

4445
.pdfДля построения прямолинейной зависимости необходимо определить среднеквадратические отклонения:
|
|
|
|
2 |
|
|
|
2 |
||
|
|
|
|
|
|
|
|
|||
Sx= |
сp. |
x |
Sy |
Yсс. y |
||||||
|
|
; |
|
, |
||||||
|
|
|
||||||||
|
|
n |
|
|
|
|
|
n |
||
где n — количество случаев расхода.
Среднее квадратическое отклонение также может быть определено по приближенной формуле
|
хmax – хmin |
|
уmax − уmin |
|||
Sx = |
|
; |
Sу = |
|
. |
|
3 |
3 |
|||||
|
|
|
|
|||
Параметры обратной зависимости а и b определяются путем следующей системы уравнений:
nb+а∑1/х=∑у b∑1/х+а∑1/х2=∑у/х
Расчётно-аналитический метод не имеет объективных недостатков, является научно обоснованным.
Пример 1: Расчёт прямолинейной нормативной зависимости. Определить норматив расхода краски при распылении в зависимости от длины "факела"; в результате эксперимента получены следующие данные:
Таблица 3 Исходные данные для расчёта
|
Показатели |
Признак |
|
|
|
Результаты эксперимента |
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
1. |
Длина "факела", |
х |
10 |
15 |
20 |
25 |
30 |
35 |
|
40 |
45 |
50 |
мм |
|
|
|
|
|
|
|
|
|
|
|
|
2. |
Удельный расход |
У |
20 |
24 |
32 |
35 |
40 |
48 |
|
60 |
70 |
72 |
краски, г |
|
|
|
|
|
|
|
|
|
|
|
|
Решение:
1. Определяется коэффициент корреляции между длиной "факела" и удельным расходом краски
|
|
|
|
|
|
|
Таблица 4 |
|
n |
x |
у |
хср. - х |
уср. - у |
(хср.-х)*( уср.-у) |
(хср.-х)2 |
|
(уср -у)2 |
1 |
10 |
20 |
20 |
24,6 |
492 |
400 |
|
605,2 |
2 |
15 |
24 |
15 |
20,6 |
309 |
225 |
|
424,4 |
3 |
20 |
32 |
10 |
12,6 |
126 |
100 |
|
158,8 |
4 |
25 |
35 |
5 |
9,6 |
48 |
25 |
|
92,2 |
51
Продолжение таблицы 4
5 |
30 |
|
40 |
|
0 |
|
|
4,6 |
|
|
0 |
0 |
|
21,2 |
||||
6 |
35 |
|
48 |
|
-5 |
|
|
-3,4 |
|
17 |
25 |
|
11,6 |
|||||
7 |
40 |
|
60 |
|
-10 |
|
|
-15,4 |
|
154 |
100 |
|
237,2 |
|||||
8 |
45 |
|
70 |
|
-15 |
|
|
-25,4 |
|
381 |
225 |
|
645,2 |
|||||
9 |
50 |
|
72 |
|
-20 |
|
|
-27,4 |
|
548 |
400 |
|
750,8 |
|||||
|
∑270 |
∑446 |
|
0 |
|
|
0 |
|
|
∑2075 |
∑1500 |
|
∑2946,6 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
хср. = 30 |
уср..= 44,6 |
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
∑(хср. - х) |
(уср. - у) |
|
|
|
2075 |
|
|
|
|
||||
|
r = |
|
|
|
|
= |
|
|
|
|
= 2075/2102,4=0,986 |
|
||||||
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
∑(хср. - х)2 |
∑(уср. - у) |
|
|
|
1500*2946,6 |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|||||||||
2. Определяем среднеквадратическое отклонение:
|
|
|
|
|
|
|
∑(хср. - х)2 |
|
|
1500 |
|
||||||||
|
Sx = |
|
|
|
|
= |
|
|
|
|
|
= 12,9 |
|||||||
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
n |
9 |
|
|
|||||||||
|
|
|
|
∑(уср. - у)2 |
|
|
2946,6 |
|
|
||||||||||
Sу = |
|
|
= |
|
|
|
|
= 327, 4=18,1 |
|||||||||||
|
|
|
|||||||||||||||||
|
|
|
|
|
n |
9 |
|
|
|
||||||||||
3. Определяем уравнение нормативной прямой: |
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
Sy |
|
||||||||
|
|
|
|
|
|
у – уср. = r |
|
|
|
|
|
|
|
(x – xср.); |
|
||||
|
|
|
|
|
|
|
|
|
|
Sx |
|
||||||||
|
|
|
|
|
|
|
|
|
|
18,1 |
|
|
|
|
|
|
|||
|
|
|
|
у – 44,6=0,986 |
|
12,9 |
|
|
(х-30); |
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
у=1,38х + 3,2 |
|
|||||||||||
Решение данного уравнения позволит получить нормативную зависимость.
