

4.5.3. Нарезание зубьев червячных колес и червяков
Нарезание червячных колес
В крупносерийном и массовом производствах нарезание червячных колес производится на зубофрезерных станках червячной фрезой методом обкатки. Зубья червячных колес нарезают двумя способами: с радиальной подачей заготовки и с тангенциальной подачей фрезы.
При нарезании зубьев червячных колес с радиальной подачей заготовки (рис. 91, а):
ось фрезы устанавливают в плоскости, проходящей через середину обрабатываемого колеса.
Фрезе и заготовке сообщают согласованное вращение.
Заготовке дают радиальную подачу на фрезу до достижения заданного межосевого расстояния.
При нарезании зубьев червячных колес с тангенциальной подачей фрезы (рис.91, б).
а) |
б) |
Рис. 91. Нарезание зубьев червячных колес: а - способом радиальной подачи; б - способом тангенциальной подачи |
|

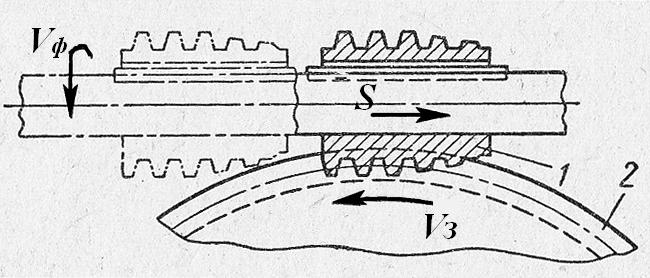
Нарезание зубьев производится при установленном межосевом расстоянии между фрезой и заготовкой. Фреза имеет 3 – 4 витка, заточенных на конус, которые образуют заборную часть. В начале обработке фрезу устанавливают так, что только крайний виток, имеющий наименьший диаметр, касается поверхности заготовки. Фрезе и заготовке сообщают согласованное вращение и фрезе перемещение вдоль оси.
Способ нарезания зубьев с тангенциальной подачей фрезы менее производителен, но обеспечивает лучшую шероховатость и точность обработки зубьев.
Нарезание червяков
Распространены червяки: архимедовы (рис. 92, а), эвольвентные (рис. 92, г), конволютные (рис. 92, в) и глобóидные (рис. 92, б).
а) |
б) |
|
|


 в)
в) г)
г)Рис. 92. Конструктивные разновидности червяков:
а – архимедов, б - глобóидный, в – конволютный, г - эвольвентный
У архимедовых червяков зуб в осевом сечении имеет прямобочный профиль, а в осевом – криволинейный выпуклый. Такие червяки представляют собой обычный винт с трапецеидальной резьбой. У конволютных червяков зуб имеет прямобочный профиль в нормальном сечении и криволинейный в осевом. Эвольвентный червяк имеет криволинейный профиль как в нормальном, так и в осевом сечениях представляет собой цилиндрическое зубчатое колесо с малым числом спиральных зубьев, имеющих большой угол наклона. Глобóидные червяки по наружной поверхности оформлены по радиусу. Их нарезание требует специальных устройств к зубофрезерным станкам.
В зависимости от масштаба производства нарезание червяков может выполняться:
профильными резцами на токарно-винторезных станках дисковыми (рис. 93, а) и пальцевыми фрезами, на универсально-фрезерных, резьбофрезерных и специальных станках;
обкаточными резцами типа дохляков на специальных червячно-долбежных станках (ЕЗ-10А) (рис. 93, б);
методом накатывания на специальных станках.
Нарезание червяков методом фрезерования является более производительным, чем нарезание их профильными резцами на токарных станках. Но при фрезеровании червяк не получается с прямолинейным профилем витка, так как ось фрезы повернута по витку червяка.
Для окончательной обработки применяют шлифование профиля (рис.93, в), притирку и полирование.
а) |
в) |
б) |
|
Рис. 93. Обработка червяков: а - дисковой фрезой; б - долбяком; в - шлифовальным кругом |


