

1225
.pdf2. АВТОМАТИЗАЦИЯ В МАШИНОСТРОЕНИИ, СИСТЕМЫ ЧПУ
2.1. СИСТЕМЫ АВТОМАТИЗАЦИИ В МАШИНОСТРОЕНИИ
Краткая классификация производственных систем следующая: производственная система – это сложная многоуровневая
(иерархическая) система, которая преобразует исходные полуфабрикаты, сырье, материалы в конечный продукт, соответствующий общественному заказу;
в более широком смысле: производство – это соединение ресурсов (сырья, капитала, труда и предпринимательской способности) для производства товаров и услуг;
основа любого производства – технологический процесс (ТП) – определенное взаимодействие орудий труда, обслуживающей и транспортной систем;
непрерывные ТП: химическая, нефтегазодобывающая и перерабатывающая, энергетика;
дискретные ТП: машиностроение, раскрой материалов; непрерывно-дискретные ТП: металлургия, цементная, маши-
ностроение и др.
За базу ТП и соответствующих систем автоматизации примем машиностроение. Именно машиностроение (процессы обработки металлов) наряду с ткацкой промышленностью первыми потребовали автоматизации. Машиностроение широко развито в Прикамье. Учтем, что системы автоматизации в различных отраслях выполняются на единой технологической базе, по одинаковым принципам.
Анализ технологических процессов в машиностроении показывает, что в общем цикле организации производства детали станочное время занимает в среднем не более 5 % (остальное – подготовка
21

производства, транспортирование, пролеживание и т.д.). В станочном времени время обработки составляет только около 30 % (остальное время позиционирование, загрузка, измерение, холостое время и др.).
Усилия, направленные на интенсификацию механической обработки, оказывают влияние лишь на небольшую часть в общем балансе цикла получения готового изделия. Тот же анализ показывает, что сокращение непроизводственных потерь времени возможно лишь на основе интеграции производства, которая позволяет, в принципе, довести станочное время в общем цикле изготовления до 90 %, машинное время в рамках станочного также до 90 %. При этом имеется в виду также интеграция производства, которая допускала бы непрерывную трехсменную эксплуатацию оборудования, в том числе и малолюдную ночную смену.
На рис. 2.1 показан баланс времени использования производственного оборудования, откуда следует, что наиболее мощным резервом повышения коэффициента использования оборудования является трехсменная работа.
Практика показала, что в принципе правильная идея – связать интеграцию с безлюдной технологией – достаточно трудноосуществима, поскольку требует решения целого комплекса сложных проблем. В числе этих проблем – резкое повышение надежности оборудования и систем управления на основе МП-х систем.
Объекты автоматизации в машиностроении:
станки: токарные, фрезерные, сверлильно-расточные, шлифовальные, многоцелевые (обрабатывающий центр), зубообрабатывающие, электроэрозионные и др.;
периферия станков: роботы, накопители палет, блоки инструментальных магазинов и др.;
транспортные системы: робокары, конвейеры и др. накопительные системы: автоматизированные склады с крана-
ми-штабелерами, станции комплектации и др.; вспомогательные системы: контрольно-измерительные маши-
ны, станции мойки-сушки и т.д.
22
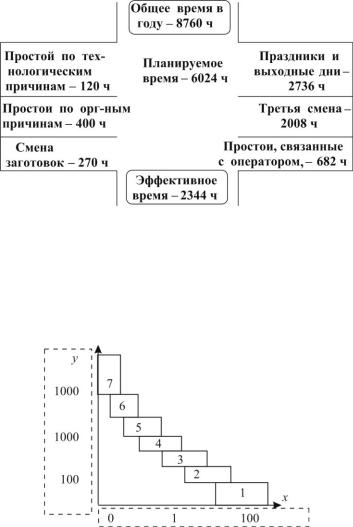
Рис. 2.1. Баланс времени использования производственного оборудования
Множество отдельных микропроцессорных систем автоматизации должны быть объединены в единую – локальную вычислительную сеть. C позиций производительности и гибкости системы автоматизации в машиностроении можно классифицировать по уровню гибкости и производительности (рис. 2.2).
