

Оборудование и оснастка для формования металлических порошков
..pdfМонитор консоли программатора позволяет также отследить состояние конечных выключателей перед началом работы пресса. Включенные конечные выключатели высвечиваются тремя горизонтальными отрезками, а выключенные – одним отрезком. Команда на контроль конечных выключателей задается клавишами в последовательности «CLEAR», «MONITOR», «QUT».
2.5.4. Гидравлическая схема пресса
Гидравлическая схема пресса (рис. 41) включает силовую магистраль (жирная линия) и магистраль низкого давления (утолщенная линия). Силовую магистраль запитывает масляный насос А11ВХ, приводимый в движение электрическим двигателем мощностью 7,5 кВт. Магистраль низкого давления запитывается насосом А215Х с приводом от электродвигателя 5,5 кВт.
Всиловой магистрали создается высокое давление, но она имеет малый расход. В магистрали низкого давления, наоборот, давление ниже, но расход значительно больше. Силовая и низкого давления магистрали связаны между собой обратным клапаном с возможностью перетекания масла из магистрали низкого давления в магистраль высокого давления.
Впрессе предусмотрена фильтрация масла. Сменные фильтры очищают масло от механических примесей, для чего масло с помощью насоса прогоняется через фильтр по замкнутому контуру.
Силовая магистраль обеспечивает движение гидроцилиндров в рабочем режиме, т.е. под нагрузкой. В режиме ускоренного движения или холостого хода цилиндры приводятся в движение от магистрали низкого давления.
Рабочие давления в цилиндрах настраиваются с помощью переливных клапанов: для первого цилиндра – клапан КП А2/А3, для второго цилиндра – клапаны КП А3/А7, для третьего цилиндра – клапаны КП А2/А6.
101
elib.pstu.ru

