

4.3.2. Обработка плоских поверхностей абразивным инструментом
Шлифование
Плоское шлифование применяется для обдирочной, предварительной и чистовой обработки плоских поверхностей.
Обдирочное шлифование плоскостей может быть предварительной или окончательной операцией, если не требуется большой точности или низкой шероховатости. Припуск на шлифование должен быть значительно меньше, чем для фрезерования и строгания. При больших припусках оно становиться неэкономичным. Обдирочное шлифование применяется когда, наличие твердой корки на поверхности детали или большая твердость её материала затрудняет фрезерование или строгание. Оно применяется также при обработке плоских поверхностей деталей с малой жесткостью.
Предварительное и чистовое шлифования плоскостей производится для получения большей точности и низкой шероховатости поверхности, если не представляется возможным достигнуть этого фрезерованием или строганием.
Шлифование может выполняться торцом круга (рис. 61) или его периферией (рис. 62). При шлифовании торцовой частью круга применяют круги чашечной или тарельчатой формы. При такой форме круга изнашивается только та его часть, которая находится в соприкосновении с обрабатываемой поверхностью, и поэтому отпадает необходимость править всю поверхность круга. Кроме того, различие скоростей вращения отдельных точек торца круга меньше влияет на точность и качество обработки поверхности.
Шлифование торцом круга более производительно, так как в процессе работы торцом бóльшая площадь шлифовального круга находится в соприкосновении с обрабатываемой поверхностью и большее количество абразивных зёрен участвует в работе. Шлифование периферией круга менее производительно, но даёт более высокую точность, чем при шлифовании торцом круга. Работа ведётся с обильным охлаждением для предупреждения появления на поверхности детали прижегов и её деформации от нагревания.
Плоскошлифовальные станки выпускаются с прямоугольным или круглым столом. Последние бывают одношпиндельные и двухшпиндельные.
а) |
б) |
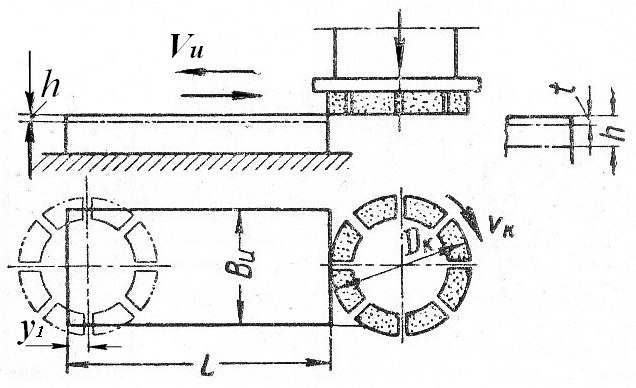

Рис. 61. Схемы плоского шлифования торцом круга на станке:
а) с плоским столом; б) с круглым столом
Усилия резания при шлифовании относительно невелики, и для крепления деталей при обработке плоскостей широко применяют электромагнитные плиты и плиты с постоянными магнитами.
а) |
б) |
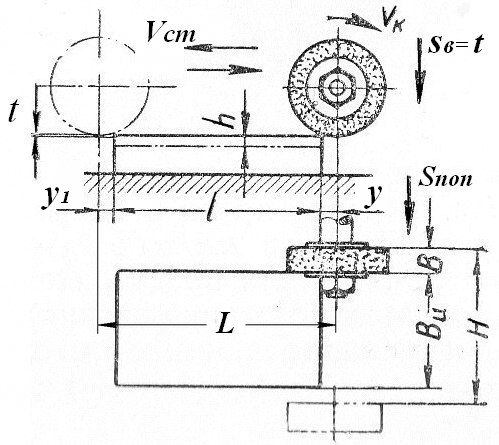

Рис. 62. Схемы плоского шлифования периферией круга на станке:
а) с плоским столом; б) с круглым столом
Плоское шлифование обеспечивает получение 7-го квалитета точности размеров обрабатываемой детали, плоскостность до 0,002 мм на 100 мм длины и шероховатость поверхности 6 – 8 классов.
Основное время обработки:
- плоское шлифование торцом круга на станках с прямоугольным столом:

где L - длина продольного хода шлифовального круга, мм; y1 = 5 мм; Vu – скорость заготовки, м/мин; h – припуск на шлифование на сторону в мм;
t – глубина шлифования, мм; m – число заготовок, устанавливаемых на столе; kз – коэффициент зачистных проходов (для предварительного шлифования kз = 1,2…2; для окончательного kз = 1,2…1,5).
- плоское шлифование торцом круга на станках с круглым столом:

где nст – число оборотов стола станка в мин; h – припуск на шлифование на сторону в мм; t – глубина шлифования, мм; m – число заготовок, устанавливаемых на столе; kз – коэффициент зачистных проходов (для предварительного шлифования kз = 1,2…2; для окончательного kз = 1,2…1,5).
- плоское шлифование периферией круга на станках с прямоугольным столом:
 ,
,
где
L
- длина продольного хода стола станка,
мм.
 ,
y1
=
5 мм;
,
y1
=
5 мм;
nст – число ходов стола в мин; Н – длина прохода круга в поперечном направлении, Н= В + Вu + 5 мм; h – припуск на шлифование на сторону в мм; t – глубина шлифования (t = sпоп) мм/ход; sпоп – поперечная подача в мм/ дв.ход; h – припуск на шлифование на сторону в мм; kз – коэффициент зачистных проходов (для предварительного шлифования kз = 1,15…1,35; для окончательного kз = 1,25…1,5).
- плоское шлифование периферией круга на станках с круглым столом:

где b – ширина шлифуемой поверхности; b1 = 5 мм - боковой сход круга;
h – припуск на шлифование на сторону в мм; sпоп – поперечная подача по ширине детали в мм; sв – вертикальная подача круга на один оборот стола в мм; nст – число оборотов стола станка в мин; m – количество деталей, одновременно устанавливаемых на столе станка; kз – коэффициент зачистных проходов (для предварительного шлифования kз = 1,15…1,35; для окончательного kз = 1,25…1,5).