4. С помощью нормативной зависимости рассчитываются нормативные значения удельного расхода краски в зависимости от выбранного фактора − длина "факела":
52
Расчет нормативных значений удельного расхода краски Таблица 5
Показатели |
|
|
|
Нормативные значения |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
1. Длина "факе- |
|
|
|
|
|
|
|
|
|
ла", мм |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
45 |
50 |
|
|
|
|
|
|
|
|
|
|
2. Удельный рас- |
|
|
|
|
|
|
|
|
|
ход краски, г |
17 |
23,9 |
30,8 |
37,7 |
44,6 |
51,5 |
58,4 |
65,3 |
72,2 |
|
|
|
|
|
|
|
|
|
|
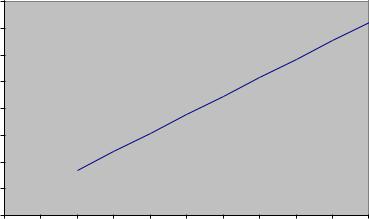
Строится график прямолинейной нормативной зависимости . |
|||||||||
80 |
|
|
|
|
|
|
|
|
|
70 |
|
|
|
|
|
|
|
|
|
60 |
|
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
|
|
40 |
|
|
|
|
|
|
|
|
|
30 |
|
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
45 |
50 |
Рис. 2. Нормативная зависимость удельного расхода краски
Пример 2: Определить норматив удельного расхода горючего для двигателей внутреннего сгорания в г/л.с. − час в зависимости от мощности двигателя.
Исходные данные: х − мощность двигателя, л.с. у − удельный расход горючего, г/л.с.ч.
Результаты замеров Таблица 6.
Мощность двигателя, |
X |
80 |
100 |
150 |
200 |
600 |
|
л.с. |
|||||||
|
|
|
|
|
|
||
Удельный расход го- |
У |
260 |
225 |
220 |
205 |
200 |
|
рючего г/л. с. - час |
|||||||
|
|
|
|
|
|
53
1. Определяется зависимость вида:
у = а/х + b.
