

1225
.pdfО к о н ч а н и е т а б л . 7 . 3
1 |
2 |
3 |
4 |
5 |
6 |
7 |
М36 |
Диапазон |
Задание диапазона подачи путем переклю- |
+ |
|
+ |
|
|
подачи 1 |
чения кинематической связи |
|
|
|
|
М37 |
Диапазон 2 |
– « – |
+ |
|
+ |
|
М38 |
Диапазон |
Задание диапазона оборотов шпинделя пу- |
+ |
|
+ |
|
|
оборотов |
тем переключения кинематической связи |
|
|
|
|
|
шпинделя 1 |
|
|
|
|
|
М39 |
Диапазон 2 |
– « – |
+ |
|
+ |
|
М40–М45 |
Переключение |
|
|
|
|
|
|
передач |
|
|
|
|
|
М50–М51 |
Включение |
|
+ |
|
+ |
|
|
системы ох- |
|
|
|
|
|
|
лаждения 3 и 4 |
|
|
|
|
|
М55 |
Смещение |
Линейное смещение инструмента в положе- |
+ |
|
+ |
|
|
инструмента 1 |
ние, определяемое жесткими механическими |
|
|
|
|
|
|
или другими видами упоров |
|
|
|
|
М56 |
Смещение |
– « – |
+ |
|
+ |
|
|
инструмента 2 |
|
|
|
|
|
М60 |
Смена заго- |
|
|
|
|
|
|
товки |
|
|
|
|
|
М61 |
Смещение |
Линейное смещение заготовки в положение, |
+ |
|
+ |
|
|
заготовки 1 |
определяемое электрическими, механиче- |
|
|
|
|
|
|
скими или другими видами упоров |
|
|
|
|
М62 |
Смещение |
– « – |
+ |
|
+ |
|
|
заготовки 2 |
|
|
|
|
|
М71 |
Угловое сме- |
Угловое смещение заготовки в положение, |
+ |
|
+ |
|
|
щение заго- |
определяемое электрическими или другими |
|
|
|
|
|
товки 1 |
видами упоров |
|
|
|
|
91
Функция инструмента с адресом Т имеет две или четыре цифры. Значение Т02 говорит о том, что номер инструмента изменяется от 1 до 99, а номер корректора для этого инструмента задается словом с адресом D или Н. Значение Т04 говорит о том, что первые две цифры – номер инструмента, последние две – номер корректора. Номер корректора – это адрес памяти на панели управления или выделенной
вОЗУ, где хранится информация об истинной длине или диаметре инструмента.
Функция подачи F, которая относится только к определенной оси, должна следовать за размером на перемещение либо находиться
вконце. Цифровое значение подачи может быть выражено в мм/мин, мм/об, мин/мм (см. G93–G95).
7.4. ПОВЫШЕНИЕ ЯЗЫКОВОГО УРОВНЯ
УПРАВЛЯЮЩИХ ПРОГРАММ
Управляющие программы в кодах ISO-7bit представляют собой низший уровень программирования. Повышение языкового уровня осуществляется на основе макроопределений стандартных циклов, использованием подпрограмм, упрощенным описанием контура обработки, безэквидистансным программированием и другими приемами. В табл. 7.4 приведен пример использования постоянных заданных циклов для сверления. Параметры цикла задаются в тексте УП, перед вызовом G-функций.
Т а б л и ц а 7 . 4
Постоянные циклы для сверления
Подгото- |
Движение |
Действие в конце |
Движение |
Типовое |
|
вительная |
в процессе |
обработки |
в исходное |
использование |
|
функция |
обработки |
Пауза |
Команда на |
положение |
|
|
|
|
шпиндель |
после обработки |
|
1 |
2 |
3 |
4 |
5 |
6 |
G81 |
Рабочая подача |
– |
– |
Быстрый отвод |
Сверление, |
G82 |
– «– |
Да |
– |
|
зацентровка |
|
|
|
|
|
|
92

О к о н ч а н и е т а б л . 7 . 4
1 |
2 |
3 |
4 |
5 |
6 |
G83 |
Подача с периодиче- |
– |
– |
|
Глубокое |
|
ским выводом инст- |
|
|
|
сверление |
|
румента |
|
|
|
|
G84 |
Вращение шпинделя |
– |
Реверс |
Отвод на рабо- |
Нарезание |
|
в заданном направле- |
|
|
чей подаче |
резьбы |
|
нии, рабочая подача |
|
|
|
метчиком |
|
шпинделя |
|
|
|
|
G85 |
Рабочая подача |
– |
– |
– «– |
Растачивание, |
|
|
|
|
|
развертывание |
G86 |
Включение шпинде- |
– |
Останов |
Быстрый отвод |
Растачивание |
|
ля, рабочая подача |
|
|
|
|
G87 |
– «– |
– |
– «– |
Отвод вручную |
|
G88 |
– «–– |
Да |
– «– |
– «– |
|
G89 |
Рабочая подача |
Да |
– |
Отвод на рабо- |
Растачивание, |
|
|
|
|
чей подаче |
развертывание |
Существуют типовые стандартные циклы в виде подпрограмм при фрезеровании, токарной обработке, резьбонарезании.*
Контрольные вопросы
1.Расшифруйте формат кадра и значения символов адресов в следующей информации:
а) N04 G02 X+053 Y+053 Z+053 F042 M02 S04 T04 ПС б) N3 G2 X+043 Y+043 F043 M02 S03 T03 LF
2.Приведите назначение:
а) подготовительных функций; б) вспомогательных функций.
