

Технология обработки заготовок на фрезерных станках
Основная задача, которая решается при разработке операции – это обеспечение минимальное время ее выполнения. В зависимости от количества и порядка положения обрабатываемых деталей на столе станка фрезерование можно производить по следующими схемам.
Фрезерование по одной заготовке применяется в основном в единичном и мелкосерийном производстве или при обработке крупногабаритных заготовок, когда в приспособлении или на столе станка нельзя разместить больше одной заготовки.
Фрезерование нескольких заготовок установленных по одной линии последовательно друг за другом на столе станка или в многоместном приспособлении. Заготовки могут быть установлены на некотором расстоянии друг от друга (в раздвижку). Для уменьшения потерь времени на холостой пробег фрезы, фрезерные станки имеют возможность настройки перемещений стола по принципу чередующейся подачи. Ее настройка осуществляется путем установки в торцовом пазу стола станка в позициях соответствующих режиму обработки кулачки-упоры, передающие сигналы на переключение направления и величины подачи стола (рис. 147). Более производительным способом последовательного фрезерования является фрезерование заготовок, установленных пакетом. При этом способе фрезерования потери на холостой пробег фрезы в промежутках между заготовками исключены, так как они прилегают друг к другу. Поэтому, если условия обработки и конфигурация заготовок позволяют, то всегда выгодно устанавливать заготовки пакетом.
Фрезерование нескольких заготовок установленных в многоместном приспособлении или на столе станка, выполняется одновременно одной фрезой или набором фрез. При параллельном методе фрезерования машинное время сокращается во столько раз, сколько установлено заготовок в ряд. Параллельный метод применяется главным образом в условиях изготовления больших партий малогабаритных заготовок. На рис. 148 показана установка четырех винтов для параллельного фрезерования их головок четырьмя парами дисковых трехсторонних фрез.

Рис. 147. Схема фрезерования с чередующейся подачей стола станка
Параллельно- последовательный способ фрезерования сочетает параллельный и последовательный способы. Это способ позволяет получить наибольшую производительность обработки. При разработке операции фрезерной обработки партии одинаковых деталей необходимо стремиться к применению параллельно-последо-вательных способов обработки.
Схемы переходов, наиболее часто встречающиеся в фрезерных работах показаны в табл 4.
Способ закрепления фрезы зависит от ее конструкции и размеров, а также от характера выполняемой работы. Наиболее распространенными из них являются:
цилиндрические и дисковые фрезы надевают на центровую оправку (рис.149), конический хвостовик 8 которой входит в коническое гнездо шпинделя, а другой поддерживается серьгой 1. Требуемое положение фрезы на оправке обеспечивается установочными кольцами 3, 4, 6 и 7. Насаженные на оправку детали стягиваются гайкой 2, навернутой на правый конец оправки.
дисковые, торцовые фрезы надевают на концевую оправку, которая коническим хвостовиком входит в коническое гнездо шпинделя. Фрезу, имеющую конический хвостовик (рис. 150), устанавливают хвостовиком 1 в коническое гнездо шпинделя и закрепляют затяжным болтом 3. От проворачивания относительно шпинделя оправку удерживают сухари, вставленные в пазы на фланцах шпинделя и конического хвостовика оправки 1. Фреза может быть установлена на выступающий передний конец шпинделя и закреплена на нем.
концевые и другие фрезы с цилиндрическим хвостовиком связывают со шпинделем с помощью специальных патронов.

