

Методические указания к лабораторным работам «Технология машиностроения» и «Управление качеством изделий» (120
..pdfПри обработке образцов 1 и 2 на оправке жесткость технологической системы Jт.с принимаем постоянной. Различие в глубине
резания у двух образцов ti в каждой серии характеризует погреш-
ность исходной заготовки заг = 2 ti, что вызывает различие в силе резания при обработке и, согласно формуле (1), различие в значении tост. Погрешность обработки (погрешность выполняемого размера) найдем по формуле
|
|
|
|
|
|
|
1 |
|
|
|
|
1 |
|
|
|
d |
2 |
|
Руmaх Руmin |
|
|
|
|
|
|
|
|||||
|
Jзаг |
|
|
||||||||||||
|
|
|
|
|
|
|
|
Jинс |
|
||||||
|
|
|
xPy |
xPy |
|
1 |
|
|
|
|
1 |
|
|
|
|
2СP |
|
tзадmax t |
задmin |
|
|
|
|
|
|
|
|
. |
|||
Jзаг |
|
Jинс |
|||||||||||||
|
y |
|
|
|
|
|
|
||||||||
Уменьшение погрешности размера обработанных образцов в ходе механической обработки оцениваем с помощью коэффициента уменьшения погрешности
Kу |
d |
. |
|
||
|
заг |
|
Порядок выполнения работы
1.Экспериментально определить составляющие жесткости технологической системы Jзаг, Jинс.
2.Определить расчетное значение погрешности обработки d .
3. Определить фактическую погрешность обработки d
=d2 – d1, измеряя диаметры образцов после их обработки.
4.Определить расчетное и фактическое значения коэффициента уменьшения погрешности Kу.
5.Построить графики зависимости коэффициента Kу от точно-
сти выполнения заготовки заг.
6.Определить относительную погрешность расчетного значения
d d 100 %.
d
7.Сделать выводы по работе и оформить отчет (Приложение 6).
31
Контрольные вопросы
1.Какой должен быть диаметр заготовки, чтобы отклонения от прямолинейности образующей стремились к нулю (для ваших значений жесткости элементов технологической системы)?
2.Какие виды погрешностей возникают при обработке валиков вследствие упругих отжатий в технологической системе?
3.По каким законам изменяется податливость отдельных элементов технологической системы по длине заготовки?
4.Какие технологические приемы позволяют снизить погрешности обработки, возникающие в результате упругих деформаций технологической системы?
5.Что следует делать для снижения погрешности обработки партии заготовок пониженной точности?
6.В каких случаях жесткость суппорта оказывает влияние на точность обработки, а в каких – нет?
7.Каковы допустимые отклонения формы поверхности детали, если они не оговорены допусками формы на чертеже?
8.Почему для расчетов погрешностей обработки используют только радиальную составляющую силы резания Ру?
32
Работа № 6
ИССЛЕДОВАНИЕ ШЕРОХОВАТОСТИ ОБРАБОТАННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
Цель работы студент формулирует самостоятельно.
Содержание работы
1.Определить шероховатость поверхностей деталей, обработанных различными технологическими методами.
2.Исследовать влияние режимов резания и жесткости закрепленной заготовки на шероховатость поверхности детали.
Порядок выполнения работы
1. Исследование шероховатости поверхности деталей, обработанных точением, шлифованием и обкатываниемроликом
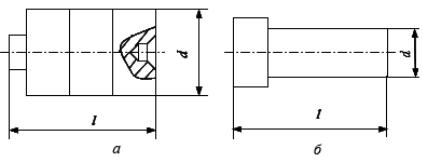
Для выполнения работы студенту выдают образец (рис. 13, а), имеющий три шейки одного диаметра, для чистового точения, обкатывания роликом и шлифования. Указывают оборудование и режимы обработки.
Рис. 13. Эскизы образцов:
а – l/d 5; б – l/d > 5
33
Хвостовиком закрепляем образец в трехкулачковом патроне и поджимаем задним центром. Три шейки образца подвергаем чистовому обтачиванию за один рабочий ход. Среднюю шейку на том же станке обкатываем роликом, а крайнюю шлифуем на круглошлифовальном станке.
Режимы обработки, заданные преподавателем, корректируем по паспортным данным станка и заносим в бланк отчета (Приложение 7).
