность |
Окружная |
в качестве основных |
при отсутствии основных |
|||
машины |
тока, |
скорость, |
|
Удельное |
|
|
Удельное |
Марки щеток |
нажатие, |
Марки щеток |
|
нажатие, |
|||
|
А/см2 |
м/с |
|
||||
|
|
Н/см2 |
|
|
Н/см2 |
||
|
|
|
|
|
|
||
Электрические машины с |
|
|
|
|
|
|
|
нормальной коммутацией |
до 5 |
до 15 |
угольно-графитные Г21 |
1,5–10 |
графитные Г3 |
|
2–2,5 |
при напряжении до 500 В |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Машины постоянного тока |
|
|
|
|
электрографитные ЭГ2А, |
|
2,1–2,5 |
до 10 |
до 15 |
графитные Г3 |
2–2,5 |
ЭГ4, |
|
1,5–2 |
|
напряжением до 220 В |
|
|
|
|
ЭГ14 |
|
2–4 |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
Машины постоянного тока |
|
|
|
|
электрографитные |
|
|
напряжением до 500 В |
до 10 |
до 25 |
электрографитные ЭГ71 |
2–2,5 |
|
|
|
ЭГ4 |
|
1,5–2 |
|||||
с тяжелыми условиями |
|
||||||
|
|
|
|
ЭГ14 |
|
2–4 |
|
коммутации |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Машиныпостоянноготока |
|
|
|
|
электрографитные |
|
|
напряжениемдо750 В |
до 10 |
до 25 |
электрографитные ЭГ4 |
1,5–2 |
|
|
|
ЭГ14 |
|
2–4 |
|||||
стоковойнагрузкой |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Асинхронные и синхрон- |
|
|
|
|
|
|
|
ные двигатели: |
|
|
металлографитные МГ |
1,8–2,3 |
|
|
|
с повышенной плотностью |
до 20 |
до 15 |
металлографитные МГ2 |
|
1,8–2,3 |
||
тока; |
до 25 |
металлографитные М1, |
1,5–2 |
металлографитные МГС5 |
|
2–2,5 |
|
до 15 |
МГ64 |
1,5–2 |
|
||||
с повышенной окружной |
|
|
|
|
|||
|
|
|
|
|
|
|
|
скоростью |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Окончание |
табл. 9 . 4 |
|
|
|
|
|
|
|
|
|
|
Условия работы |
Рекомендуемые марки щеток и удельное нажатие |
|||||
Электрические |
Плотность |
Окружная |
в качестве основных |
при отсутствии основных |
|||
машины |
тока, |
скорость, |
|
Удельное |
|
Удельное |
|
Марки щеток |
нажатие, |
Марки щеток |
нажатие, |
||||
|
А/см2 |
м/с |
|||||
|
|
Н/см2 |
|
Н/см2 |
|||
|
|
|
|
|
|||
Кольца возбуждения элек- |
|
|
|
|
|
|
|
трических |
|
|
|
|
|
|
|
машин всех мощностей |
|
|
|
|
|
|
|
и напряжений |
|
|
|
|
|
|
|
при окружной скорости: |
|
|
|
|
|
1,5–2 |
|
– малой |
до 8 |
до 15 |
графитные Г3 |
2–2,5 |
металлографитные М3,М20 |
||
– средней |
10–12 |
до 25 |
электрографитные ЭГ4 |
1,5–2 |
металлографитные М1 |
1,5–2 |
|
– повышенной |
до 10 |
25–40 |
электрографитные ЭГ4 |
1,5–2 |
электрографитные ЭГ8 |
2–4 |
|
– высокой |
до 10 |
до 45 |
электрографитные ЭГ2А |
2,1–2,5 |
электрографитные ЭГ74 |
1,75–2,3 |
|
|
|
|
|
|
|
|
|
239
Угольные щетки должны иметь зеркально блестящую поверхность на всей площади соприкосновения с коллектором или контактными кольцами и должны быть хорошо притерты к поверхности коллектора или контактным кольцам. Щетки притереть стеклянной бумагой, обращенной рабочей стороной к щеткам, путем перемещения ее вперед–назад. Применение наждачного или карборундового полотна для пришлифовки щеток недопустимо. После притирки щеток коллектор, контактные кольца, щетки и щеткодержатели очистить и продуть сжатым воздухом для удаления пыли и зерен стекла.
4.Величину нажатия щеток. Величина нажатия (давления) щеток, создаваемого пружиной щеткодержателя, должна соответствовать определенному удельному давлению, зависящему от марки и размера щетки (см. табл. 9.4).
Разница в давлении на отдельные щетки не должна превышать 10 % среднего значения. Величину нажатия (давления) щеток отрегулировать изменением затяжки (нажатия) пружин.
5.Состояние и величину биения коллектора или контактных колец. Контактные поверхности коллектора и контактных колец должны быть цилиндрическими и иметь гладкую полированную поверхность без неровностей, царапин, вмятин, следов нагара. Слюда между коллекторными пластинами не должна выступать за поверхность коллектора.
Биение коллектора (контактных колец) измерить индикатором часового типа при отключенной машине и медленном проворачивании якоря (ротора). Для удобства измерения биения коллектора на конец стержня индикатора следует надеть плоский наконечник.
При биениях коллектора, превышающих 0,5 мм, необходимо произве-
сти обточку резцом. Коллектор проточить при скорости резания около 90 м/мин и подаче не более 0,05–0,1 мм на оборот. Перед проточкой коллектора его следует нагреть до 100 °С, затянуть в нагретом состоянии, затем дать ему остыть и снова затянуть. Затягивать следует только ослабевшие болты.
После проточки коллектор прошлифовать мелкозернистыми камнями, укрепленными неподвижно в суппорте, либо вращающимся карборундовым мелкозернистым кругом диаметром 150–300 мм. При шлифовке коллектора неподвижным камнем окружная скорость его вращения не должна превышать 10– 12 м/с. При шлифовке коллектора вращающимся кругом последний должен вращаться навстречу коллектору. Подача при этом должна быть минимальной.
При наличии царапин, нагара и прочих местных дефектов коллектор (контактные кольца) необходимо полировать. Полировку произвести также после проточки или шлифовки при нормальной скорости вращения, применяя мелкую стеклянную бумагу № 00. Для полировки коллектора стеклянную бумагу прикрепить к деревянной колодке, которую необходимо подогнать по диаметру коллектора, контактные кольца проточить, прошлифовать и отполировать так же, как и коллектор.
При проточке, шлифовке и полировке коллектора и контактных колец необходимо следить за тем, чтобы стружка или абразивная пыль не попадала
240