

Вопросы для самоподготовки
Проектирование и монтаж электрооборудования
Выбор мощности привода
Лекция №8 Электрооборудование механических прессов
Теоретические вопросы:
8.1 Электрооборудование механических прессов
8.2 Режимы работы механических прессов
8.3 Общие требования к электрооборудованию механических прессов
8.1 Электрооборудование механических прессов
Электрооборудование пресса включает в себя электрические машины и электроаппараты, установленные на прессе, станциях жидкой и густой смазок, гидростанции, а также устройства коммутации, сигнализации, электронного программного управления, установленные в электрошкафу и на пульте управления.
На кузнечно-штамповочных машин обычно устанавливают: главный и вспомогательные электродвигатели, панели управления, пульты управления, электромагниты и разводят по машине электросети на машине.
Для питания электрооборудования пресса используются следующие величины напряжений:
- для силовых цепей - трехфазная сеть переменного тока напряжением 380 В;
- для цепей управления - переменное напряжение 110В и постоянное напряжение 24В.
Электросхема кузнечно-штамповочных машин должна предусматривать следующие возможные режимы работы пресса: на одиночных, автоматических, толчковых и одиночных ходах с механизацией. Требуемый режим работы пресса устанавливается соответствующими выключателями.
Органы управления кузнечно-штамповочной машиной располагаются на пульте управления (рис. 22 и 23).
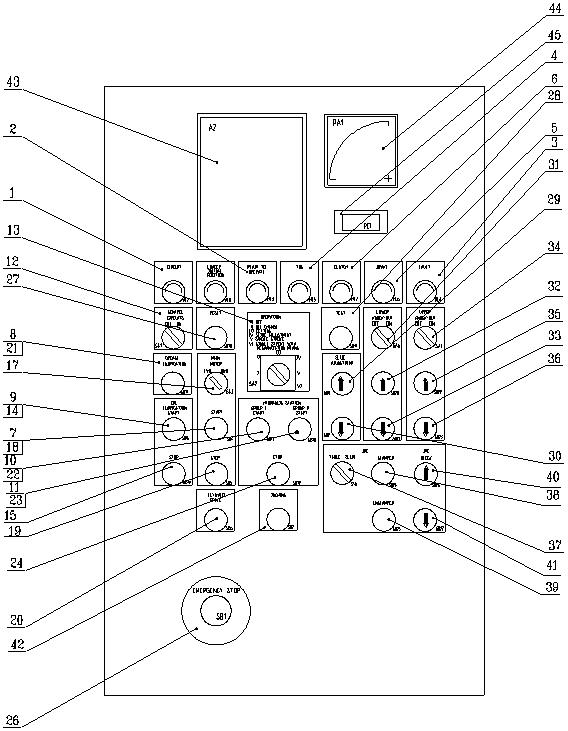
Рис. 22. Схема расположения органов управления пульт управления прессом

Рис. 23. Общий вид пульта управления кузнечно-штамповочной машиной
Для обеспечения контроля над работой пресса на главном пульте управления установлены сигнальные лампы, которые загораются:
HL1 – при наличии сетевого напряжения (установлена на электрошкафу);
1 - СЕТЬ – белая, при наличии напряжения цепей управления 24В;
2 - ГОТОВНОСТЬ – зеленая, при готовности пресса к выполнению одиночного хода;
НЕИСПРАВНОСТЬ – красная, при возникновении хотя бы одной из причин, запрещающей дальнейшую работу пресса.
ПОЛЗУН ВВЕРХУ – зеленая, при положении ползуна в верхней мертвой точке;
ТОРМОЗ - зеленая, при включении воздухораспределителя тормоза пресса;
МУФТА – при включении воздухораспределителя муфты пресса;
ГЛАВНЫЙ ДВИГАТЕЛЬ – при включении главного двигателя;
ГУСТАЯ СМАЗКА - при включении двигателя густой смазки;
ЖИДКАЯ СМАЗКА - при включении двигателя жидкой смазки;
10- ГИДРОСТАНЦИЯ. ГРУППА 1 - при включении 1-й группы электродвигателей гидростанции;
ГИДРОСТАНЦИЯ. ГРУППА 2 - при включении 2-й группы электродвигателей гидростанции;
Кроме того, на главном пульте управления прессом установлены следующие органы управления:
Переключатель ЦЕПИ УПРАВЛЕНИЯ - предназначен для включения или отключения цепей питания электрооборудования пресса;
Переключатель РЕЖИМЫ РАБОТЫ - предназначен для выбора режима работы пресса.