Рис. 2.2. Классификация системы автоматизации в машиностроении:
x – закрепленная за оборудованием номенклатура деталей (число партий); y – число деталей в партии; 1 – универсальные станки с ручным управлением; 2 – станки с ЧПУ; 3 – многооперационные станки;
4 – гибкие производственные модули (ГПМ); 5 – гибкие производственные участки (ГПУ); 6 – гибкие линии, цехи; 7 – автоматические линии
23
|
|
|
|
|
|
|
Т а б л и ц а |
2 . 1 |
||
Производство станков в основных странах-производителях |
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
Страна- |
|
Станки |
|
Станки с ЧПУ/ %-ная стоимость |
Роботы |
|||||
произво- |
|
|
|
|
от всех станков |
|
|
|
||
дитель |
|
|
|
|
|
|
|
|
|
|
1970 |
1980 |
|
1987 |
1970 |
1980 |
1987 |
1987 |
|
1984 |
|
СЭВ |
334 |
359 |
|
380 |
– |
– |
– |
|
|
|
СССР |
202 |
216 |
|
156 |
1,6/5,2 % |
8,9/24 % |
21,0/47 % |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Китай |
139 |
134 |
|
172 |
– |
– |
– |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
США |
190 |
255 |
|
95 |
1,9/19 % |
8,9/34 % |
5,0/44 % |
27,1 |
|
9,4 |
Япония |
257 |
179 |
|
126 |
1,5/7,8 % |
22,1/50 % |
35,3/70 % |
116,0 |
|
46,8 |
ФРГ |
164 |
139 |
|
99 |
0,8/8,3 % |
4,7/28 % |
14/65 % |
12,4 |
|
4,8 |
Необходимо иметь в виду, что количество станков в машиностроении в 1,5 раза больше числа станочников. Однако потребность в станках с ЧПУ на 1990 год была не удовлетворена (табл. 2.1).
2.2. ИСТОРИЯ РАЗВИТИЯ СЧПУ (ДО 1990 ГОДА)
1801 год – француз Жаккар – автоматизация работы токарного станка с управлением от перфокарт.
1935 год – ВЭИ им. В.И. Ленина – система программного управления нажимными винтами прокатных станов.
1950 год – токарный станок с СЧПУ и программой на перфоленте (Мосстанкин).
Этапы развития:
|
Автоматы, полуавтоматы, |
Элементная база: электронные лампы. |
0 |
копировальные и фотоко- |
Программоноситель: шаблоны, чертеж |
|
пировальные станки |
|
|
СЧПУ типа NC |
Элементная база: транзисторы. |
1 |
Серия К (К2П, К3П, КПТ и |
Программоноситель: штеккерная панель, |
|
др.) |
декодные переключатели, перфокарта, |
|
|
перфолента, магнитная лента |
|
СЧПУ типа NC |
Элементная база: интегральная логика. |
2 |
Серия Н (Н22, Н33, Н55), |
Программоноситель: штеккерная панель, |
|
Серия П |
декодные переключатели, перфолента |
24
|
СЧПУ типа CNC серии 2С, |
Элементная база: МП, БИС. |
3 |
2Р, 2У, 2М, Электроника |
Программоноситель: S-MOS RAM, ЦМД |
|
НЦ31, МС2101, 3С |
|
|
САПР/ГАП |
Элементная база: МП, СБИС. |
4 |
|
Программоноситель: S-MOS RAM, ЦМД, |
|
|
ГМД, ЖМД (гибкий, жесткий магнитный |
|
|
диск) |
Сегодня станки с числовым программным управлением распространены весьма широко: начиная от малых предприятий и заканчивая крупными компаниями, расположенными в промышленных зонах. Действительно весьма трудно найти ту область машиностроения, где еще не используются уникальные возможности этого оборудования. Поэтому каждый специалист в области машиностроения должен хорошо представлять то, что дает производству применение этого весьма интеллектуального оборудования.
Так, конструктор должен обладать знаниями о ЧПУ с целью применения более эффективной техники измерения или назначения допусков при проектирования деталей, которые будут обрабатываться на станках с ЧПУ. Технолог должен понимать сущность ЧПУ для оптимального проектирования оснастки и режущего инструмента. Инженеры, контролирующие качество изготовления, обязаны знать станки с ЧПУ в своей компании, для того чтобы правильно планировать будущий процесс проведения контроля качества. Управляющий персонал должен быть знаком с технологией ЧПУ для разработки реалистичного плана загрузки оборудования. Администраторы, диспетчеры и руководители групп должны понимать сущность технологии ЧПУ для того, чтобы разговаривать с операторами станков с ЧПУ «на одном языке». Наконец программисты, операторы-наладчики и другой персонал цехов просто обязаны иметь глубокий уровень знаний о CNC и РСNC-обо- рудовании.
