

m0989
.pdf658
В676
СИБИРСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ПУТЕЙ СООБЩЕНИЯ
О.Ю. ВОЛКОВА, В.В. ГАЛТЕР
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
Практикум
Новосибирск
2015
УДК 658.5
1
В676
В о л к о в а О.Ю., Г а л т е р В.В. Организация производства:
Практикум. – Новосибирск: Изд-во СГУПСа, 2015. – 36 с.
Содержит краткие методические указания к выполнению заданий по основным разделам дисциплины «Организация производства», предназначенных для выполнения на практических занятиях и для самостоятельной работы студентов.
Предназначен для студентов, обучающихся по профилю «Производственный менеджмент» направления «Менеджмент» (бакалавриат) и профилю «Экономика труда» направления «Экономика» очной формы обучения.
Рассмотрен и рекомендован к изданию на заседании кафедры «Экономика транспорта».
О т в е т с т в е н н ы й р е д а к т о р канд. экон. наук, доц. Т.В. Беляева
Р е ц е н з е н т канд. экон. наук, доц. кафедры «Бухгалтерский учет и аудит»
В.А. Щербаков
© Сибирский государственный университет путей сообщения, 2015
© Волкова О.Ю., Галтер В.В., 2015
2
Введение
Под производством в рыночной экономике подразумеваются любые виды деятельности, приносящие доход, независимо от того, происходят ли они в сфере материального производства или в сфере услуг.
Организация производства – система мер, направленных на рационализацию сочетания в пространстве и времени вещественных элементов и людей, занятых в процессе производства.
Именно эффективная организация производства является самым действенным фактором повышения прибыльности предприятия.
1. Производственный процесс и производственная структура предприятия
Теоретические вопросы
1.Производственный процесс.
2.Производственная структура предприятия.
Основные понятия
Производственный процесс – совокупность взаимосвязанных основных, вспомогательных, обслуживающих и естественных процессов, направленных на изготовление определенной продукции.
Классификация производственных процессов
1.По роли в общем производственном процессе: основные; вспомогательные; обслуживающие; управленческие.
2.По уровню механизации: ручные; машинно-ручные; машинные; комплексно-механизированные; автоматизированные; комплексно-автоматизированные.
3.По масштабам производства однородной продукции: массовые; серийные; индивидуальные.
4.По характеру выполняемых работ: непрерывный; прерывный.
Структура предприятия – это совокупность его внутренних звеньев (рабочих мест, участков, цехов, служб) и устойчивых связей между ними.
3
В отличие от общей структуры производственная структура предприятия представляет собой форму организации производственного процесса и находит свое выражение в размерах предприятия, в количестве, составе и систематизации его внутренних элементов в соответствии с расчленением процесса производства на крупные звенья, частичные производственные процессы и производственные операции.
Главными элементами производственной структуры пред-
приятия являются рабочие места, участки и цехи.
Рабочим местом называется неделимое в организационном отношении звено производственного процесса.
Рабочее место может быть:
–простым (один рабочий) или комплексным (бригада);
–стационарным или подвижным;
–специализированным или универсальным.
Участок – производственное подразделение, объединяющее ряд рабочих мест, сгруппированных по определенным признакам (подетально или технологически), осуществляющее часть общего производственного процесса производства.
Цех – наиболее сложная система, входящая в производственную структуру, в которую входят в качестве подсистем производственные участки и ряд функциональных органов. Цехи предприятия могут быть организованы по технологическому, предметному и смешанному типам.
Все цехи и хозяйства промышленного предприятия можно разделить на цехи основного производства, вспомогательные цехи и обслуживающие хозяйства. На отдельных предприятиях могут быть подсобные и побочные цехи.
К цехам основного производства относятся цехи, изготовля-
ющие основную продукцию предприятия. Основные цехи делят-
ся на заготовительные (кузнечные, литейные), обрабатывающие
(механический, термический, деревообрабатывающий) и сборочные (комплектация изделий).
Задача вспомогательных цехов – изготовление инструментальной оснастки для производственных цехов предприятия, производство запасных частей для заводского оборудования и энергетических ресурсов (инструментальные, ремонтные, энергетические).
4
Побочное производство – это цехи, в которых изготавливается продукция из отходов производства либо осуществляется восстановление использованных вспомогательных материалов для нужд производства.
Кподсобному производству относятся цехи, осуществляющие добычу и обработку вспомогательных материалов (тарный цех).
Кобслуживающему хозяйству относят то, что называется инфраструктурой предприятия: складские и транспортные подразделения, подразделения сервисного обслуживания, жилищнокоммунальные структуры, столовые, санатории, учебные заведения и т.д.