ЖИДКАЯ СМАЗКА ПУСК - предназначена для включения станции жидкой смазки.
ЖИДКАЯ СМАЗКА СТОП - предназначена для отключения станции жидкой смазки.
Переключатель ГЛАВНЫЙ ДВИГАТЕЛЬ - предназначен для выбора направления вращения электродвигателя главного привода;
ГЛАВНЫЙ ДВИГАТЕЛЬ ПУСК - предназначена для включения электродвигателя главного привода. Во время разгона электродвигателя лампа в кнопке периодически мигает. После того, как электродвигатель достиг рабочей скорости, лампа светится постоянно;
ГЛАВНЫЙ ДВИГАТЕЛЬ СТОП - предназначена для отключения электродвигателя главного привода;
ТОРМОЗ МАХОВИКА - предназначенa для быстрой остановки маховика пресса.
ГУСТАЯ СМАЗКА ПУСК - предназначенa для включения электродвигателя густой смазки ;
ГИДРОСТАНЦИЯ ПУСК. ГРУППА1 - предназначена для включения 1-й группы гидростанции.
ГИДРОСТАНЦИЯ ПУСК. ГРУППА1 - предназначена для включения 1-й группы гидростанции.
ГИДРОСТАНЦИЯ СТОП - предназначена для отключения гидростанции.
СТОП ОБЩИЙ - предназначенa для аварийного отключения цепей управления.
ВОЗВРАТ - предназначенa для сброса неисправностей, возникших в процессе работы пресса.
ТЕСТ - предназначенa для проверки исправности сигнальных ламп.
РЕГУЛИРОВКА ПОЛЗУНА - предназначенa для уменьшения закрытой высоты пресса.
РЕГУЛИРОВКА ПОЛЗУНА - предназначенa для увеличения закрытой высоты пресса.
Переключатель НИЖНИЙ ВЫТАЛКИВАТЕЛЬ - предназначен для выбора работы пресса с нижним выталкивателем или без него в режиме «Одиночный ход».
НИЖНИЙ ВЫТАЛКИВАТЕЛЬ - предназначенa для поднятия нижнего выталкивателя в режиме «Наладка».
НИЖНИЙ ВЫТАЛКИВАТЕЛЬ -предназначена для опускания нижнего выталкивателя в режиме «Наладка».
Переключатель ВЕРХНИЙ ВЫТАЛКИВАТЕЛЬ - предназначен для выбора работы пресса с верхним выталкивателем или без него в режиме «Одиночный ход».
ВЕРХНИЙ ВЫТАЛКИВАТЕЛЬ - предназначенa для поднятия верхнего выталкивателя в режиме «Наладка».
ВЕРХНИЙ ВЫТАЛКИВАТЕЛЬ - предназначенa для опускания верхнего выталкивателя в режиме «Наладка».
Переключатель ШТАМП. СТОЛ-ПОЛЗУН – предназначен для выбора работы с зажимами штампа на столе или ползуне в режиме «Смена штампа».
ШТАМП. ЗАЖИМ предназначена для зажима штампов в режиме «Смена штампа».
ШТАМП. РАЗЖИМ предназначена для разжима штампов в режиме «Смена штампа».
ШТАМПОВЫЙ БЛОК - предназначена для подъема штампового блока в режиме «Смена штампа».
ШТАМПОВЫЙ БЛОК - предназначена для подъема штампового блока в режиме «Смена штампа».
ТОЛЧОК - предназначенa для включения хода ползуна пресса в режиме «Наладка».
Панель оператора - предназначена для диагностики работы пресса и вывода сообщений о работе пресса на экран дисплея
Амперметр - показывает ток электродвигателя главного привода.
Счетчик ходов - индицирует количество ходов, совершенных ползуном пресса.
