

4.4.2. Нарезание внутренней резьбы
Наиболее производительным и распространенным методом нарезания внутренней резьбы является нарезание резьбы метчиками.
Р у ч н ы е м е т ч и к и применяют для нарезания резьбы в условиях единичного производства, при ремонтных работах, а также для нарезания резьбы в труднодоступных местах деталей. Комплект ручных метчиков состоит из двух или трех метчиков: первые метчики предварительные с длинной заборной частью и неполной резьбой и последний – калибрующий. ручные метчики изготавливают из углеродистой стали; резьбу не шлифуют.
М а ш и н н ы е м е т ч и к и выполняют цельными, насадными, со вставными зубьями и с выдвижными плашками (резьбонарезная головка). Режущие части изготавливают из быстрорежущей стали; резьбу шлифуют.
Для закрепления метчика на станке применяют самовыключающиеся патроны при достижении заданной глубины или при перегрузке метчика.
Г а е ч н ы е м е т ч и к и применяют для нарезания резьбы на гайконарезных станках. Гаечные метчики с длинным прямым хвостовиком закрепляют в быстросменном патроне. Нарезанные гайки остаются на хвостовике, и при заполнении всей длины хвостовика метчик снимают со станка, гайки сбрасывают и метчик снова устанавливают в патроне.
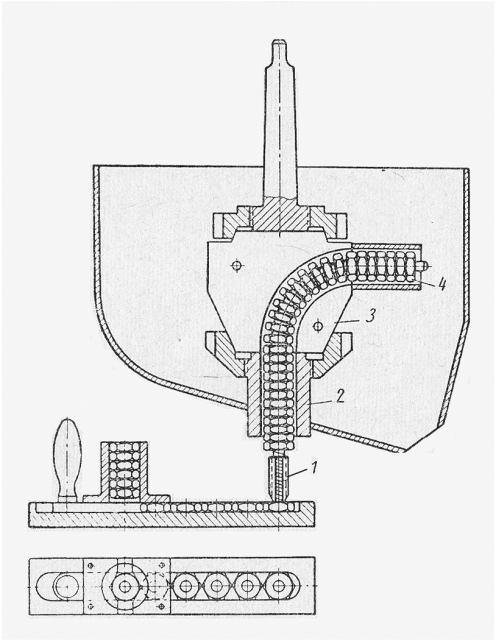
Гаечные метчики с изогнутым хвостовиком работают без снятия со станка до полного затупления. Такой метчик устанавливают в изогнутую трубу или разъемный патрон с каналом соответствующей формы (рис. 69); от перемещения метчик удерживается гайками, находящимися на хвостовике. Нарезанные гайки одна за другой перемещаются к хвостовику и выталкиваются в отверстие трубки.
|
Гайконарезные станки работают по полуавтоматическому или автоматическому циклу.
Основное
время обработки сквозных отверстий:
Рис. 69. Патрон изогнутого гаечного метчика: 1 - метчик; 2 - направляющая втулка; 3 - патрон; 4 - гайки |
 глухих
отверстий:
глухих
отверстий:
4.5. Обработка зубчатых поверхностей
Зубчатые колеса являются элементами многих машин и служат для передачи вращения от одной детали к другой. Наиболее распространенными конструкциями зубчатых колес являются цилиндрические, конические и червячные. Зубчатые колеса изготавливаются 12 степеней точности. В ГОСТах оговорены допустимые для каждой степени точности требования к кинематической точности (это радиальная составляющая погрешности, вызывается в основном радиальным биением зубчатого венца), к плавности хода (вызывается отклонением шага зацепления и погрешностью профиля зуба) и к контакту зубьев (характеризуется пятном контакта с парным зубчатым колесом в передаче, зависит от точности изготовления их рабочих поверхностей). В машиностроении в основном применяют зубчатые колеса 5-й, 6-й, 7-й, 8-й, и 9-й степени точности.
Зубья колес нарезают двумя методами: методом копирования и методом обкатки.
При нарезании зубьев методом копирования используют дисковые и пальцевые модульные фрезы, протяжки, абразивные круги, профиль которых соответствует профилю впадины между зубьями.
При нарезании зубьев методом обкатки применяют червячные фрезы, долбяки, резцы, абразивные круги, режущие кромки которых в процессе нарезания описывают профиль зубьев шестерни, по которой в процессе обработки, как бы обкатывается нарезаемое колесо.
Кроме того, зубья могут быть получены методом пластического деформирования.