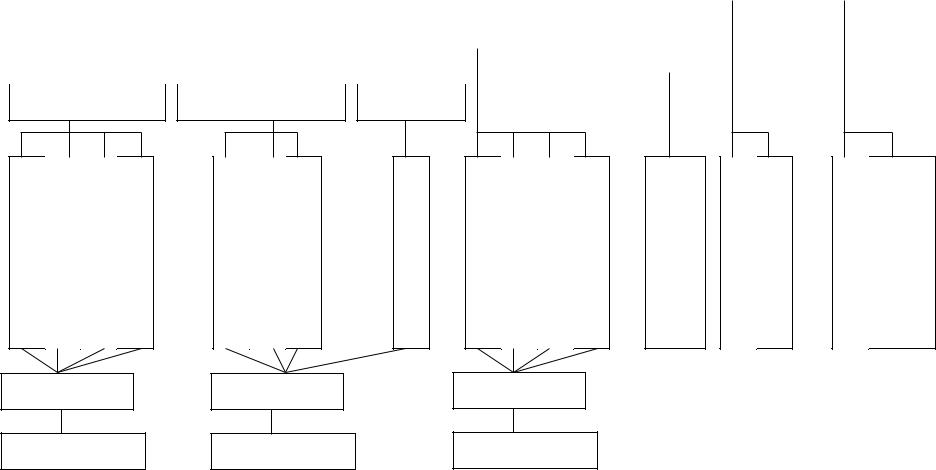
Пример производственной структуры предприятия показан на рис. 1.
Задания для практических занятий и самостоятельной работы
1.1 На основе примера производственной структуры, показанного на рис. 1, составить производственную структуру. Работа выполняется группами студентов по 4–6 человек. Производственные процессы выбираются студентами самостоятельно.
Примеры производственных процессов, на основе которых несложно построить производственную структуру: выпечка хлебобулочных изделий, пошив несложных изделий, изготовление продуктов питания и полуфабрикатов, изготовление предметов мебели, несложные виды столярного, слесарного производства и металлообработки и т.д.
5
6
|
|
|
|
|
|
|
|
|
|
|
|
|
Предприятие |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Цехи |
|
|
|
|
|
|
|
|
|
|
|
|
Обслуживающие |
|
Подсобное |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
хозяйства |
|
производство |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
основные |
|
|
|
вспомогательные |
|
|
Побочное |
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
производство |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
заготовительные |
обрабатывающие |
сборочные |
|
|
|
|
|
|
|
|
|
|
|||||
раскройный |
литейный |
кузнечно-прессовый |
Кузнечно-штамповочный |
механический |
термический |
механосборочный |
окончательной сборки |
ремонтно-механический |
инструментальный |
энергетический |
ремонтно-строительный |
по производству продукции из отходов |
транспортное |
складское |
тарное хозяйство |
по добыче и переработке |
вспомогательных материалов |
|
Участки |
|
|
Участки |
|
|
Участки |
|
|
|
|
|
|
|
|||
Рабочие места |
Рабочие места |
|
Рабочие места |
|
|
|
|
|
|
||||||||
Рис. 1. Производственная структура предприятия
6
2. Методы организации производственных процессов. Производственный цикл
Теоретические вопросы
1.Характеристика методов организации производственных процессов.
2.Виды движения предметов труда по операциям.
3.Производственный цикл.
Основные понятия
Выделяют следующие методы организации производственных процессов:
1)поточное производство,
2)партионное (серийное) производство,
3)индивидуальное производство.
Поточное производство – метод организации производства, основанный на ритмичной повторяемости времени выполнения основных и вспомогательных операций на специализированных рабочих местах, расположенных по ходу протекания технологического процесса. Поточное производство характеризуется непрерывным и последовательным движением предметов труда от одной операции к другой.
Партионное (серийное) производство – метод организации производства, характеризующийся изготовлением разной номенклатуры продукции в количествах, определяемых партиями.
Партия – количество одноименных изделий, которые поочередно обрабатываются при каждой операции производственного цикла с однократной затратой подготовительно-заключительного времени.
Индивидуальное производство – метод организации производ-
ства, характеризующийся изготовлением продукции в единичных экземплярах или небольшими повторяющимися партиями.
При партионном и единичном методах обрабатываемый продукт (партия) после каждой операции выключается из технологического процесса и находится в ожидании следующей операции.
Виды движения предметов труда по операциям: последова-
тельный, параллельный, последовательно-параллельный.
7
При последовательном движении обработка партии изделий на каждой последующей операции начинается лишь тогда, когда вся партия закончила обработку на предыдущей операции.
При параллельном движении передача изделий на последующую операцию осуществляется поштучно сразу после обработки на предыдущей операции.
При последовательно-параллельном движении изделия пере-
даются на последующую операцию по мере их обработки на предыдущей поштучно или транспортными партиями, при этом время выполнения смежных операций частично совмещается таким образом, что партия обрабатывается на каждой операции без перерывов.
Производственный цикл – это повторяющийся этап производственного процесса предприятия, связанный с изготовлением единицы продукции, оказанием единичной услуги или выполнением единичной работы.
Длительность производственного цикла – календарный пе-
риод от момента запуска в производство исходных ресурсов до выхода из него готового товарного продукта (работы, услуги).
Структура производственного цикла представлена на рис. 2.
Рис. 2. Структура производственного цикла
Длительность технологического цикла – время выполнения основных операций обработки изделий, рассчитывается исходя из особенностей движения предметов труда по операциям.
Определить длительности технологического цикла можно графическим или расчетным способом.
8
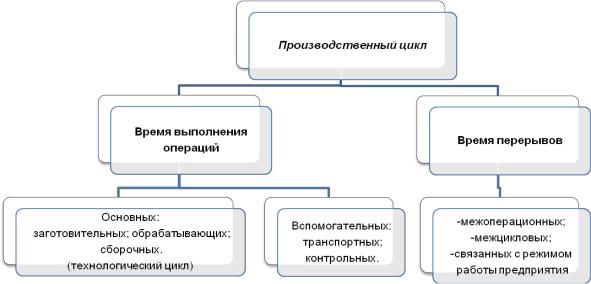
Пример определения длительности технологического цикла графическим способом при последовательном виде движения предметов труда по операциям представлен на рис. 3.
Номер операции
1 