Далее рассмотрим, как происходит работа электрической схемы кузнечно-штамповочной машины на примере механического пресса. Схема электрическая механического пресса работает, в общем случае, следующим образом: рабочий нажимает кнопки ЖИДКАЯ СМАЗКА. ПУСК включается пускатель, контактами которого подключается к сети электродвигатель насоса жидкой смазки. При давлении масла в системе смазки ниже минимального (контролируется реле давления), при давлении масла выше максимального (так же контролируется реле давления) и при недостаточном уровне масла в баке станции (контролируется реле уровня), отключаются главный двигатель, двигатель станции жидкой смазки, и не разрешается следующий ход ползуна. При снижении числа циклов (контролируется датчиком), отключается главный двигатель. Кроме того, станция жидкой смазки отключается нажатием кнопки ЖИДКАЯ СМАЗКА. СТОП.
Для подогрева масла при низкой температуре окружающей среды в баке станции жидкой смазки расположен нагреватель. При переводе переключателя ЖИДКАЯ СМАЗКА. НАГРЕВ в положение ВКЛ. включается пускатель, который своими контактами подключает нагреватель к сети питания. Для охлаждения масла до рабочей температуры включается электромагнит водяного клапана, который подает в радиатор холодную воду. Контроль температуры масла осуществляется с помощью термометра манометрического.
Густая смазка периодически включается через заданное число ходов пресса в соответствии с программой контроллера. Во время прокачки контролируется число циклов смазки направляющих ползуна (число включений конечного выключателя). Если в заданное время было произведено запрограммированное число циклов прокачки, то электродвигатель смазки отключается, а прокачка возобновится через заданное число ходов пресса. Если за время прокачки число циклов смазки меньше заданного программой, то система смазки отключается и в систему управления передается сигнал, запрещающий включение муфты и тормоза пресса. В этом случае необходимо устранить неисправность в системе смазки, восстановить схему нажатием кнопки ВОЗВРАТ.
Также через заданное число ходов пресса однократно включается электромагнит и пневмонасос смазки нижнего выталкивателя. Включение питателя контролируется конечным выключателем. В наладочном режиме прокачка густой смазки осуществляется нажатием на кнопку ГУСТАЯ СМАЗКА ПУСК.
Уровень смазки в баке контролируется реле уровня.
Для запуска гидростанции пресса в работу обязательным условием является наличие масла в баке. Уровень масла контролируется реле уровня.
Запуск двигателей гидростанции возможен, если температура масла будет иметь значение более 20°С. Если температура масла в баке ниже 20°С (контролируется термометром), то пускателем автоматически включаются нагреватели масла. Если температура масла в баке превысит значение 25…30°С, то пускатель отключается. Если температура масла в баке достигает 55°С, то электродвигатели гидростанции отключаются.
Для облегчения запуска двигателей гидростанции, применяется пуск с переключением обмоток двигателей со “звезды” на “треугольник” при помощи пускателей соответственно.
После включения двигателей включаются электромагниты гидрораспределителей сброса давления в аккумуляторах.
Подвод воды для охлаждения осуществляется при включении электромагнитов водяных вентилей. Водяные вентили включаются при температуре 40°С и отключаются при температуре 25…30°С.
В режимах “Одиночный ход” гидрораспределители включаются в соответствии с управляющей программой.
При нажатии кнопки ГИДРОСТАНЦИЯ СТОП отключаются все двигатели гидростанции и гидроклапаны.
8.2 Режимы работы механических прессов
Многие кузнечно-штамповочные машины должны работать в нескольких режимах. Так, у кривошипных прессов обычно обеспечивают три основных режима работы:
1) непрерывный ход (при автоматической или ручной подаче при штамповке из полосы);
2) одиночный ход (с управлением от кнопок или электропедали);
3) толчковый;
4) наладка.
Электродвигатель главного привода. Нажатием кнопки ГЛАВНЫЙ ДВИГАТЕЛЬ ПУСК включается реле, которое замыкает контактор и статор электродвигателя главного привода подключается к сети. В цепи ротора с заданными выдержками времени включаются контакторы. Спустя заданное время, двигатель переходит на рабочую характеристику. Резисторы в цепи ротора двигателя включены постоянно. Отключение электродвигателя главного привода осуществляется нажатием кнопки ГЛАВНЫЙ ДВИГАТЕЛЬ СТОП. Для реверса электродвигателя главного привода используется переключатель. После остановки маховика, при установке переключателя в положение НАЗАД, нажатием кнопки ГЛАВНЫЙ ДВИГАТЕЛЬ ПУСК двигатель запускается в обратном направлении.