3. Приведите пример стандартного цикла при: а) сверлении; б) токарной обработке.
* Сосонкин В.Л. Программное управление технологическим оборудованием. 1991. С. 140–153.
93

8.САП СТАНКОВ И РОБОТОВ
8.1.ПОДГОТОВКА УПРАВЛЯЮЩЕЙ ПРОГРАММЫ (УП)
Исходные данные при подготовке УП:
чертежи нужной детали, исходной заготовки; каталог режущего инструмента с настроечными размерами;
нормативы режимов резания и другая справочная информация; каталог станков и инструкции по их эксплуатации.
Последовательность подготовки УП:
проектирование технологического процесса (последовательность операций с выбором режущих инструментов и вспомогательных приспособлений) с разработкой ТУ на исходную заготовку;
разработка технологического процесса (ТП) с расчетом (назначением) режимов резания, построения траектории движения режущих инструментов;
расчет координат опорных точек траектории движения режущих инструментов;
составление расчетно-технологической карты; составление карты наладки станка; формирование УП; нанесение УП на программоноситель;
контроль УП на станке и исправление ошибок;
Существуют следующие способы подготовки УП:
1)ручная;
2)в технологическом бюро;
3)на станке с системой ЧПУ типа CNC в диалоговом режиме,
ииспользуя систему автоматизированной подготовки программы. Ручная подготовка программ в коде ISO-7bit требует кропот-
ливого отбора технологических решений, трудоемких геометрических расчетов, тщательного документирования отдельных этапов
94

и может проводиться квалифицированными инженерами-техноло- гами. Такой способ существовал только в начале развития станков
сЧПУ.
В90-х годах основным способом подготовки управляющих программ являлась их подготовка в технологических бюро, на инструментальной ЭВМ, с использованием систем автоматизированного программирования (САП УП для станков с ЧПУ).
Внастоящее время в связи с увеличением памяти МПС системы автоматизированного программирования (САП) широко встраиваются в СЧПУ. Подготовка УП ведется в диалоговом режиме на станках
сСЧПУ.
8.2. СИСТЕМЫ АВТОМАТИЗИРОВАННОГО ПРОГРАММИРОВАНИЯ УП
САП – это специальное программное обеспечение, реализующее комплекс алгоритмов геометрических и технологических задач подготовки УП и содержащее проблемно-ориентированный язык, обеспечивающий запись и ввод в ЭВМ исходной информации.
САП решает следующие задачи:
диалог с пользователем; синтаксический контроль исходной информации на входном
языке;
проектирование элементов технологического процесса обра-
ботки;
расчет траектории движения инструмента; формирование и запись выходной информации на промежу-
точном языке; выдача диагностических сообщений о разных этапах обработ-
ки исходной информации; редактирование программ на уровнях входного, промежуточ-
ного выходного языков;
95
формирование УП на выходном языке для конкретного станка и выдача на программоноситель;
распечатка УП и сопроводительной документации; хранение и тиражирование УП.
В комплект САП входит также сопроводительная документация – руководство технологу программисту и оператору ЭВМ.
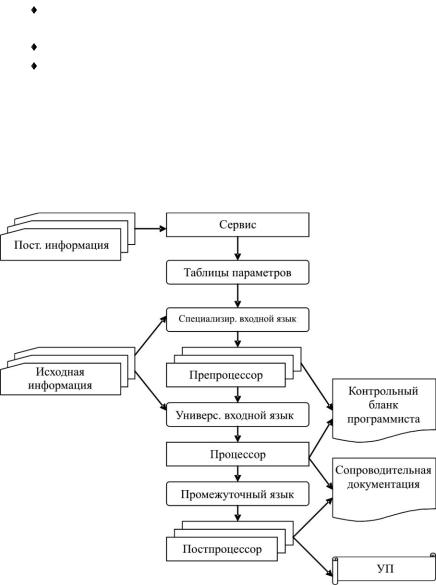
Типовая структурная схема САП дана на рис. 8.1. Функции отдельных модулей:
Постоянная информация – библиотека операций, технологических циклов, процедур, геометрических расчетов, таблиц параметров и т.д.
