

3068
.pdfвочной оснастки экономически нецелесообразно. Сварные заготовки получают путем соединения сваркой комплекта предварительно подготовленных отдельных деталей, определяющих в целом геометрическую форму требуемой заготовки. На рис. 8.11 для примера представленысварныезаготовкикорпусачервячногоредуктора, зубчатогоколеса и шкива, которые составлены из различных по геометрии деталей, в местах соединения которых расположены сварные швы, показанные стрелками.
а) б) в)
Рис. 8.11. Сварные заготовки: а – корпуса червячного редуктора; б – зубчатого колеса; в – шкива
В качестве исходного материала для получения сварных заготовок станин, рам, корпусов, плит, кронштейнов применяют листовой прокат стали Ст3…Ст5 различной толщины (4…15 мм и более). Стальные листы размечают на прямоугольники, квадраты, треугольники (косынки), бобышки требуемых размеров, а затем разрезают по разметке или по шаблонам с помощью газовых или электрических резаков. Резка деталей из листа может выполняться также на прессножницах, гильотинных и дисковых ножницах. Необходимые детали круглой, квадратной, шестигранной или кольцевой формы получают путем мерной отрезки соответствующего проката или трубы. В современном автоматизированном производстве применяют автоматический раскрой с использованием компьютера и автоматическую разрезку листа на установках для лазерной, микроплазменной или газопламенной резки.
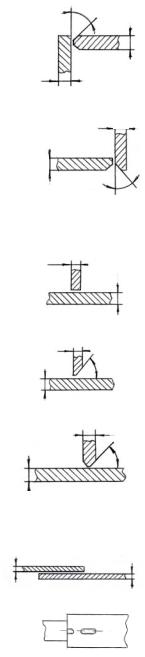
Подготовленные детали поступают в механические цеха, где выполняют их обработку по контуру на строгальных, фрезерных или токарных станках для создания требуемой геометрии сварных швов, обеспечивающих получение надежных сварных соединений (табл. 8.11).
41

|
|
|
Таблица 8.11 |
|||||
Типы сварных соединений по ГОСТ 2601–74 |
||||||||
Вид соединения |
Толщина |
|
Эскиз |
|||||
|
листа S, |
|
|
|
|
|
|
|
|
мм |
|
|
|
|
|
|
|
1 |
2 |
|
3 |
|
|
|
|
|
Стыковые соединения |
|
|
|
|
|
|
|
|
|
|
S |
1 |
|
|
|||
|
|
|
|
S |
||||
С отбортовкой двух кромок |
1 – 3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S |
1 |
|
|
|
||
Без скоса кромок |
1 – 6 |
|
|
S |
||||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
50 5 |
|||||
|
|
S |
1 |
|
|
|
||
Со скосом одной кромки |
4 – 26 |
|
|
S |
||||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
С двумя симметричными скосами одной |
12 – 60 |
|
50 5 |
|||||
|
1 |
|
|
|
|
|||
кромки |
S |
S |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
27 3 |
|||||
Со скосом двух кромок |
8 – 50 |
|
1 |
|
|
|
||
S |
|
|
S |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
10 2 |
|||||
С криволинейным скосом двух кромок |
15 – 100 |
|
1 |
|
||||
|
|
|
S |
|
||||
|
|
S |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
С двумя симметричными скосами двух |
|
|
27 3 |
|||||
|
|
1 |
|
|
|
|||
|
12 – 60 |
S |
|
|
S |
|
||
кромок |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
С двумя симметричными скосами двух |
|
|
10 2 |
|||||
30 – 100 |
|
1 |
|
|
|
|||
кромок |
S |
|
|
S |
|
|||
|
|
|
|
|
|
|
|
|
Угловые соединения |
|
|
|
|
|
|
|
|
Без скоса кромок |
1 – 6 |
|
|
S |
||||
|
|
|
S1 |
|||||
|
|
|
|
|
|
|
|
|
Со скосом одной кромки |
4 – 26 |
|
1 |
S |
|
|||
|
|
|
|
|
|
|||
|
|
|
S |
|||||
|
|
|
50 5 |
|||||
|
|
|
|
|
|
|
|
|
42
|
|
Окончание табл. 8.11 |
||||
Вид соединения |
Толщина |
|
|
|
Эскиз |
|
|
листа S, |
|
|
|
|
|
|
мм |
|
|
|
|
|
1 |
2 |
|
3 |
|
||
|
|
|
|
|
50 5 |
|
|
|
|
|
|
|
S |
С двумя скосами одной кромки |
12 – 60 |
|
|
|
|
|
|
|
|
|
|
S1 |
|
|
|
|
|