Рис. 148. Фрезерование набором фрез головок у четырех винтов
|
|
|
Рис. 149. Закрепление фрез на оправке
Таблица 4 |
||


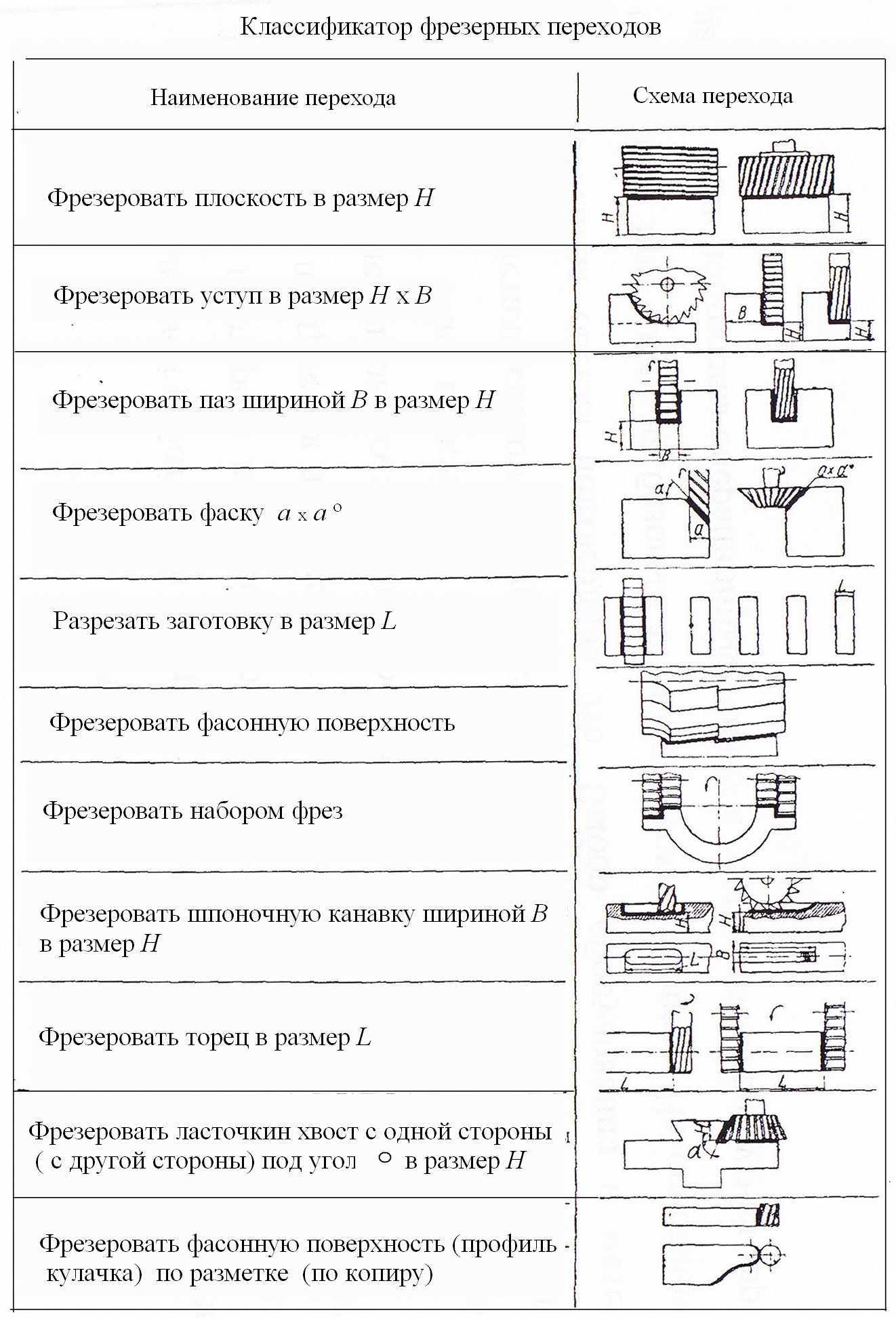

Рис. 150. Концевая фреза
Сокращение общего времени на обработку детали может быть достигнуто не только в результате сокращения времени на выполнение отдельных элементов операции или выполнение нескольких элементов одновременно, но и в результате перекрытия вспомогательного времени основным, т. е. за счет совмещения элементов вспомогательного времени со временем машинной работы фрезерного станка.
Особое значение имеет совмещение времени машинной работы с приемами закрепления и снятия заготовки, так как при скоростном резании время на закрепление и снятие заготовки составляет значительную часть общего времени обработки. Рассмотрим методы совмещения элементов машинного времени со временем на выполнение приемов закрепления и снятия заготовок.
Использование двухпозиционного поворотного стола. На рис. 151 показан поворотный двухпозиционный стол. Основная плита 6 прикрепляется болтами к столу фрезерного станка. Плита 4, вдоль которой профрезерованы три Т-образных паза, установлена на основной плите и может быть повернута вокруг вертикального штифта 3. Для лучшего направления и большей жесткости плиты 4 на основной плите 6 имеются круговые направляющие 2 и 5. Стол закрепляется в рабо-
чем положении при помощи рукоятки 1.

