

Лабораторный практикум Метрология
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ЯДЕРНЫЙ УНИВЕРСИТЕТ «МИФИ»
Волгодонский инженерно-технический институт
Лабораторный практикум по курсу
«Метрология, стандартизация и сертификация»
Рекомендовано УМО «Ядерные физика итехнологии» в качестве учебно-методического пособия для студентов высших учебных заведений
Москва 2012
УДК 681.2:006.91 (076.5) ББК 38.3Ця73 М 54
Лабораторный практикум по курсу «Метрология, стандартизация и сертификация»: Учебно-методическое пособие. / В.И. Ратушный, А.Ю. Смолин, Н.В. Литвин, Н.В. Капустина. – М.: НИЯУ МИФИ, 2012. – 68 с.
Приведены теоретические сведения, необходимые для выполнения лабораторных работ, методика и последовательность проведения работ.
Пособие предназначено для студентов IV курса специальности 21010465 «Микроэлектроника и твердотельная электроника».
Пособие подготовлено в рамках Программы создания и развития НИЯУ МИФИ.
Рецензенты: А.А. Баранник, канд. техн. наук, доцент кафедры «Физики» ВИТИ НИЯУ МИФИ, В.Н. Пашенцев, канд. физ.-мат. наук, доцент НИЯУ МИФИ.
ISBN 978-5-7262-1591-4 © Национальный исследовательский ядерный университет «МИФИ», 2012
Редактор Е.Н. Кочубей
Подписано в печать 15.11.2011. Формат 60х84 1/16. Уч.-изд. л. 4,5. Печ. л. 4,5. Тираж 70 экз.
Изд. № 2/29. Заказ № 15.
Национальный исследовательский ядерный университет «МИФИ». 115409, Москва, Каширское ш., 31
ООО «Полиграфический комплекс «Курчатовский». 144000, Московская область, г. Электросталь, ул. Красная, д. 42
|
Содержание |
|
Лабораторная работа 1. |
ИЗМЕРЕНИЕ ЛИНЕЙНЫХ ВЕЛИЧИН......... |
4 |
Лабораторная работа 2. |
ПОВЕРКА ПРИБОРОВ.................................. |
11 |
Лабораторная работа 3. ИЗУЧЕНИЕ ЭЛЕКТРОННО-ЛУЧЕВОГО |
|
|
ОСЦИЛЛОГРАФА И ИЗМЕРЕНИЕ ПАРАМЕТРОВ |
|
|
СИГНАЛОВ........................................................................................... |
|
24 |
Лабораторная работа 4. ПРОВЕДЕНИЕ КОНТРОЛЯ КАЧЕСТВА |
|
|
ПАРТИИ РЕЗИСТОРОВ И КОНДЕНСАТОРОВ ПО ОДНОМУ |
|
|
ПАРАМЕТРУ. СТАТИСТИЧЕСКАЯ ОБРАБОТКА |
|
|
ПОЛУЧЕННЫХ РЕЗУЛЬТАТОВ....................................................... |
41 |
|
Лабораторная работа 5. ИЗУЧЕНИЕ НОРМАЛЬНОГО ЗАКОНА |
|
|
РАСПРЕДЕЛЕНИЯ .............................................................................. |
|
52 |
Лабораторная работа 6. ПРОВЕДЕНИЕ КОНТРОЛЯ ПАРТИИ |
|
|
ИЗДЕЛИЙ И ИЗУЧЕНИЕ ОСНОВНЫХ ХАРАКТЕРИСТИК |
|
|
ПОГРЕШНОСТЕЙ НА ПРИМЕРЕ БИПОЛЯРНЫХ |
|
|
ТРАНИЗИСТОРОВ............................................................................... |
|
62 |
Приложение 1. Значения функции f0(zi)................................................... |
66 |
|
Приложение 2. Значения коэффициентов Стьюдента tn ........................ |
68 |
|
СПИСОК ЛИТЕРАТУРЫ......................................................................... |
68 |
|
_______
3

Лабораторная работа 1
ИЗМЕРЕНИЕ ЛИНЕЙНЫХ ВЕЛИЧИН
Цель работы: ознакомиться с методикой измерения линейных величин и с теорией погрешностей.
Теоретические сведения
Теория линейного нониуса. Измерение длины производят масштабными линейками. Величина наименьшего деления такой линейки называется ценой одного деления. Обычно цена одного деления равна 1 мм.
Если измерение длины производят с точностью до долей миллиметра, то пользуются вспомогательной шкалой измерительного инструмента – нониусом. Нониус бывает линейный, предназначенный для измерения линейных величин, и угловой – для измерения угловых величин.
Линейный нониус представляет собой небольшую линейку С со шкалой, m делений которой равны m–1 делениям шкалы масштабной линейки А. Нониус С может перемещаться по линейке А (рис. 1.1).