Установку режимов резания и обработку образцов на станке студенты выполняют только в присутствии учебного мастера.
Измерение шероховатости обработанных поверхностей проводим с использованием профилографа-профилометра мод. 201 (мод. 252, 202 и др.). Для каждой шейки образца записываем профилограмму обработанной поверхности. По профилограммам определяем параметры шероховатости Rz, tp . Все результаты работы и ко-
пии профилограмм заносим в бланк отчета (см. приложение 7). Делаем выводы о влиянии технологических методов обработки
на указанные параметры шероховатости и профиль поверхности.
2. Исследование влияния режимов резания и жесткости закрепленной заготовки на шероховатость поверхности детали
Для выполнения работы студенту выдают четыре образца. Первые три образца имеют по три шейки одного диаметра, которые следует обточить при различных режимах резания (см. рис. 13, а), четвертый образец гладкий (рис. 13, б) длиной l, диаметром d и соотношением l/d > 5.
Преподаватель назначает режимы обработки поверхностей образцов. Шейки первого образца обтачиваем с различными величинами подачи S0 и с постоянными значениями скорости v и глубины резания t; шейки второго образца – с различными скоростями резания v и постоянными значениями глубины резания t и подачи S0; шейки третьего образца – с различными глубинами резания t при постоянных значениях скорости v и подачи S0. Все три образца обрабатываем при установке их в трехкулачковом патроне станка с поджимом задним центром. Четвертый образец закрепляем консольно в трехкулачковом патроне и обтачиваем при постоянных значениях t, S0, v.
Всю работу, связанную с механической обработкой заготовок, студенты выполняют в присутствии учебного мастера.
34
Среднюю высоту неровностей Rz или среднюю арифметическую Ra обработанных образцов предварительно определяем, сравнивая их с образцами шероховатости, а затем – с помощью измерительного прибора профилографа-профилометра мод. 201 (мод. 252, 202 и др.).
Режимы резания и результаты измерений шероховатости заносим в бланк отчета (Приложение 8). По этим данным строим графики, характеризующие зависимости Rz = f (S0); Rz = f (v ); Rz =
= f (t); Rz = f (l) или Ra = f (S0); Ra = f (v ); Ra = f (t); Ra = f (l), где l –
расстояние от места закрепления образца до места измерения ше-
роховатости.
Завершив работу, делаем выводы, в которых указываем причины, оказывающие влияние на шероховатость поверхности, выделяем наиболее значимые из них и предполагаем решения по уменьшению их влияния.
Контрольные вопросы
1.Как отразится на зависимости Rz = f (S0) использование резца с дополнительной режущей кромкой?
2.Как влияет скорость резания v при точении заготовок из стали, чугуна и цветных металлов на шероховатость обработанной поверхности?
3.Как влияют химический состав и структура материала заготовки на шероховатость обработанной поверхности?
4.Как влияет неравномерная жесткость технологической системы на шероховатость обработанной поверхности?
5.Как влияют на шероховатость поверхности геометрические параметры режущей части инструмента?
6.В чем состоят различия профилей поверхностей, обработанных разными технологическими методами?
35
ПРИЛОЖЕНИЯ
|
|
Приложение 1 |
|
|
|
МГТУ им. Н.Э. Баумана |
ОТЧЕТ |
Группа_____________ |
Лаборатория кафедры |
по лабораторной |
Фамилия, И., О. студента |
«Технология |
работе № 1 |
______________ |
машиностроения» |
«Исследование точности |
|
|
механической обработки» |
|
Исходные данные
Материал заготовки _________ . Режим обработки: t = ________ мм;
S0 = ________ мм/об; v = ________ м/мин.