Остановимся в начале на тех преимуществах, которые получают предприятия, применяющие ЧПУ.
25
Первое преимущество от использования станков с ЧПУ заключается в более высоком уровне автоматизации. Случаи вмешательства станочника или оператора в процесс изготовления детали могут быть исключены или сведены к минимуму. Большинство станков с ЧПУ могут работать абсолютно автономно в течение всего процесса обработки детали, поэтому оператор-станочник может выполнять другие задачи. Поэтому предприятия, применяющие ЧПУ, получают дополнительные преимущества – уменьшение числа ошибок оператора-станочника, а также предсказуемость времени обработки и более полную загрузку оборудования. Поскольку станок будет управляться при помощи программного управления, уровень специального образования оператора станка
сЧПУ может быть уменьшен по сравнению с образованием станочника, работающего на универсальном оборудовании.
Второе преимущество применения технологии ЧПУ заключается в более точном изготовлении детали. Сегодня производители станков с ЧПУ говорят о высочайшей точности и надежности оборудования. Это означает, что однажды отлаженная управляющая программа может быть использована на станке с ЧПУ для производства двух, десяти или тысячи абсолютно идентичных деталей, причем при полном соблюдении требований к точности и взаимозаменяемости.
Третьим преимуществом от применения любого оборудования
сЧПУ является гибкость. Программное управление означает, что изготовление разных деталей сводится к простой замене управляющей программы. Ранее проверенная управляющая программа может быть использована любое число раз и через любые промежутки времени. В свою очередь, это также является еще одним преимуществом, а именно возможностью быстрой переналадки оборудования. Поскольку такие станки легко настраивать и запускать, а также загружать в них управляющие программы, это позволяет существенно уменьшить время наладки станка. А это весьма важно в современном производстве, где широко используется принцип «just-in- time» (только во время).
26

2.3. КЛАССИФИКАЦИЯ СУЩЕСТВУЮЩИХ СЧПУ
По структуре СЧПУ. Все многообразие видов структур существующих систем ЧПУ можно подразделить на группы:
NC – Numerical Control – ЧПУ с постоянной структурой (жесткая логика), имеющие схемную реализацию алгоритмов работы (интерполяции, типовых циклов и т.д.). Это системы с покадровым чтением перфоленты на протяжении цикла обработки каждой заготовки. Эти устройства выпускают с начала освоения ЧПУ для различных групп станков: токарных («Контур – 2ПТ», Н22), фрезерных («Контур – ЗП», Н33), координатно-расточных («Размер – 2М», П3З), шлифовальных (Ш – III M, П – Ш), электроэрозионных («Контур – 2П - 67»), СЧПУ Н-55, Луч, Курс, Модуль-2Т и др.
SNC – Speicher NC – ЧПУ с памятью типа S-MOS-RAM (обычно модернизированные NC), система с однократным чтением всей перфоленты перед обработкой партии одинаковых заготовок.
CNC – Computer NC – ЧПУ на основе ЭВМ, устройства с программной реализацией большинства алгоритмов работы (2УЗ2, 2У-85, 2С42, 2Р22, НЦ31, НЦ80-31, Размер-4, 3С150 и др.). Эти алго-
ритмы записываются в ПЗУ при изготовлении УЧПУ. Управление осуществляется от микропроцессора или встроенной микроЭВМ. В устройствах имеется возможность формировать типовые циклы обработки применительно к различным технологическим задачам. Эта часть ПрО обычно хранится в ППЗУ и может быть видоизменена при заказе УЧПУ либо на заводе – изготовителе станка.
HNC – Hand NC – оперативная система ЧПУ с ручным заданием программы на пульте управления. В последних микропроцессорных системах такая возможность имеется во всех устройствах.
DNC – Direct NC – централизованное управление группой станков от ЭВМ (основа гибких производств). ЭВМ осуществляет хранение программ и распределение их по запросам от устройств управления станков.
27

PCNC. Самый современный вид СЧПУ. В среде разработчиков и производителей систем ЧПУ окончательно сложилось понимание того, что современные системы управления должны в максимальной степени использовать достижения компьютерной технологии. В системах ЧПУ нового поколения принято выделять системную платформу PC (Personal Computer) и прикладной компонент NC (Numerical Control), т.е. ЧПУ; отсюда происходит и общее обозначение класса PCNC.