Рис. 8.1. Типовая структурная схема САП
96
Исходная информация – данные о заготовке и детали. Препроцессор – проектирует план технологических операций,
перечень и последовательность переходов, выбор схем закрепления, типа инструмента и т.д., трансляцию на универсальный язык.
Процессор – выполняет геометрические и технологические расчеты (количество проходов, режимы резания, вычисления траектории).
Постпроцессор – увязывает УП с особенностями и возможностями конкретных станков (привязка к координатам станка, типу датчиков и т.д.).
Уже к 1980 году в мире было разработано и эксплуатировалось более 150 САП. Развитие САП продолжается и в настоящее время в связи с применением САП для роботов, ГПМ, ГПС, для новых ЧПУ, с использованием САП непосредственно в СЧПУ станков типа CNC. В частности, ниже приводятся заметки из газеты о разработанных системах автоматизированного программирования пермскими инженерами.
Соло для станка с ЧПУ (Комсомольская правда, 1989)
Ваше производство станет более современным, появится возможность более эффективно использовать технику, и, соответственно, повысится производительность труда, значительно улучшится и качество продукции, если вы воспользуетесь новой разработкой пермского НПО «Алгоритм».
НПО «Алгоритм» предлагает для внедрения систему автоматизации программирования для станков с ЧПУ с инвариантным постпроцессором – САП-ПК (разработчики – В.И. Кореков, А.Г. Ашихмин, А.Д. Воронкин и др.). Система предназначена для автоматизированной подготовки управляющих программ для фрезерных, токарных, сверлильных, расточных, карусельных, электроэрозионных станков и отрабатывающих центров. Система эксплуатируется на персональных ЭВМ PC/XT, PC/AT и их отечественных и зарубежных аналогах, операционная система MS-DOS или совместимая с ней.
Основное преимущество САП-ПК по сравнению с аналогичными системами – ИНВАРИАНТНЫЙ ПОСТПРОЦЕССОР. В большинстве САП на каждый комплекс «станок – система ЧПУ» разрабатывается постпроцессор. В САП-ПК вместо постпроцессора технолог за 1–2 смены разрабатывает паспорт-таблицу, содержащую сведения о станке и системе ЧПУ. В настоящее время в САП-ПК – 200 паспортов на отечественные и зарубежные станки и системы ЧПУ с кодами ISO и БЦК-5.
97
В САП-ПК реализовано автоматическое построение рабочих проходов по схемам «зигзаг», «петля», «канавка», «эквидистанта» для выборки металла в зоне, ограниченной контуром сложной конфигурации.
САП-ПК обладает развитыми средствами графического отображения контура и траектории инструмента на экране дисплея (графические адапте-
ры HERCULES, CGA, EGA, VGA).
САП-ПК совместима с системами САП-ЕС, САП-СМ4 и разработана той же группой специалистов САП-ПК, обладает новыми возможностями, в ней исправлены ошибки и недостатки, присущие системам САП-ЕС, САП-СМ4.
Для ЭВМ СМ-4, СМ-1420 предлагается аналогичная система СПУП-СМ, также совместимая с САП-ЕС, САП-СМ4.
Наш адрес: 614064, Пермь, ул. Льва Шатрова, 23, НПО «Алгоритм». Телефо-
ны: 28-89-30, 44-47-90.
Соло для станка с ЧПУ (Комсомольская правда, 1990)
СП «ЕВРАЗИЯ» предлагает УНИВЕРСАЛЬНУЮ СИСТЕМУ САПР-ЧПУ/2 с усовершенствованными ИНВАРИАНТНЫМ ПОСТПРОЦЕССОРОМ, ГРАФИЧЕСКИМ ПРОЦЕССОРОМ и ИНТЕРАКТИВНЫМ ГРАФИЧЕСКИМ ВВОДОМ на базе ПЭВМ IBM PC/XT/AT и пр.
Первая версия САПР-ЧПУ внедрена на 48 предприятиях страны.
Новая версия САПР-ЧПУ при подготовке управляющих программ к одноили многоинструментальным станкам с ЧПУ и обрабатывающим центрам позволяет с помощью макроязыка создавать, хранить и использовать широкий набор параметризованных элементов, схем обработки и типовых деталей.
Трехмерный графический процессор САПР-ЧПУ/2 обеспечивает: контроль контура детали и траектории движения инструмента в ортогональных проекциях
иаксонометрии, а также вращение вокруг любой оси в пространстве; двух… и трехмерное окно; отображение на экране дисплея в отладочном режиме сведений о технологических командах и канонических параметрах исследуемого участка траектории инструмента; вывод информации на любые модели плоттеров и принтеров.