|
|
|
Со скосом двух кромок |
12 – 50 |
|
1 |
|
S |
|
|
|
|
||||
|
|
|
S |
50 5 |
||
|
|
|
|
|
||
|
|
|
|
|
|
|
Тавровые соединения |
|
|
|
|
||
|
|
|
|
|
|
|
Без скоса кромок |
2 – 20 |
|
|
|
S |
|
|
|
|
S |
|||
|
|
|
1 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
S |
|
Со скосом одной кромки |
4 – 30 |
|
1 |
50 5 |
||
|
|
|
|
|
||
|
|
|
S |
|||
|
|
|
|
|
|
|
|
|
|
|
|
S |
|
С двумя скосами одной кромки |
12 – 60 |
|
1 |
|
|
50 5 |
|
|
|
|
|
|
|
|
|
|
S |
|||
|
|
|
|
|
|
|
Соединение внахлестку |
|
|
|
|
||
Без скоса кромок |
|
S |
1 |
|||
|
|
|
|
|
S |
|
|
|
|
|
|
|
|
С удлиненным отверстием |
|
|
|
|
|
|
|
|
|
|
|
|
|
При сварке встык элементов различной толщины (см. табл. 8.11) наибольшая допустимая разность (S1 – S) согласно ГОСТ 5264–80 зависит от толщины тонкого элемента:
43
S, мм |
до 3 |
4 – 8 |
9 – 11 |
12 – |
25 |
25 |
S1 – S, мм |
0,7 |
1,6 |
4 |
5 |
|
7 |
При разности толщины, превышающей указанные пределы, на толстом элементе делают пологий скос длиной L = 5(S1 – S) для одностороннего скоса и L = 2,5(S1 – S) – для двустороннего. Допускается смещение свариваемых кромок в зависимости от толщины свариваемых элементов: 0,5 мм – для S ≤ 4 мм; 1 мм – для S = 4…10 мм; 0,1S – для S > 10 мм.
Использование современных установок лазерной и газопламенной резки с компьютерными системами ЧПУ (СNC), обеспечивающими точность позиционирования ± 0,1 мм, позволяет до минимума уменьшить припуски под отделку сварных швов, а в ряде случаев вообще исключить необходимость механической обработки контура свариваемых деталей.
Подготовленные для сварки детали собирают в единую конструкцию, для чего используют струпцины и специальные сборочные приспособления, обеспечивающие требуемую ориентацию соединяемых деталей. После этого выполняют сварку. Детали соединяют главным образом ручной электродуговой сваркой, газовую сварку используют значительнореже. Дляручнойдуговойсваркивыбираютдиаметрэлектрода dэ в соответствии с толщиной свариваемого материала S:
S, мм |
1 – 2 |
3 – 5 |
4 – 10 |
12 |
– 24 |
30 |
– 60 |
dэ, мм |
2 – 3 |
3 – 4 |
4 – 5 |
5 – 6 |
5 – 8 |
||
В зависимости от диаметра электрода определяют необходимую силутокаIсв, используядляэлектродовдиаметром3…6 ммзависимость
Iсв = (20 + 6dэ) · dэ.
Впроцессе сварки имеет место концентрация внутренних напряжений, поводка и коробление получаемых заготовок. Для уменьшения этого предусматривают низкотемпературный отжиг в печах или наложение специальных сварных швов (местный нагрев, обеспечивающий уравновешивание поводок).
Взависимости от расположения швы делятся на односторонние и двусторонние, сплошные и прерывистые, а по положению в простран-
44
стве – на нижние, вертикальные, горизонтальные, потолочные. Основныетипы, конструктивныеэлементы, размерыиусловныеобозначения сварных соединений стандартизованы [31].
Чертежи сварных деталей (заготовок) оформляют как сборочные чертежи и при
анализе конструкторской документации следует руководствоваться ГОСТ 2.312–72.
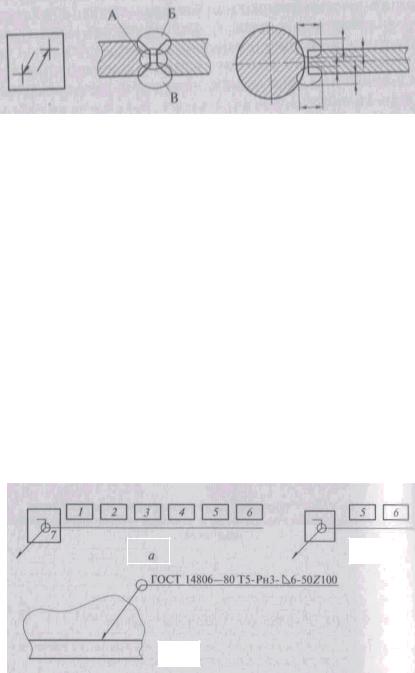
При точечной сварке видимую одиночную свар-
ную точку изображают знаком «+» с указанием стрелкой (рис. 8.12, а), невидимые точки не изображают. При изображении сечения многопроходногошвадопускаетсявыноситьконтурыотдельныхпроходов, которые обозначают прописными буквами русского алфавита (рис. 8.12, б). Нестандартные швы изображают с конструктивными элементами кромок в границах шва, которые обозначают сплошными тонкими линиями, и с указанием размеров конструктивных элементов (рис. 8.12, в).
