

4.1.1. Токарная обработка.
Для осуществления резания при токарной обработке необходимы два движения:
главное движение – вращение заготовки вокруг её оси, обеспечивает скорость резания.
движение подачи – поступательное движение резца, обеспечивающее непрерывное врезание его в новые слои металла.
На токарном станке может быть выполнены следующие виды работ:
обтачивание наружных цилиндрических, конических, фасонных поверхностей;
растачивание цилиндрических и конических отверстий;
подрезание торцовых поверхностей;
протачивание канавок и снятие фасок;
нарезание наружной и внутренней резьбы;
сверление, зенкерование, развертывание отверстий;
упрочнение роликами, шариками;
накатывание рифлений;
разрезание и др.
Установка деталей на токарных станках выполняется следующими способами:
заготовки деталей с отношением l/d ≥ 5 - в центрах (рис. 13) или в трехкулачковый самоцентрирующий патрон и задний центр (рис. 14 );
заготовки коротких деталей – в трехкулачковый самоцентрирующий патрон (рис. 15) или на оправку (рис. 16);
длинные нежесткие валы (l/d ≥ 10) устанавливают в центрах или в трехкулачковый самоцентрирующий патрон и задний центр с применением люнета (рис. 17).
При установке обрабатываемой детали в центрах крутящий момент передается ей при помощи хомутика или поводкового патрона.
-
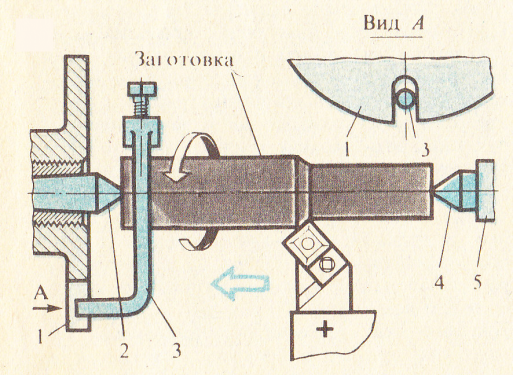
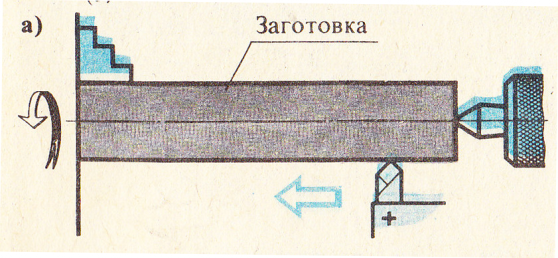
Рис. 13. Установка вала в центрах
Рис. 14. Установка вала в трехкулачковый самоцентрирующий патрон и задний центр
-

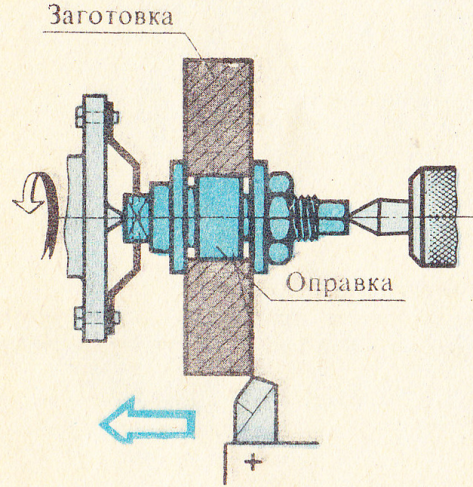
Рис. 15. Установка заготовки в трехкулачковый самоцентрирующий патрон
Рис. 16. Установка заготовки
на оправку
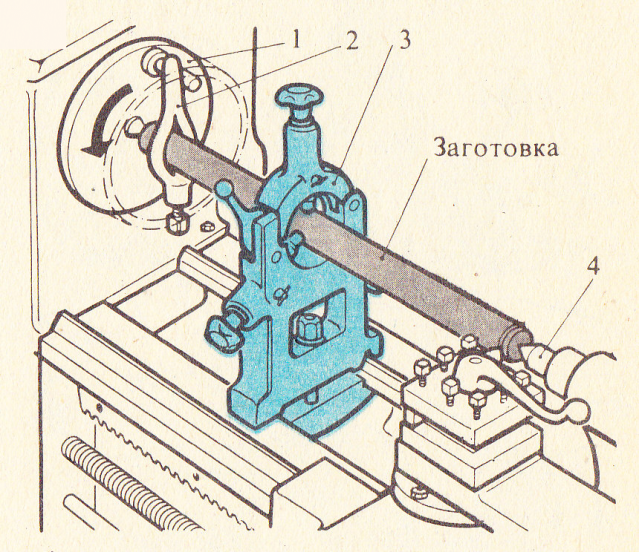
Рис. 17. Установка нежесткого вала в центрах с люнетом
Продольное точение (рис. 18)
При продольном точении применяются резцы:
прямой проходной с главным углом в плане φ = 30- 60 и вспомогательным – φ1= 10 - 30.
проходной упорный с главным углом в плане φ = 90 и вспомогательным – φ1= 10 - 30.