Рис. 151. Двухпозиционный поворотный стол
При наладке станка на работу на противоположных концах поворотного стола устанавливаются два приспособления. Во время обработки заготовки, установленной в приспособление, находящегося на одном конце поворотного стола, в приспособление, находящее на другом конце плиты, устанавливают новую заготовку. После того как первая заготовка будет обработана, нажав рукоятку 1, плиту 4 поворачивают на 180°, и новая заготовка перемещается в зону резания.
При обработке малогабаритных деталей на скоростных режимах резания часто неудобно производить установку заготовок на свободном конце поворотного стола во время фрезерования, так как выделяющаяся горячая стружка может поранить работающего. Совмещение времени выполнения приемов закрепления заготовок с машинным временем в этих случаях можно достигнуть применением специальных приспособлений-кассет (рис. 152). Обрабатываемые заготовки устанавливают во время работы станка в приспособление-кассету вблизи станка, а затем кассету с установленными заготовками закрепляют на свободном конце двухпозиционного поворотного стола в специальные фиксирующие устройства, позволяющие точно, быстро и надежно установить и закрепить приспособление-кассету на столе.

Рис. 152. Многоместное кассетное приспособление с пневматическим поршневым силовым приводом
На поворотном двухпозиционном столе можно осуществить как последовательное, так и параллельное фрезерование, а иногда и параллельно-последовательное фрезерование.
Использование индексирующих приспособле. Дальнейшим развитием обработки на поворотных приспособлениях является обработка с использованием индексирующих приспособлений . Индексирующие приспособления позволяют закреплять на станке не по две заготовки, а по нескольку и производить поворот (индексацию) на угол меньше 180° в зависимости от числа установленных в приспособлении заготовок. Обработка в индексирующих приспособлениях очень удобна при фрезеровании сторон правильных многоугольников с четным числом сторон. На рис. 153 изображена схема фрезерования квадрата на заготовках, устанавливаемых в зажимных приспособлениях на круглом поворотном столе с поворотом (индексированием) в 90° на каждую новую позицию. В приспособлении устанавливают четыре заготовки. Фрезерование производят набором четырех дисковых двухсторонних фрез 1, 2, 3, 4. Фрезы 1 и 2 фрезеруют одновременно две стороны квадрата заготовки А, а фрезы 3 и 4 — две стороны квадрата заготовки Б. После вывода фрез приспособление индексируют на 90° (2-я позиция). При этом заготовка Б, помимо перемещения по окружности, поворачивается на 90° вокруг своей оси, став в позицию для фрезерования двух противоположных сторон фрезами 1 и 2. Вместо заготовки Б на ее место становится заготовка В, которая фрезеруется по двум сторонам фрезами 3 и 4. После третьего индексирования заготовка А, будучи обработана со всех четырех сторон, поворачивается на следующую позицию и может быть снята и заменена новой заготовкой. В дальнейшем после каждого индексирования снимается одна готовая деталь. Использование обратного хода стола.
Непрерывное фрезерование. Для совмещения времени, затрачиваемого на установку заготовки, с машинным временем часто вместо двухпозиционных поворотных столов и индексирующих приспособлений пользуются методом непрерывного фрезерования, осуществляемого с помощью круглых поворотных столов с автоматической круговой подачей и приспособлениями барабанного типа. Во время обработки одних заготовок можно снимать готовые детали и закреплять новые заготовки.

Рис. 153. Схема фрезерования на индексирующем приспособлении