Независимо от способа сварки сварные швы на чертеже соединения изображают: видимые – сплошной основной линией; невидимые – штриховой линией. Положение шва указывает выносная линия со стрелкой.
Условноеобозначе- |
|
|
|
|
ние лицевого стан- |
|
|
|
|
дартного шва на- |
|
|
|
|
носят над |
полкой |
|
|
|
|
а) |
б) |
||
линии-выноски, а |
|
|
|
|
|
|
|
||
оборотного |
шва – |
|
|
|
под линией полки- |
|
|
|
|
выноски |
(рис. |
|
|
в) |
8.13). Лицевой сто- |
Рис. 8.13. Форматызаписиприобозначениисварных |
|||
ронойсчитают: для |
швов: а – стандартного; б – нестандартного; в – пример |
|||
одностороннего |
обозначения |
|
||
шва – сторону, с которой производится сварка; для двустороннего шва –
45
сторону, с которой производится сварка основного шва (если подготовканесимметричная); длядвустороннего шва (при симметричной подготовке) – любую сторону.
Форматы записей условного обозначения стандартного и нестандартного швов приведены на рис. 8.13. Позиции условного обозначения шва (см. рис. 8.13, а, в) включают:
1 – обозначениестандарта, определяющеготипыиконструктивные элементы швов сварных соединений;
2 – буквенно-цифровое обозначение шва согласно стандарту; 3 – условное обозначение способа сварки (допускается не ука-
зывать); 4 – знак и размер катета по стандарту;
5 – для прерывистого шва – длина провариваемого участка; для одиночной сварной точки – расчетный диаметр точки;
6 – обозначение вспомогательных знаков, указывающих на незамкнутость линии шва, необходимость усиления или обработки шва;
7 – обозначениевспомогательныхзнаков, указывающихзамкнутую линию шва и выполнение его при монтаже изделия [31].
Если согласно технологии предусматривается механическая обработкашва, топослевспомогательныхзнаковуказываютшероховатость поверхности шва.
Для достижения существенной экономии металла во многих случаях применяют комбинированные методы получения заготовок. Комбинированным методом получают штампо-сварные и литосварные заготовки, у которых отдельные элементы конструкции, полученные штамповкой, литьем или механообработкой, сваривают в единое целое. На рис. 8.14. приведены штампо-сварные заготовки тормозного барабана и корпуса топливного фильтра. У тормозного барабана к штампованному корпусу с малой толщиной стенки привариваются бобышки под резьбу, а у корпуса топливного фильтра к стакану, полученному объемной штамповкой, приваривают кольцо, получаемое механической обработкой.
46

а)
б)
Рис. 8.14. Штампо-сварные заготовки: а – тормозного барабана; б – корпуса топливного фильтра
8.7. Получение заготовок и изделий методом порошковой металлургии
Методами порошковой металлургии создают заготовки и изделия из металлических порошков и их смесей (композиционные материалы), которые могут включать также неметаллические составляющие.
47
При этом основной компонент порошков в процессе изготовления изделий не доводится до расплавления.
Порошковая металлургия характеризуется высокой технической и экономической эффективностью. Она позволяет получать материалы с особыми физико-химическими и механическими свойствами – жаропрочные, коррозионно-стойкие, с повышенными фрикционными свойствами, которые, в ряде случаев, нельзя получить никаким другим методом. Представляется возможным получать детали с неравномерным распределением их физических свойств, обеспечивая усиление участков, подверженных действию наибольших нагрузок. При этом получаемые детали имеют точную геометрическую форму, что позволяет в 2-5 раз снизить трудоемкость их механообработки и в 1,5-2 раза уменьшить себестоимость.
Технологияизготовленияизделийэтимметодомвключаетоперации:
1)получение необходимых металлических порошков;
2)формовка изделий из порошков;
3)спеканиеполученныхизделийдодостижениятребуемойтвердости;
4)отделкаотдельныхповерхностейдеталеймеханическимметодом. Металлические порошки получают механическим методом,
физико-химическимихимическимметодами, атакжеметодомгранулирования, когда капли металла, попадая в воду, гранулируются в мелкие частицы. Размеры получаемых крупиц порошка обычно составляют от 0,1 мкм до 0,1 мм. Промышленное применение нашли механические
ифизико-химические методы получения порошков. Механические методы не изменяют химический состав исходных материалов при превращении их в порошки. К этим методам относятся дробление, размол или истирание твердых веществ. С этой целью применяют различное дробильно-измельчительное оборудование: дробилки, вращающиеся шаровые мельницы, а также вибрационные, планетарные, центробежные, вихревые и молотковые мельницы.