Эскиз операции механической обработки
( с указанием выдерживаемых параметров)
Результаты измерений и вычислений
№ |
xi, мм |
(xi |
– Xср), |
|
(xi – Xср)2, |
№ |
xi, мм |
|
(xi – Xср), |
|
(xi – Xср)2, |
||
п/п |
|
мм |
|
|
мм2 |
п/п |
|
|
мм |
|
мм2 |
||
1 |
|
|
|
|
|
|
26 |
|
|
|
|
|
|
... |
... |
|
... |
|
... |
... |
... |
|
... |
|
... |
||
25 |
|
|
|
|
|
|
50 |
|
|
|
|
|
|
Xср = _________ мм; = _________ мм; = 6 = ___________мм; |
|
|
|||||||||||
квалитет точности IT = ____________ . |
|
|
|
|
|
|
|
||||||
|
|
|
|
Распределение размеров |
|
|
|
|
|||||
|
|
|
|
|
|
||||||||
№ |
Интервал размеров, |
|
Абсолютная частота m, |
|
Относительная частота |
||||||||
п/п |
|
мм |
|
|
шт. |
|
|
|
|
m/n |
|||
|
От ___ до ___ |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Число |
интервалов |
N = n |
|
= _________ . Размер |
интервала |
X = (Xmax – |
|||||||
– Xmin)/N = _______ мм. Границы 1-го интервала: нижняя xmin = Xmin – X/2 = = _______ мм; верхняя xmax = Xmin + X/2 = _______ мм.
Полигон распределения действительных размеров m/n
m/n
Границы интервалов размеров, мм Выводы: ______________________________________________________________
Работу выполнил |
Работу принял |
Дата |
|
|
|
36
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложение 2 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
МГТУ им. Н.Э. Баумана |
|
|
|
ОТЧЕТ |
|
|
|
|
Группа_____________ |
|||||||||||||||
|
Лаборатория кафедры |
|
по лабораторной |
Фамилия, И., О. студента |
|||||||||||||||||||||
|
«Технология |
|
|
работе № 2 |
______________ |
|
|||||||||||||||||||
|
машиностроения» |
|
«Исследование деформаций |
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
заготовок при закреплении» |
|
|
|
|
|
|
|
|
|
|
||||||||||
|
1. Определение погрешности формы отверстия тонкостенного кольца, |
||||||||||||||||||||||||
|
закрепленного в трехкулачковом патроне, расчетным методом |
|
|||||||||||||||||||||||
|
|
|
|
|
|
Эскиз кольца |
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
Размеры кольца |
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
h, мм |
|
|
|
D, мм |
|
d, мм |
|
|
|
|
|
|
b, мм |
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Исходные данные для расчета деформации кольца |
|
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Материал |
Угол охвата , град |
|
Q, Н |
|
|
Rср, мм |
|
|
E, Н/мм2 |
|
J, мм4 |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
δ1 |
k1 |
QRср3 |
; δ0 |
k0 |
QRср3 |
|
; ф |
|
δ1 |
|
|
|
δ2 |
|
. |
|
||||||
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
EJ |
ЕJ |
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
2. Определение погрешности формы кольца экспериментальным методом
Схема измерения деформации кольца
Результаты измерений деформации кольца
|
|
|
|
|
|
|
|
|
|
|
Величина деформации, мм |
|||||
Вид деформации |
|
|
Номер эксперимента |
|
|
Среднее значение |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
|
|
3 |
|
|
|
||
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
ф |
|
1 |
|
|
|
0 |
|
|
______мм; |
|
ф ф |
100 % _______ % . |
||||
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ф |
||
Выводы: _____________________________________________________________
Работу выполнил |
Работу принял |
Дата |
|
|
|
37

|
|
Приложение 3 |
|
|
|
МГТУ им. Н.Э. Баумана |
ОТЧЕТ |
Группа_____________ |
Лаборатория кафедры |
по лабораторной |
Фамилия, И., О. студента |
«Технология |
работе № 3 |
______________ |
машиностроения» |
«Исследование погрешности |
|
|
настройки станка на размер» |
|
Схемы установки резца на размер
Цена деления контрольного индикатора ___________мм.
Погрешность установки резца
|
по лимбу |
|
|
|
по эталонной детали |
|||||||||||
Цена деления лимба ________мм |
|
Толщина щупа ________мм |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
по индикатору |
|
|
|
|
по жесткому упору |
||||||||||
Цена деления индикатора _______ мм |
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
Результаты измерений, мм |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Номер измерения |
|
|
|
|
Погреш- |
Погрешность |
||||||
Схема |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ность регу- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
установки |
1 |
2 |
3 |
|
4 |
5 |
6 |
7 |
8 |
9 |
|
10 |
|
лирования |
настройки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
резца рег |
н |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
По лимбу |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
По инди- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
катору |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
По эталон- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ной детали |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
По жестко- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
му упору |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
изм =________ мм; |
|
|
расч = ________ мм; |
|
|
изг. эт = ________мм. |
||||||||||
Выводы: ______________________________________________________________
Работу выполнил |
Работу принял |
Дата |
|
|
|
38
|
|
Приложение 4 |
|
|
|
МГТУ им. Н.Э. Баумана |
ОТЧЕТ |
Группа_____________ |
Лаборатория кафедры |
по лабораторной |
Фамилия, И., О. студента |
«Технология |
работе № 4 |
______________ |
машиностроения» |
«Исследование размерного |
|
|
износа инструмента» |
|
|
Исходные данные |
|
Материал заготовки _______. Размеры заготовки: d = ______ мм; l = ______ мм.