Рис. 1.1
Если а – цена деления нониуса, b – цена деления масштабной линейки, m – число делений на нониусе, то связь между указанными делениями линейки и нониуса следующая:
am = (m −1)b . |
b |
(1.1) |
|
Получаемая из формулы (1.1) разность b − a = |
называется |
||
m |
|||
|
|
точностью нониуса, т.е. точность нониуса b m равна отношению
m равна отношению
цены наименьшего деления масштаба к числу делений на нониусе. Точность нониуса часто бывает 1/10 мм; в этом случае b = 1 мм, m = 10.
4
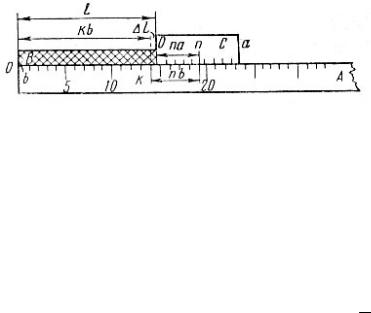
Измерения при помощи нониуса проводят так: к нулевому делению шкалы линейки прикладывают один конец измеряемого тела В, к другому концу тела – нониус С (рис. 1.2).
Рис. 1.2 |
|
Из рисунка видно, что искомая длина тела В |
|
L = kb + L , |
(1.2) |
где k – целое число делений масштабной линейки (в мм), укладывающееся в измеряемой длине; L – отрезок длины, представляющий доли миллиметра.
Обозначим через n то деление нониуса, которое точно совпадает с любым каким-то делением масштабной линейки; тогда
L =nb −na =n(b −a) =n |
b |
. |
(1.3) |
|
|||
|
m |
|
|
Из формул (1.2) и (1.3) находим искомую длину L = kb + n mb .
Если положить b=1 мм, m=10 делений (что обычно и бывает), то искомая длина
|
|
n |
|
||
L = k + |
|
|
. |
(1.4) |
|
10 |
|||||
|
|
|
|||
Таким образом, длина измеряемого тела равна целому числу k
мм масштабной линейки плюс десятые доли числа n. Число n показывает тот номер деления нониуса, который совпадает с некоторым делением масштабной линейки.
На рис. 1.2 приведен пример отсчета длины: L = 14 + 5/10 мм = = 14,5 мм, так как k = 14 мм, n = 5.
Штангенциркуль. Линейный нониус используется в инструменте, который называется штангенциркулем. Штангенциркуль (рис. 1.3) состоит из стальной миллиметровой линейки А, с одной стороны которой имеется неподвижная ножка В. Вторая ножка D имеет нониус С и может перемещаться вдоль линейки А. Когда
5
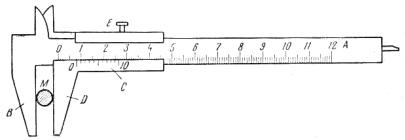
ножки В и D соприкасаются, нуль линейки и нуль нониуса должны совпадать.
Рис. 1.3
Для того чтобы измерить длину предмета М, его помещают между ножками, которые сдвигают до соприкосновения с предметом (без сильного нажима) и закрепляют винтом Е. После этого делают отсчет по линейке и нониусу и вычисляют длину предмета по фор-
муле (1.4).
Микрометрический винт. Микрометр. Микрометрический винт применяется в точных измерительных приборах (микрометр, микроскоп) и позволяет проводить измерения до сотых долей миллиметра.
Микрометрический винт представляет собой стержень, снабженный точной винтовой нарезкой. Высота подъема винтовой нарезки за один оборот называется шагом микрометрического винта.
Микрометр (рис. 1.4) состоит из двух основных частей: скобы В и микрометрического винта А.
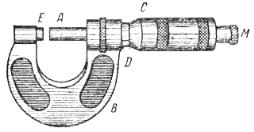 Рис. 1.4
Рис. 1.4
Микрометрический винт А проходит через отверстие скобы В с внутренней резьбой. Напротив микрометрического винта на скобе
6

есть упор Е. На микрометрическом винте закреплен полый цилиндр (барабан) С с делениями по окружности. При вращении микрометрического винта барабан скользит по линейной шкале, нанесенной на стебле D.
Наиболее распространен микрометр, у которого цена делений линейной шкалы стебля b = 0,5 мм. Верхние и нижние риски шкалы сдвинуты относительно друг друга на полмиллиметра; цифры проставлены только для делений нижней шкалы, т.е. нижняя шкала представляет собой обычную миллиметровую шкалу (рис. 1.5).