Параметры а и b определяют, решая систему уравнений:
|
1 |
|
n b + a |
— = |
y |
|
x |
|
1 |
1 |
y |
b — + a |
—— = |
—. |
x |
x 2 |
x |
Для решения системы уравнений составляем таблицу:
Исходные данные для расчета Таблица 7
№ |
Х |
У |
1/X |
1/х2 |
У/X |
п/п |
|
|
|
|
|
|
|
|
|
|
|
1 |
80 |
260 |
0,012 |
0,000144 |
3,25 |
2 |
100 |
225 |
0,01 |
0,0001 |
2,25 |
3 |
150 |
220 |
0,007 |
0,000049 |
1,47 |
4 |
200 |
205 |
0,005 |
0,000025 |
1,03 |
5 |
600 |
200 |
0,002 |
0,000004 |
0,33 |
∑ |
1130 |
1110 |
0,036 |
0,000322 |
8,33 |
|
|
|
|
|
|
Итоги таблицы подставляем в систему уравнений и получаем:
5 b + 0,036 а = 1 110
0,036 b + 0,000322 а = 8,33
0,000322 |
8,33 |
||
b + |
|
а = |
|
|
|
||
0,036 |
0,036 |
||
или
b + 0,009 a = 231 b = 231 − 0,009 * a
5 (231-0,009 a) + 0,036*a = l 110 1155 − 0,045 a+ 0,036 * a = l 110
45 = 0,009 a a = 5000
b = 231 − 0,009 5 000 b = 185
54
Таким образом, нормативное уравнение имеет следующий вид:
5 000
у = |
|
+ 185 |
|
х
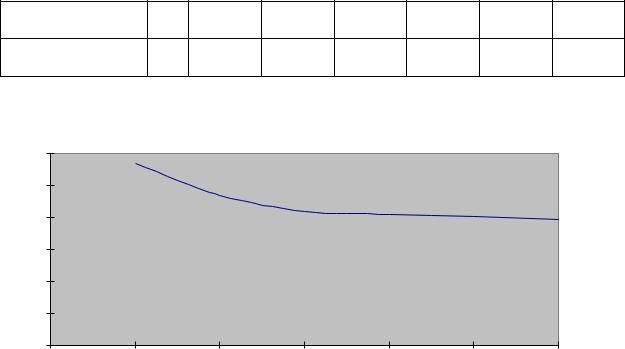
На основании полученного уравнения рассчитываются нормативы удельного расхода горючего, которые представим в таблице:
|
|
|
Расчет значений нормативной зависимости Таблица 8 |
||||||
Мощность |
двигате- |
X |
50 |
100 |
200 |
250 |
300 |
400 |
|
ля, л. с. |
|
||||||||
|
|
|
|
|
|
|
|
||
Удельный |
расход |
У |
285 |
235 |
210 |
205 |
201 |
197 |
|
горючего, г/л.с.ч. |
|||||||||
|
|
|
|
|
|
|
|||
Строим график: |
|
|
|
|
|
|
|
||
300 |
|
|
|
|
|
|
|
|
|
250 |
|
|
|
|
|
|
|
|
|
200 |
|
|
|
|
|
|
|
|
|
150 |
|
|
|
|
|
|
|
|
|
100 |
|
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
50 |
|
100 |
200 |
250 |
|
300 |
400 |
|
|
|
|
|
х |
|
|
|
|
|
|
Рис.3. Нормативная зависимость удельного расхода |
|
|||||||
Расчётно-аналитический метод используют для расчета норм расхода материальных ресурсов во всех отраслях промышленности, кроме опытных производств. К числу преимуществ данного метода следует отнести:
1)точность в расчётах и научная обоснованность;
2)возможность широкого использования.
Кчислу недостатков можно отнести тот факт, что применение данного метода затруднительно для деталей и изделий сложной конфигурации.
55
3.3. Опытно-экспериментальный метод нормирования
Метод основан на определении величины нормообразующих элементов путём проведения серии опытов и экспериментов. Осуществляется в двух вариантах − Главное требование к последнему, максимальное приближение к производственным условиям, опытно -производственный, опытно-лабораторный.
Опытно-экспериментальный метод включает несколько стадий.
1.Подготовка условий производственного потребления материальных ресурсов:
а) проверка соответствия исходных материалов требованием ГОСТа; б) выбор места проведения опыта; в) проверка состояния оборудования и его соответствия необходи-
мым требованиям; г) подготовка исходного материалов в количестве, достаточном для
проведения необходимой серии опытов; д) подготовка мерной тары, весов и т.д.
2.Проведение серии опытов или экспериментов в количестве достаточном для обеспечения достоверности результатов, с занесением всех результатов в специальный журнал.
Требования к проведению опытов:
• запись результатов опытных замеров должна производиться в специальном журнале;
• должна строго соблюдаться последовательность стадий технологического процесса;
• число опытов должно обеспечивать достаточную достоверность их результатов.
Опытные замеры расхода материальных ресурсов могут производиться:
1)путём взвешивания материала до и после опыта;
2)взвешивания объекта расхода до и после опыта;
3)использования мерной тары;
4)непосредственных замеров.