Физико-химические методы являются более универсальными, они связанны с изменением химического состава или состояния исходного сырья. Эти методыэкономичны, так какпозволяют использовать дешевое сырье – отходы производства в виде окалины, различных оксидов
идругое. К ним относятся методы восстановления оксидов, позволяющие получать порошки железа, вольфрама, молибдена, кобальта, никеля, меди; методы осаждения металлического порошка, используемые
48
для получения меди, никеля, кобальта; методы электролитического получения металлических порошков, а также методы разложения легколетучих соединений металлов.
Полученные порошки подвергают дополнительной термической обработке – отжигу, который проводится в защитной или восстановительной атмосферах. В результате происходит восстановление оксидов, удаление части примесей и устранение наклепа, образуемого при измельчении исходных материалов.
С целью облегчения технологической переработки в порошки вводят специальные добавки – пластификаторы, легкоплавкие материалы, летучие вещества и др. Подготовленные смеси тщательно перемешивают, а перед формованием проводят дегазацию порошка, что позволяет удалить газ с поверхности частиц порошков и из занимаемого объема смесителей.
Для прессования порошков используют:
1)холодное прессование в специальных пресс-формах, имеющих требуемую геометрию;
2)горячее прессование при подогреве формы; при этом процессы спекания и прессования совмещены;
3)специальные методы прессования: взрывное, электрогидравлическое, электромагнитное, пневмомеханическое, вибрационное;
4)прессование путем проката.
Врезультате прессования происходит уплотнение порошка и усиление контакта между частицами, что приводит к деформации и разрушению отдельных частиц. При этом возможно неравномерное распределение давления по высоте брикета, что влечет за собой снижение качества изделия. Заготовка, полученная после прессования, имеет остаточные напряжения и несколько увеличенные размеры, что необходимо учитывать при необходимости изготовления качественных и точных изделий.
Горячее прессование выполняется в тех случаях, когда по технологии требуется поддержание рабочей температуры, равной в среднем 0,7 температуры плавления порошка. Оно применяется для однородных плохо прессуемых и спекаемых материалов с высокой плотностью
ипрочностью.
Специальные методы прессования в пресс-формах обеспечивают создание импульсных нагрузок. Для получения изделий повышенной
49
плотности с высокой точностью размеров и хорошим качеством поверхности применяют динамическое горячее прессование, которое является разновидностью пневмомеханического формования. При этом порошок прессуется дважды: предварительно при комнатной температуре, а затем после нагрева окончательно прессуется динамической нагрузкой.
В процессе прокатки порошок из бункера подается в зазор между вращающимися валками, в результате получают однородный или многослойныйпрокат. Дляхимическиактивныхпорошковтитана, тантала, циркония и других металлов прокатку проводят в вакууме или защитных средах. Таким методом изготовляют различные профили и проволоку, а также ленты толщиной 0,02...3 мм и шириной до 300 мм.
Прутки различных профилей, а также трубы из трудно прессуемых тугоплавких материалов получают выдавливанием. При этом в порошок добавляют специальный пластификатор, позволяющий улучшить сцепление частиц и уменьшить их трение о пресс-форму.
Важной операцией является спекание полученных изделий. Температураспеканияобычносоставляет0,7...0,9 температурыплавлениялегкоплавкого компонента. Для заготовок из конструкционных материалов наосновежелезатемператураспеканиясоставляет1100…1200 °С, а для изделий на основе бронзы – 850…900 °С.
Операция спекания выполняется в электропечах, где продолжительность выдержки составляет от нескольких минут до часов. При этом необходимо обеспечить соблюдение требуемого режима температуры и времени выдержки, так как их превышение может вызвать рост зерна материала и, как следствие, ухудшение механических свойств изделия.
С целью восстановления поверхностных оксидов при спекании создают восстановительные атмосферы, а для химически активных металлов применяют защитные атмосферы с использованием азота, аргона и др. Применяют также различные защитные засыпки (кварцевый песок, оксид алюминия, графитовую крошку и др.), обеспечивающие изоляцию спекаемого изделия от окружающей атмосферы. Осуществляют также спекание в вакууме. Это защищает компоненты от воздействия воздуха и способствует удалению из материалов газов и летучих примесей.
Для улучшения контакта между частицами и создания при спека-
50