Рис. 18. Схема продольного точения
Проходной упорный резец применяется для обработки наружных поверхностей вращения и подрезки уступов, а также при обработке нежестких валов, когда l/d ≥ 10, так как они вызывают меньший прогиб заготовки (составляющая силы Ру = 0). Их недостаток – в работе участвует меньшая длина режущей кромки, чем у резцов с φ = 30- 60, в результате он быстрее изнашивается и имеет меньшую стойкость.
Элементы режима резания:
Глубина резания t = (D – d)/2 мм. При черновом точении принимается равной 4 – 6 мм.
Подача sо мм/об. ее величина принимается по таблицам. При черновом точении назначается в зависимости от глубины резания и находится в пределах 0,3 … 1,2 мм/об. При чистовом точении назначается в зависимости от требуемой шероховатости обрабатываемой поверхности и радиуса округления вершины резца и находится в пределаз 0, 1 … 0,4 мм/об.
Скорость
резания
 м/мин. V = 60…200 м/мин.
м/мин. V = 60…200 м/мин.
Основное
время обработки:
 ,
где l
– длина обрабатываемого участка детали,
,
где l
– длина обрабатываемого участка детали,
 – путь врезания резца, у1
=
0,5…2 мм – перебег резца за обработанную
поверхность.
– путь врезания резца, у1
=
0,5…2 мм – перебег резца за обработанную
поверхность.
Радиальное точение (рис. 19)
Используется при подрезке торцов, отрезке, прорезании канавок, фасонном точении широкими фасонными резцами.
|
|
|
а) |
б) |
в) |
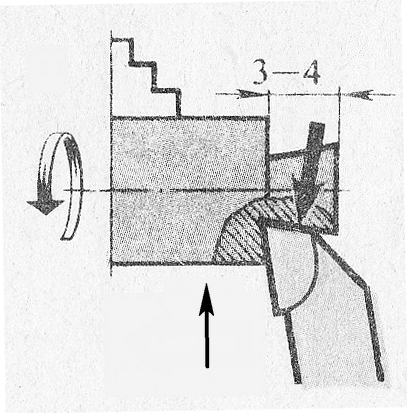
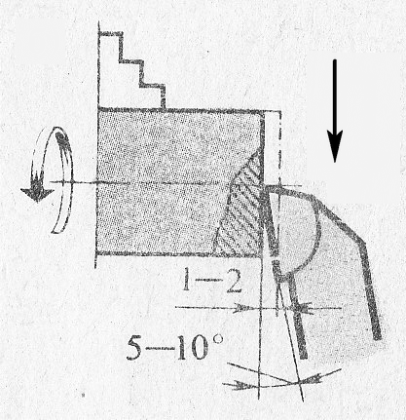
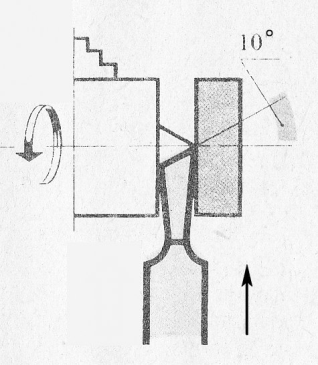
Рис. 19. Радиальное точение:
а) подрезание торца с подачей резца к центру при большом припуске; б) подрезание торца с подачей резца от центра при малом припуске; в) отрезка
Подача: при подрезке торцов sо = 0,1…0,3 мм/об; при прорезании канавок и отрезке sо = 0,05…0,15 мм/об
Скорость резания V = 0,8 Vпрод.
Основное время обработки , у = 2…5 мм, у1 = 0,5…2 мм.