3. Обработка результатов опыта и на их основе установление нормы. Основным недостатком этого метода является субъективный подход при корректировке результатов опытов и невозможность точного модели-
рования производственных условий при опытно-лабораторном нормировании.
Этот метод чаще всего используют для установления норм расхода материальных ресурсов в мелкосерийном, многономенклатурном производстве, опытном производстве, а также для проверки норм определяемых другими методами.
56
3.4. Статистический метод нормирования
Статистический метод нормирования расхода материальных ресурсов применяется в тех случаях, когда нет возможности применить расчет- но-аналитический или опытно-экспериментальный для установления норм.
Сущность его в определении удельного расхода материальных ресурсов на выбранный измеритель нормы. Норму получают на основе статистических (отчётных) данных о количестве выпущенных изделий и израсходованных материалов за прошлый период. Данные берутся из документов бухгалтерского или складского учёта материальных ресурсов.
Обязательным условиями применения этого метода являются:
•полнота отчётных данных о расходе материальных ресурсов;
•сопоставимость данных прошлого периода с планируемым. Главным недостатком этого метода являются перенесение всех орга-
низационных и технологических недостатков на новые нормы; не позволяет учесть внедрение инноваций. Поэтому корректность установленных норм при наличии возможности желательно проверить контрольными замерами.
В хозяйственной практике в настоящее время используется усовершенствованный вариант данного метода: норма расхода рассчитывается на уровне средней прогрессивной величины, которая устанавливается как средняя величина из наилучших достижений в расходе материала.
Расчёт нормы расхода при использовании данного варианта метода складывается из двух этапов.
I этап. Сбор фактических данных о расходе материалов. На этом этапе из первичных расходных документов (лимитных карт, лимитнозаборных книг, нарядов) выбираются данные о фактическом расходе материалов, формируется статистический массив, т.е. собранные данные упорядочиваются и удаляются нехарактерные данные.
II этап. Обрабатываются полученные данные. Аналитическая обработка осуществляется в следующем порядке (собственно это порядок расчета).
1. Определяется средний расход материальных ресурсов по всему статистическому массиву Рср.:
|
∑Рi ni |
|
|
Рср = |
|
, |
|
ni |
|||
|
|
||
где Рi — фактический расход материала; |
|
||
ni — количество данных в статистическом массиве.
2. Определяются наилучшие значения среди данных о фактическом расходе. При этом наилучшими считаются фактические значения, не пре-
57
вышающие средний расход (Рн ≤ Р).
3.Подсчитывается количество наилучших значений по всему статистическому массиву "nн".
4.Рассчитывается норма расхода материальных ресурсов:
• при количестве наилучших значений меньше половины статистического массива (nн < 0,5ni); норма расхода рассчитывается по формуле
∑Рн nн+ Рср (∑ni - ∑nн) |
||||
Нр = |
|
|
, |
|
∑ni |
|
|||
|
|
|
|
|
где Рн — наилучший расход; |
|
|
|
|
nн — количество случаев наилучшего расхода; |
||||
n — весь статистический массив. |
|
|
|
|
Если nн ≥ 50 %, норма расхода рассчитывается по формуле |
||||
|
|
∑Рн nн |
||
|
Нр = |
|
. |
|
∑nн
Пример. Определить норму расхода пресс-порошка на изделие, если имеются следующие данные о фактическом расходе.