Рис. 1.5 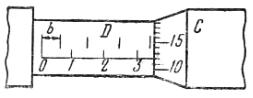
Для того чтобы микрометрический винт А передвинулся 1 мм, необходимо сделать два оборота барабана С. Таким образом, шаг микрометрического винта равен 0,5 мм. У такого микрометра на барабане С расположена шкала, содержащая 50 делений. Так как шаг винта b = 0,5 мм, а число делений барабана m = 50, то точность микрометра
mb = 0,550 = 1001 мм.
Для измерения микрометром предмет помещают между упором Е и микрометрическим винтом А (см. рис. 1.4) и вращают винт А за головку М до тех пор, пока измеряемый не будет зажат между упором Е и концом винта А (вращать винт А надо только за головку М, так как в противном случае легко сбить совпадение нулей шкалы стебля D и барабана С; вращение следует прекращать после начала прощелкивания винта).
Числовое значение L измеряемого предмета (в данной работе измеряют толщину проволоки и пластинки) находят по формуле
L = kb + n |
b |
, |
(1.5) |
|
m |
||||
|
|
|
где k – число наименьших делений шкалы, b – цена наименьшего деления шкалы, m – число всех делений на шкале барабана, n – но-
7
мер того деления барабана, который в момент отсчета совпадает с осью шкалы стебля.
Так как в данной работе применяется микрометр, у которого b = = 0,5 мм, m = 50, то формула (1.5) принимает вид
|
|
|
|
n |
|
|
|
|
L = |
0,5 |
+ |
|
|
|
мм. |
(1.6) |
|
100 |
||||||||
|
|
|
|
|
|
|||
На рис. 1.5 отсчет по микрометру показывает:
|
|
|
12 |
|
мм = (3,5 +0,12) мм = 3,62 мм. |
||
L = |
0,5×7 |
+ |
|
|
|
||
100 |
|||||||
|
|
|
|
|
|||
Задание
1.Штангенциркулем измерить высоту h и диаметр d цилиндра.
2.Измерить микрометром толстую проволоку или металлическую пластинку.
Ход работы
1.Получить у преподавателя приборы: штангенциркуль, микрометр, микроскоп с микроскопическим винтом и объективной шкалой, металлическую линейку, угломер, теодолит, измеряемый предмет.
2.Измерить штангенциркулем высоту h и диаметр d цилиндра
следующим образом:
- цилиндр поместить между ножками В и D штангенциркуля (слегка зажав ножки) и закрепить винтом Е;
- измерить длину и диаметр цилиндра и произвести отсчет по шкале линейки А числа целых миллиметров k, расположенных слева от нулевого деления нониуса, и числа делений n шкалы нониуса, точно совпадающего с любым делением шкалы А. По формуле (1.4) найти L. Измерения повторить три раза, слегка поворачивая цилиндр между ножками;
- вычислить абсолютную ( h и d) и относительную ( h/hср и d/dср) ошибки измерения. Результаты измерений и вычислений записать в таблицу результатов (табл. 1.1).
8
Таблица 1.1
Номер |
|
|
|
ср |
|
|
|
|
|
ср |
|
|
|
|
|
-h |
h |
100% |
|
|
|
-d |
d |
100% |
|
опыта |
k |
n |
h |
h=h |
hср |
k |
n |
d |
d=d |
dср |
||
1 |
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
Среднее |
|
X |
|
|
|
|
|
X |
|
|
|
|
значение |
|
|
|
|
|
|
|
|
|
|
|
|
3. Измерить микрометром толстую проволоку или металличе-
скую пластинку. Для этого необходимо:
-измеряемый предмет (толстую проволоку или металлическую пластинку) поместить между упором Е и концом микрометрического винта А;
-найти значения k и n по шкале стебля D и барабана С. По формуле (1.6) произвести подсчет искомых величин;
-измерения диаметра проволоки L и толщины пластинки h повторить не менее пяти раз в различных местах;
-вычислить абсолютную ( L и h) и относительную ( L/Lср и h/hср) ошибки измерения. Результаты измерений и вычислений
записать в таблицу результатов (табл. 1.2).
Таблица 1.2
Номеропыта k n L
1
2
3
4
5
Среднее X значение
L = L - Lср
L 100% k n h
Lср
X
h = h-hср
h 100%
hср
9
Отчет по работе
Отчет должен содержать:
1)название и цель работы;
2)краткие теоретические сведения и расчетные формулы;
3)результаты измерений;
4)результаты вычислений, представленные в виде таблиц 1.1
и1.2;
5)вывод по работе.
Контрольные вопросы
1.Что такое цена деления прибора. Как ее определить?
2.Объясните принцип определения длины с помощью линейного нониуса.
3.Объясните принцип определения линейных величин с помощью микрометрического винта.
4.Перечислите сходства и различия в методах определения длин
спомощью штангенциркуля и микрометра.
6.Что такое абсолютная и относительная погрешности?
10