2
3
Время
Рис. 3. График технологического цикла изготовления деталей при последовательном виде движения предметов труда по операциям
Определение длительности технологического цикла расчетным способом при этом виде движения предметов труда производится по формуле
|
k |
посл |
n t j , |
ТТЦ |
|
|
j 1 |
(2.1)
где n – объем производства изделий; tj – штучное время обработки изделия на j-й операции; k – общее число операций.
Пример определения длительности технологического цикла графическим способом при параллельном движении предметов труда по операциям представлен на рис. 4.
Номер операции
1
2
3
Время
Рис. 4. График технологического цикла изготовления деталей при параллельном виде движения предметов труда по операциям
Определение длительности технологического цикла расчетным способом при этом виде движения предметов труда производится по формуле
9

|
k |
пар |
t j (n p)tдл , |
ТТЦ |
|
|
j 1 |
(2.2)
где tдл – штучное время обработки изделия на самой длинной операции; р – размер передаточной партии (если нет данных о размере передаточной партии, принимается равным одному изделию).
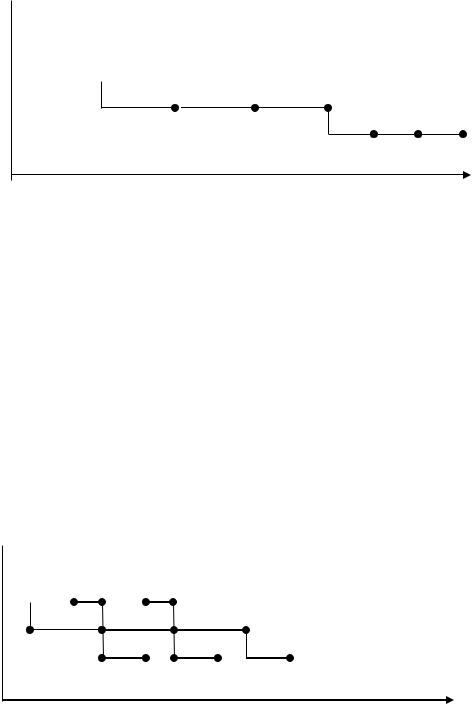
Пример определения длительности технологического цикла графическим способом при последовательно-параллельном движении предметов труда по операциям представлен на рис.5.
Номер операции
1

2

Время
Рис. 5. График технологического цикла изготовления деталей при последовательно-параллельном виде движения предметов труда по операциям
Определение длительности технологического цикла расчетным способом при этом виде движения предметов труда производится по формуле
пар посл |
|
k 1 |
k |
k 1 |
посл |
z n t j (n p) tкороткая -из-двух , |
|||
ТТЦ |
ТЦ |
|||
|
|
z 1 |
j 1 |
z 1 |
(2.3)
– штучное время обработки изделия на короткой операции из двух смежных операций технологического процесса, короткая операция из двух будет выбираться по каждой паре смежных операций; z – число рассматриваемых смежных пар операций обработки; – перекрытие двух смежных операций обработки.
Задания для практических занятий и самостоятельной работы
2.1. Определить длительность технологического цикла графическим и аналитическим способом при последовательном и параллельном движении предметов труда по операциям. Размер партии 5 изделий. Данные о длительности операций представлены в табл. 1.
10