Исходные данные для расчета Таблица 9
Фактический расход на |
Количество рабочих |
Рi ni |
изделие (Рi) |
(ni) |
|
80 |
4 |
320 |
82 |
2 |
164 |
88 |
2 |
176 |
95 |
1 |
95 |
105 |
6 |
630 |
107 |
4 |
428 |
110 |
6 |
660 |
|
∑25 |
∑2473 |
Методические указания к решению 1. Определяем средний расход материала по всей совокупности:
|
∑Рi ni |
|
2473 |
|
|
Рср = |
|
= |
|
= 98,5 гр. |
|
ni |
25 |
||||
|
|
|
∑nн = 9
2. Определяем количество наилучших достижений: ∑nн = 9, а это менее 50%
2. Определим норму расхода:
58

|
∑Рнnн+ Рср (∑ni - ∑nн) |
|
|
|
|
|
|
Нр = |
|
|
= |
|
|
∑ni |
|
|
||||
|
|
|
|
|
|
|
(80 4 + 82 2 + 88 2 + 95 1)+98,5(25 − 9) 675 + 98,5 |
16 |
|||||
= |
|
|
= |
|
= 89 гр/изделие |
|
|
|
|
||||
25 |
25 |
|
||||
Таблица 10 К моменту пересмотра норм, спустя определённое время, имели ме-
сто следующие фактические данные о расходе пресс-порошка:
Расход (грамм/изделие) |
Количество рабочих |
Р n |
|
|
|
80 |
6 |
480 |
85 |
8 |
680 |
88 |
4 |
352 |
95 |
2 |
190 |
100 |
3 |
300 |
105 |
2 |
210 |
|
∑n = 25 |
∑ = 2212 |
1. Определяем средний расход материала:
2212
Рср = = 88,5 гр/изделие
25
2. Определяем количество наилучших достижений в расходе:
nн = 18 18>50%
3. Определяем норму расхода: |
|
|
|
||
(80*6) + (85*8) + (88*4) |
|
1512 |
|
||
Нр = |
|
|
= |
|
= 84 гр/изделие |
|
|
||||
18 |
|
|
18 |
|
|
Достоинства метода являются |
универсальность и способствование |
||||
упорядочению учёта расхода материала на предприятии.
Недостатки метода заключаются в том что данный метод в основном может быть использован для малоценных материалов, т.к. он переносит основные недостатки в расходовании материалов, имевшие место в прошлом, он позволяет учитывать внедрение новой техники, применение бо-
59
лее совершенной технологии, прогрессивных методов организации, статистические данные только констатируют факт расхода, но не позволяет выявить причины отклонений от нормы расхода.
3.5. Метод нормирования с помощью типовых представителей
В многономенклатурном и мелкосерийном производствах (в радиотехнической, электротехнической, лёгкой промышленности, на шарикоподшипниковых заводах) применение расчётно-аналитических и опытноэкспериментальных методов затруднено и зачастую технико-экономически не обосновано. В этих случаях применяется метод типовых представителей или типовых коэффициентов" использования материальных ресурсов.
Метод типовых представителей предусматривает расчёт нормы расхода материалов не на всю производственную программу предприятия, а на определённое изделие.
Нормирование расхода материалов с помощью типового представителя предусматривает расчёт нормы расхода материалов на деталь или изделие, в наибольшей степени характеризующий расход материалов для определённой сортаментной группы.
Основной задачей данного метода является выбор типового представителя. При выборе типового представителя следует руководствоваться соображениями видовой, конструктивно-технологической и количественной типичности.
Типовой представитель − это изделие, в наибольшей степени характеризующее расход материала данной ассортиментной группы. Этот метод находит применение, когда производственная программа чётко не расшифровывается по ассортименту.
Поэтому главной задачей является выбор типового представителя. Этот выбор может быть обусловлен десятком факторов. Различают следующие направления типичности:
1) видовая типичность означает, что типовой представитель должен иметь более характерный вид. Например, цех инструментального завода выпускает свёрла. Видовая типичность будет означать, что из сверл выбирают, например, мелкие свёрла (т.е. основным признаком разделения являются размеры детали);
2)конструкторско-технологическая типичность означает, что типовой представитель должен отражать конструкторские и технологические особенности. Например, победитовые сверла, выполняемые методом напайки;
3)количественная типичность означает, что типовой представитель должен иметь наибольшее распространение, иметь максимальное количество в производственной программе.
На практике обычно ориентируются на количественную типичность, соблюдая при этом видовую и конструкторско-технологическую однородность.
60