VNC – Voice NC – ввод программы в ЭВМ голосом (перспектива развития).
Появление микропроцессоров и микроЭВМ, создание электронных элементов c высокой степенью интеграции привело к качественным изменениям в технике управления. Такое развитие техники дало возможность унификации аппаратных решений УЧПУ для различных групп станков. Это позволило резко сократить число модификаций УЧПУ, время их проектирования и изготовления. Основная трудоемкость проектирования модификаций УЧПУ определяется теперь программно-математическим обеспечением. Микропроцессорные УЧПУ для различных станков, имея одинаковую аппаратную часть, различаются составом программного обеспечения. При этом базовая часть этого программного обеспечения для разных станков остается неизменной. К базовому программному обеспечению относятся программные блоки операционной системы, блоки управления дисплеем, язык высокого уровня для программирования циклов, язык программирования электроавтоматики.
PCNC – это будущее всех современных систем управления. Но CNC – достаточно надежны, современны и недороги по сравнению с PCNC.
По технологическому назначению системы ЧПУ делятся:
–на позиционные, обеспечивающие прямоугольное формообразование;
–на контурные, обеспечивающие криволинейное формообразование.
28
По числу потоков информации системы ЧПУ подразделяются:
–на замкнутые;
–разомкнутые;
–адаптивные.
1.Разомкнутые системы характеризуются наличием одного потока информации, поступающего от считывающего устройства к исполнительному органу станка. В механизмах подач таких систем используют шаговые двигатели. В разомкнутой системе нет датчика обратной связи, и поэтому отсутствует информация о действительном положении исполнительного органа (ИО) станка.
2.Замкнутые системы ЧПУ характеризуются двумя потоками информации: от считывающего устройства и от датчика обратной связи по пути. В этих системах рассогласование между заданными
идействительными величинами перемещения ИО устраняется благодаря обратной связи.
3.Адаптивные системы ЧПУ характеризуются тремя потоками информации: от считывающего устройства, от датчика обратной связи по пути, от датчиков, установленных на станке и контролирующих процесс обработки по таким параметрам, как износ режущего инструмента, изменение сил резания и трения, колебания припуска
итвердости материала и др. Такие системы позволяют корректировать программу обработки с учетом реальных условий резания.
2.4.ПРОМЫШЛЕННЫЕ РОБОТЫ
2.4.1.Промышленные роботы (история начального развития)
1961 год – Массачусетский технологический институт: робот с 7 степенями свободы.
1962 год – роботы промышленные фирмы «Юнимейшн» США (на автомобильных заводах).
1965 год – 1-е роботы в СССР (ИММ АНСССР, МВТУ и др.). 1969 год – 1-е адаптивные промышленные роботы в США и Япо-
нии (тактильные датчики, ЭВМ РDР II).
29
2.4.2.Необходимость роботов
1.Возникли трудности с трудовыми ресурсами рабочей силы для малоквалифицированного и физического труда, причем доля последнего на протяжении десятков лет держится на уровне 20–40 %. Основные технологические процессы автоматизируются, а вспомогательные отстают. Человек становится придатком машины (пример – операторы токарных станков с ЧПУ).
2.В ряде производств повышение производительности труда, качества и надежности продукции, исключения человека из опасной среды возможны только на основе внедрения роботов.
3.Роботы были нужны давно, но их производство оказалось возможным только сейчас. Благодаря достижениям современной микроэлектроники и информатики появились быстродействующие электроприводы и адаптивные системы управления.
2.4.3.Сферы применения роботов
1.При автоматизации ряда технологических процессов человеку остались лишь несложные однообразные, повторяющиеся, утомительные вспомогательные операции. Например, токарь, фрезеровщик, работая на универсальных станках, являются профессионалами своего дела. Оператор станка с ЧПУ совершает операции типа: подать, закрепить, снять. Эти операции необходимо автоматизировать.
2.Есть необходимость автоматизировать ряд основных технологических операций: сборка, сварка, окраска, очистка литейного отбоя, раскрой листа, тканей, складские, транспортные, погрузочные операции и т.д.
3.Есть ряд производств, где нет места человеку (подводная среда, радиация, вакуум, загазованность и т.д.). Без робототехнических устройств здесь не обойтись.
4. При применении роботов удешевляется оборудование – не нужны площади (робот может быть в любой позиции), освещение, отопление, робот может работать 24 часа в сутки, без отдыха и столо-
30