

4.6. Обработка шпоночных канавок и шлицевых поверхностей
Обработка шпоночных канавок
На валах шпоночные канавки выполняют двух видов: для призматических шпонок и для сегментных.
Для призматических шпонок канавки могут быть закрытыми с двух сторон, закрытыми с одной стороны и сквозными.
Сквозные и закрытые с одной стороны получают фрезерованием дисковыми фрезами на горизонтально-фрезерных станках (рис.94). Фрезерование канавки выполняется за один-два прохода. Этот способ производителен и обеспечивает точность ширины канавки.
|
где l - длина обрабатываемого участка детали; , t – глубина резания; d – диаметр фрезы; перебег инструмента при фрезеровании на проход у1 = 2…5 мм; i – число проходов; |
Рис. 94. Фрезерование сквозных шпоночных канавок дисковыми фрезами
|
|
sмин
= (sz·z·n)
– подача в мм/мин; sz
- подача
в мм/зуб; z
– число зубьев фрезы;
|
|

 ,
, об/мин; v –
скорость резания в м/мин; d
– диаметр фрезы в мм.
об/мин; v –
скорость резания в м/мин; d
– диаметр фрезы в мм.Шпоночные канавки закрытыми с одной или двух сторон получают концевыми фрезами на вертикально-фрезерных (реже горизонтально-фрезерных) станках с продольной подачей за один или несколько проходов (рис. 95). При фрезеровании канавки закрытой с двух сторон фрезе сначала сообщают вертикальную подачу для ее врезания на полную или намеченную глубину канавки (в зависимости от числа проходов), а потом включается продольная подача, и выфрезеровывается паз нужной длины. Фреза работает в основном периферийной частью. При перезаточке ее диаметр уменьшается, вследствие чего имеем невысокую точность размера канавки по ширине.
|
|
|
|




Рис. 95. Фрезерование закрытых шпоночных канавок концевыми фрезами
В расчетных формулах для определения основного времени обработки: L – длина обрабатываемой поверхности; t – толщина среза за один проход у1 = 2…5 мм; i – число проходов; d - диаметр фрезы, мм; у = 0,5d – врезание фрезы, мм.
Для получения точных по ширине канавок применяют шпоночно-фрезерные станки с «маятниковой подачей» (рис. 96). Режущим инструментом является концевая двузубая фреза с режущими кромками на ее торце. Фреза получает врезание на 0,1 … 0,3 мм, затем продольное перемещение на всю рабочую длину, в конце рабочего хода она снова получает врезание на ту же глубину, и получает возвратное перемещение на всю длину фрезерования. Процесс повторяется до тех пор, пока шпоночная канавка не будет выфрезерована на всю глубину.
а) |
б) |
|
|




Рис. 96. Фрезерование закрытых шпоночных канавок концевыми двузубыми фрезами с маятниковой подачей
Фреза работает торцовой частью, и заточка ее выполняется не по периферии, как в рассмотренном выше случае, а по торцу. В результате величина ее диаметра не изменяется, что позволяет получать более точные по ширине канавки. Недостатком этого способа является более низкая производительность по сравнению с фрезерованием за один проход. Область применения этого способа обработки – получение точных кканавок в серийном и массовом производстве.
Шпоночные канавки под сегментные шпонки получают фрезерованием дисковыми фрезами с врезной подачей, осуществляемую вертикальным перемещением стола станка на заданную глубину (рис. 97).
Основное время при фрезеровании сегментных шпоночных канавок
|
Рис. 97. Фрезерование сегментных шпоночных канавок
|

 мин
минВ отверстиях деталей шпоночные канавки получают протягиванием (серийное, массовое производство) и долблением (мелкосерийное и единичное производство).
|
При протягивании (рис. 98) заготовка 1 насаживается на направляющий палец 4, внутри которого имеется паз для направления протяжки 2. Когда канавка протягивается за 2 – 3 прохода, под протяжку помещают сменную подкладку 3. Основное время протягивания
|
Рис. 98. Обработка шпоночной канавки в отверстии протягиванием |