ИНВАРИАНТНЫЙ ПОСТПРОЦЕССОР (IPP) САПР-ЧПУ/2 не имеет аналогов в отечественной и зарубежной практике, полностью доступен технологупользователю для адаптации к условиям своего производства и позволяет самостоятельно разрабатывать и пополнять библиотеку паспортов комплексов «станок – устройство ЧПУ» (кстати, более 200 паспортов фирма представляет бесплатно).
Постпроцессор САПР-ЧПУ/2 в отличие от САП СМ-4, САП ПК, ИСКРА-2
и«СПРУТ» позволяет использовать станочные подпрограммы и циклы устройств CNC с их графическим отображением на дисплее и плоттере и расчетом времени
98

выполнения на станке, а специальный макроязык предоставляет технологу возможность самостоятельно вносить изменения и дополнения в разделы IPP САПР-ЧПУ.
В САПР-ЧПУ/2 реализован автоматический расчет траектории движения инструмента для выборок зон металла по схемам «петля», «зигзаг» и «спираль» для контуров произвольной конфигурации, содержащих препятствия любой формы.
Разработчики САПР-ЧПУ Н.М. Трухин, К.Б. Филиппович, В.И. Филиппович, С.А. Червонных, А.А. Томилов, Г.В. Клименков, обладающие 20-летним опытом создания и внедрения систем САП, САП-ЕС, САП-СМ, гарантируют заказчику бесплатное консультирование, сопровождение и передачу новых версий системы в период ее эксплуатации на предприятии. СП «ЕВРАЗИЯ» 3 раза в год проводит 2-недельные курсы по обучению системе САПР-ЧПУ.
Адрес: 614000, г. Пермь, ул. К. Маркса, 59. СП «ЕВРАЗИЯ». Телефоны:
44-68-54, 45-86-40, 45-74-98. Телетайп 134136 ТУР.
САП классифицируются в основном по назначению (плоская обработка контуров и плоскостей, объемная обработка контуров, обработка тел вращения, обработка отверстий, комплексная обработка корпусных деталей), по характеру структуры (универсальные для широкого круга деталей, специализированные), по уровню автоматизации, входному языку и другим критериям.
С целью унификации все САП выдают УП на промежуточном международном языке CL DATA (Cutter legation data – данные о положении инструмента). Постпроцессор стремятся сделать инвариантным, с применением диалоговой программы-настройщика, чтобы проще было привязать УП к конкретному станку (вызвать УП в формате данного станка).
Из известных отечественных универсальных САП можно указать ТЕХТРАН, ЕСПП, САП-ЕС, ЕСПС-ТАУ, САП-АРМ, из зарубежных –
APT (США), FAPT (Япония), EXAPT, BASIC EXAPT (ФРГ).
Входные языки обычно называются по имени САП, но большинство из них выполнены на базе языка APT (Automatic Programming Tools – автоматическое программирование инструмента)*.
* Использование станков с программным управлением / под ред. М. Лесли. Л.: Маш., 1976; Гордымов Г.П. [и др.] Проектирование постпроцессоров для оборудования ГПС. Л.: Маш., 1988.
99
После 1975 года, с появлением роботов, развиваются САП для роботов с использованием соответствующих языков AL, VAL (США),
FORTH-4.
С увеличением емкости памяти систем ЧПУ типа CNC появляются САП, встроенные в СЧПУ типа BOSH (ФРГ), FANUC-3T (Япония), обрабатывающие центры с СЧПУ FANUC6M-MODELE (Япония),
MAZATROL-M (США).
Подготовка УП в этом случае ведется прямо на рабочем месте через графический дисплей в диалоговом режиме, используя технику меню. По мере выбора оператором варианта из ряда предложений, накопления информации в ЭВМ на экране дисплея возникают контуры заготовки и детали, разрабатываются технологические переходы, проектируется траектория инструмента, а нередко определяются режимы резания. После того, как информация в ЭВМ вся принята, УП транслируется в код ISO-7bit и может отлаживаться по первому изготовлению детали.
Входной язык позволяет просто задать геометрию обрабатываемого контура. Например, прямую линию можно описать такими (неисчерпывающими) способами:
две точки (X1, Y1, X2, Y2);
точка и угол (X,Y, );
точка, лежащая на перпендикулярной линии (X, L1); точка и параллельная линия (X, Y, L1);
на заданном расстоянии от параллельной линии (S, L1); касательная к двум окружностям (C1, C2). Здесь L1, C1, C2 –
идентификаторы заданных линий или окружностей. Окружность можно задать так:
координаты центра окружности и ее радиус; точка на прямой линии, касательной к окружности и ее радиус;
две прямые, касательные к окружности и ее радиус;
прямая линия, касательная к искомой окружности радиуса R и вторая окружность, касательная к 1-й окружности.
100