Рис. 41. Гидравлическая схема пресса ПА 250
Скорость движения поршня четвертого цилиндра настраивается с помощью регулируемых дросселей ДРОКМ-10АВ.
102
elib.pstu.ru
2.5.5. Силовые регулировки пресса
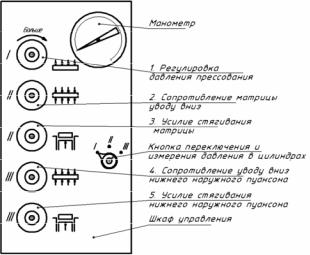
Силовые регулировки пресса осуществляют с помощью маховиков, расположенных на шкафе управления прессом (рис. 42).
Рис. 42. Панель силовых регулировок пресса ПА 250
Предварительная настройка усилия прессования позволяет предотвратить перегрузку пресс-инструмента, особенно в период настройки на получение нового изделия. Настройка усилия прессования осуществляется по следующей схеме.
1. Нажать кнопку переключения и измерения давления
вцилиндрах при положении кнопки в позиции «1».
2.Направить движение верхнего пуансона вниз до упора и вращением ручки регулировки 1 установить нужное давление пресссования.
Настройка усилия гидравлического цилиндра привода матрицы (цилиндр II) настраивается при положении кнопки переключения в позиции «2». Усилие сопротивления плаванию матрицы настраивается ручкой регулировки 2, а усилие стягивания матрицы с прессовки – ручкой регулировки 3.
103
elib.pstu.ru
Усилия привода нижнего наружного пуансона (цилиндр III) осуществляют ручками регулировки 4 и 5.
Рабочие усилия гидравлических цилиндров пресса можно подстраивать в процессе работы по результатам выполнения назначенных функций.
2.5.6. Описание цикла получения одного изделия
В качестве примера выбираем цикл со следующей комбинацией движений:
–прессование HDM8 – IV (вперед) – II (вверх) – III (вверх) – IV (назад) – I (вниз);
–освобождение прессовки RDM14 – I (вверх) – II (вниз) – III (вниз).
При одновременном нажатии кнопок «Пуск» включаются в работу электромагниты У7 и У13. Электромагниты перемещают штоки гидрораспределителей, в результате чего масло под давлением поступает в поршневую полость IV цилиндра, и питатель начинает движение вперед.
По мере движения вперед питатель наезжает на конечный выключатель. Конечный выключатель S5 срабатывает и выключает электромагнит У7, электромагнит У13 остается включенным. Гидроцилиндр IV отрабатывает обратный ход. При движении назад питатель давит на конечный выключатель S10, который срабатывает и отправляет питатель вперед. При возвратнопоступательном движении питателя происходит разрыхление порошка в питателе, что улучшает его засыпку.
Конечный выключатель S5 одновременно подает сигнал для включения электромагнита У5. Электромагнит срабатывает, и гидрораспределитель открывает путь для доступа масла в нижнюю полость II гидроцилиндра. Матрица начинает движение вверх. Питатель продолжает отрабатывать движения впе- ред-назад.
104
elib.pstu.ru
Второй гидроцилиндр в конце хода вверх давит на конечный выключатель S6, который выдает команду на выключение электромагнита У5 и включение электромагнита У3. Электромагнит У3 направляет подачу масла в нижнюю полость III цилиндра, что обеспечивает движение вверх нижнего наружного пуансона.
Третий гидроцилиндр при движении вверх воздействует на конечный переключатель S8, который выключает электромагниты У3 и У13, чем прекращает движение вверх нижнего наружного пуансона. Одновременно передается команда на управление таймеру 3, который, выработав заданное время, возвращает питатель в нерабочую зону.
После возврата питателя конечный выключатель S4 выдает команду на включение электромагнитов У1, У10 и У13. Первый цилиндр, связанный с верхним пуансоном, начинает ускоренный ход вниз.
Конечный выключатель S2 выключает электромагнит У10 и включает электромагнит У12, что переводит ускоренный ход верхнего пуансона на медленный. Одновременно подается сигнал на таймер 2 и начинается отсчет времени уплотнения порошка и выдержки сформованного изделия под нагрузкой.
По истечении времени прессования таймер 2 выдает команду на выключение электромагнитов У1 и У12. С верхнего пуансона снимается давление прессования, но пуансон остается в крайнем нижнем положении.
Далее по циклу работы пресс-автомата возможны два варианта: движение верхнего пуансона вверх или стягивание матрицы, когда верхний пуансон занимает крайнюю нижнюю позицию.
Комбинация движений RDM14 – I (вверх) – II (вниз) – III (вниз) – по освобождению сформованного изделия начинается с движения верхнего пуансона вверх. Движение первого цилиндра вверх осуществляется при включении электромагнитов
105
elib.pstu.ru
У9 и У13, команду на включение электромагнитов выдает таймер 2. В конце движения вверх срабатывает конечный выключатель S1, который обесточивает электромагниты У9 и У13, и движение вверх заканчивается.
Движение матрицы вниз происходит при включении электромагнитов У6 и У2, а нижнего наружного пуансона – при включении электромагнитов У4 и У2. По достижении плитами нижнего положения включаются в работу конечные выключатели S7 и S9, последний выдает сигнал на останов пресса в режиме одиночного хода или на продолжение работы в режиме автоматической работы. Далее начинает движение питатель, и цикл работы повторяется.
106
elib.pstu.ru
СПИСОК ЛИТЕРАТУРЫ
1.Поздняк Н.З, Крушинский А.Н. Проектирование и оборудование цехов порошковой металлургии. – М.: Машинострое-
ние, 1965.
2.Раковский В.С., Саклинский В.В. Порошковая металлургия в мшиностроении: справочник. – М.: Машиностроение, 1973.
3.Радомысельский И.Д., Печентковский Е.Л., Сердюк Г.Г. Пресс-формы для порошковой металлургии. – Киев: Техника, 1970.
4.Де-Гроат Дж. Производство изделий из металлического порошка. – М.: Машиностроение, 1960.
5.Либенсон Г.А., Панов В.С. Оборудование цехов порошковой металлургии. – М.: Металлургия, 1983.
6.Кипарисов С.С., Падалко О.В. Оборудование предприятий порошковой металлургии. – М.: Металлургия, 1988.
7.Паспорт и техническое описание пресса П-125.
8.Паспорт и техническое описание пресса К 8130
9.Паспорт и техническое описание пресса КБ 8130.
10.Паспорт и техническое описание пресса АПФ-100.
11.Паспорт и техническое описание пресса ПА-250.
107
elib.pstu.ru

Учебное издание
ВАКУТИН Альберт Петрович, КАЧЕНЮК Максим Николаевич
ОБОРУДОВАНИЕ И ОСНАСТКА ДЛЯ ФОРМОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Учебное пособие
Редактор и корректор Н.А. Московкина
Подписано в печать 14.10.10. Формат 60×90/16. Усл. печ. л. 6,75. Тираж 100 экз. Заказ № 211/2010.
Издательство Пермского государственного технического университета.
Адрес: 614990, г. Пермь, Комсомольский пр., 29, к. 113.
Тел. (342) 219-80-33.
108
elib.pstu.ru