Режим обработки: t = _______ мм; S0 = _______ мм/об; n = ______ об/мин; v = _______ м/мин. Материал инструмента _________. Геометрия инструмента:
= _______ ; 1 = ________ ; = ________ ; = ________ ; = _______ . Станок ________________ .
Эскиз операции механической обработки
( с указанием выдерживаемых параметров)
Схема измерения износа инструмента
Результаты измерения износа
Путь резания L1, м Износ пи, мкм
Время резания , мин
Размерный износ инструмента
и, мкм
График зависимости и = f (Li); и = f ( i)
и, мкм
L1, м; , мин Относительный износ иo = и 1000  L1 _____ мкм/км. Начальный износ
L1 _____ мкм/км. Начальный износ
ин = _____ мкм.
Выводы: ______________________________________________________________
Работу выполнил |
Работу принял |
Дата |
|
|
|
39

|
|
Приложение 5 |
|
|
|
МГТУ им. Н.Э. Баумана |
ОТЧЕТ |
Группа_____________ |
Лаборатория кафедры |
по лабораторной |
Фамилия, И., О. студента |
«Технология |
работе № 5 |
______________ |
машиностроения» |
«Определение погрешно- |
|
|
стей обработки, вызывае- |
|
|
мых деформациями техно- |
|
|
логической системы под |
|
|
влиянием сил резания» |
|
|
Часть 1 |
|
|
Исходные данные |
|
Материал заготовки ________ . Размеры заготовки: d = ______ мм; l = ______ мм. |
|||
Режим обработки: t = ______ мм; S0 = _____ мм/об; n |
= |
______ |
об/мин; |
v = ______ м/мин. |
= |
___; |
= ____; |
Материал инструмента _____ . Геометрия инструмента: |
|||
=________; = _______ . |
|
|
|
Эскиз операции механической обработки
( с указанием выдерживаемых параметров)
Момент инерции поперечного сечения заготовки J = 0,05 d 4 = _____ мм4. Составляющая силы резания Ру = _____H. Принятое значение силы Ру = _____ Н.
Результаты измерения перемещений элементов технологической системы, мкм
|
x = 0 |
|
|
|
|
|
|
х = l/2 |
|
|
|
|
|
|
|
|
x = l |
|
|
||
1 при |
2 при |
|
= |
|
|
1 при |
2 при |
|
= |
|
|
1 при |
2 при |
|
= |
||||||
P = Py |
P = 0 |
= 1 – |
2 |
|
P = Py |
P = 0 |
= |
1 – |
2 |
P = Py |
P = 0 |
= 1 – 2 |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Жесткость: Jп.б = |
______ Н/мм; Jз.б = |
______ Н/мм; |
Jт.с = ______ Н/мм. |
|
|
||||||||||||||||
Остаточная глубина резания: при x |
= 0 + tост |
= _______ мкм; при |
x = l/2 + |
||||||||||||||||||
+ tост = _______ мкм; при x = l + tост = _______ мкм. |
|
|
|
|
|
|
|
|
|||||||||||||
tост, мкм |
|
|
|
|
|
График зависимости tост = f (x/l) |
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Погрешность форм: расчетная ф ______ мм; |
|
|
|
|
|
|
|
|
|
x/l |
|||||||||||
фактическая ф = ______ мм. |
|||||||||||||||||||||
Диаметр заготовки в сечении: x = 0, d1 = ______ мм; x = l/2, d2 = _______ мм; |
|||||||||||||||||||||
x = l, d2 |
= ______мм. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Выводы: ______________________________________________________________ |
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
Работу выполнил |
|
|
Работу принял |
|
|
|
|
Дата |
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
40