 ,
где L
- рабочая длина протяжки в мм; lд
– длина протягиваемой поверхности
детали в мм; v
– скорость рабочего хода протяжки в
м/мин; i –
число проходов.
,
где L
- рабочая длина протяжки в мм; lд
– длина протягиваемой поверхности
детали в мм; v
– скорость рабочего хода протяжки в
м/мин; i –
число проходов.
Обработка шлицевых поверхностей
Нарезание шлицев на наружной поверхности валов производится фрезерованием, строганием, протягиванием и холодным накатыванием.
Фрезерование шлицев червячной фрезой на шлицефрезерных станках (рис. 99) является наиболее распространенным способом их изготовления. В его основе лежит метод обкатки. Фреза кроме вращательного движения имеет продольное перемещение вдоль оси нарезаемого вала. Вал имеет вращательное движение согласованное с вращением фрезы.
Основное
время обработки
 мин,
где lo
– длина нарезаемых шлицев в мм;
lвр
– величина врезания в мм;
мин,
где lo
– длина нарезаемых шлицев в мм;
lвр
– величина врезания в мм;
 мм; h
– высота шлица в мм; Dф
– диаметр червячной фрезы в мм; lп
– величина перебега,
равная
2…5 мм;
z –
число нарезаемых шлицев, i
– число ходов (обычно i
= 1); so
– подача фрезы в мм на один оборот
нарезаемого вала; n – число оборотов
фрезы в минуту;
q
– число заходов червячной фрезы.
мм; h
– высота шлица в мм; Dф
– диаметр червячной фрезы в мм; lп
– величина перебега,
равная
2…5 мм;
z –
число нарезаемых шлицев, i
– число ходов (обычно i
= 1); so
– подача фрезы в мм на один оборот
нарезаемого вала; n – число оборотов
фрезы в минуту;
q
– число заходов червячной фрезы.
При использовании метода деления шлицы фрезеруются на горизонтально-фрезерных станках набором фрез (рис. 100) или фасонными фрезами с использованием делительных приспособлений (рис. 101).
Шлицы валов диаметром до 100 мм фрезеруют за один проход, диаметром больше 100 мм – за два.
Рис. 99. Схема фрезерования шлицев червячной фрезой |
Рис. 100. Фрезерование шлицев набором фрез |



Рис. 101. Фрезерование шлицев фасонными фрезами
Строгание шлицев на валу производится с помощью многорезцовой головки с набором радиально расположенных профильных резцов (рис. 102). Их количество соответствует числу шлицев, а профиль – профилю впадины между шлицами вала.
Обрабатываемая деталь, расположенная вертикально, получает в этом направлении возвратно-поступательные движения. При каждом ходе вверх (со скоростью 20 – 25 м/мин) резцы одновременно срезают часть металла из обрабатываемых канавок детали. При обратном ходе детали (вниз) резцы отходят в радиальном направлении, чтобы избежать трения задних поверхностей резцов об обрабатываемую поверхность. За каждый двойной ход резцы сходятся радиально на глубину установленной радиальной подачи (0,03…0,15 мм/дв. ход).
Процесс шлицестрогания производителен. Применяется в крупносерийном и массовом производстве для обработки шлицев с припуском под шлифование. Параметр шероховатость обработанной поверхности после шлицестрогания Ra = l,0...2,5 мкм.
Рис. 102. Резцовая головка шлице-строгального станка |
|
|

Шлицепротягивание (рис. 103) осуществляется двумя блочными протяжками одновременно двух диаметрально противоположных впадин на валу с последующим его поворотом после каждого хода протяжки на один шлиц.
Блок протяжки состоит из набора резцов-зубьев, которые имеют независимое радиальное перемещение. Этот метод позволяет обрабатывать сквозные и несквозные шлицы. Условием, ограничивающим обработку валов с несквозными шлицами, является разность перепадов диаметров ступеней, которая не должна превышать 25…30 мм. Данный метод применяется в массовом производстве и позволяет получить параметр шероховатости Ra = 0,63...1,2 мкм. По производительности шлицестрогание и шлицепротягивание в 5-8 раз выше шлицефрезерования.
Накатывание шлицев.
Большие перспективы имеет процесс холодного накатывания шлицев, при котором шлицы образуются пластическим деформированием без снятия стружки.
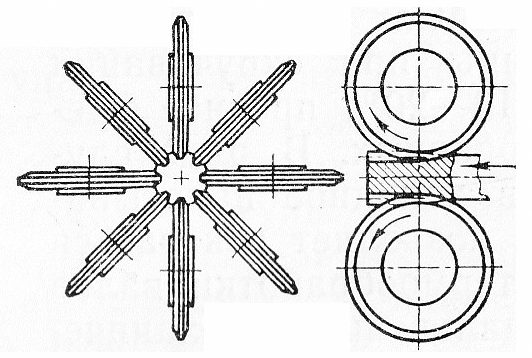
Накатка осуществляется роликами, рейками и многороликовыми профильными головками (рис.104) и имеет ряд преимуществ по сравнению с обработкой резанием: увеличение усталостной прочности и долговечности деталей; экономия металла; сокращение технологического времени.
Рис. 103. Схема протягования шлицев на валах |
Рис. 104. Схема накатывания шлицев многороликовой головкой |

.