Для быстрой остановки маховика нажать на кнопку ТОРМОЗ МАХОВИКА, выключается электромагнит пневмораспределителя тормоза маховика, и отключается электродвигатель главного привода. Маховик затормаживается. Контроль срабатывания тормоза маховика осуществляется с помощью микропереключателя.
“Толчок”. На пульте управления имеется переключатель ЦЕПИ УПРАВЛЕНИЯ, который для осуществления режима “Толчок” необходимо установить в положение ВКЛ. При этом пресс будет готов к работе, если:
- станции густой и жидкой смазки работают нормально;
- давление воздуха в системе в норме;
- выталкиватели в безопасном положении;
- механическая рука в безопасном положении.
Выполнив проверку всех вышеперечисленных требований, достаточно переключатель перевести в положение ТОЛЧОК, после чего включиться главный двигатель.
Нажатием кнопки ТОЛЧОК растормаживается тормоз, через выдержку некоторого времени включается муфта. Ползун начинает движение. При отпускании кнопки ползун останавливается.
“Одиночный ход”. На пульте управления располагается ряд переключателей, и для работы в режиме “Одиночный ход” их необходимо установить в следующие положения:
- ЦЕПИ УПРАВЛЕНИЯ. ВКЛ.;
- РЕЖИМ РАБОТЫ. ОДИНОЧНЫЙ ХОД;
- ГЛАВНЫЙ ДВИГАТЕЛЬ. ВПЕРЕД.
Для получения готовности к работе необходимо иметь следующие состояния механизмов:
- подвижная часть лестницы на прессе поднята;
- главный двигатель разогнан;
- тормоз маховика расторможен;
- давление воздуха в системе номинальное;
- ползун в верхней мертвой точке;
- нормальная работа систем жидкой и густой смазок;
- перегрева и обрыва термодатчиков нет;
- нижние выталкиватели внизу;
- верхние выталкиватели вверху;
- нормальная работа гидростанции (если необходима работа выталкивателей).
По ходу проверки и при выполнении этих условий загорается зеленая лампочка ГОТОВНОСТЬ ПРЕССА.
Для совершения одиночного хода необходимо нажать педаль. При этом включаются электромагниты пневмораспределителей муфты и тормоза. Тормоз растормаживается, через выдержку времени включается муфта. Ползун совершает ход. После поворота эксцентрикового вала на угол 40º педаль можно отпустить, так как ее контакты заблокируются кулачками командоаппарата. После поворота эксцентрика на угол ~170º отключается пневмораспределитель муфты, а после поворота на угол ~240º отключается пневмораспределитель тормоза. Ползун останавливается в верхней мертвой точке. Для повторения хода пресса педаль необходимо отпустить и вновь нажать.
8.3 Общие требования к электрооборудованию механических прессов
При эксплуатации электрооборудования кузнечно-штамповочной машины и ее техническом обслуживании обязательно выполнение требований действующих правил техники безопасности и эксплуатации электроустановок-потребителей с напряжением до 1000В.
Размещение электрооборудования по кузнечно-штамповочной машине разрабатывается специально и приводится обычно на сборочных чертежах. Особые требования при проектировании электрооборудования механических прессов предъявляется к электрошкафам. Так, среди многочисленных требований можно выделить следующее:
- должно обеспечиваться удобство эксплуатации пресса, а также удобство доступа и обслуживания электроаппаратуры, размещенной в электрошкафу;
- невозможность попадания в электрошкаф брызг масла, или воды;
- температура воздуха, окружающего электрошкаф, не должна превышать +40°C;
- вибрационные нагрузки непосредственно на поверхности электрошкафа не должны превышать 25Гц и амплитуды 0,1мм.
- необходимо исключить возможность доступа к электронной аппаратуре посторонних лиц;
- необходимо обеспечить возможность организации и поддержания надлежащей культуры обслуживания электронной аппаратуры;
- обеспечить отсутствие в воздушной среде токопроводящей пыли, дыма, агрессивных паров и газов;
- обеспечить возможность временного подключения к программируемому контроллеру, расположенному в электрошкафу, периферийных устройств (программирующего устройства, печатающего устройства и др.);
-обеспечить возможность обзора с места установки электрошкафа большей части технологического оборудования пресса.
Для обеспечения безопасной и надежной работы кузнечно-штамповочной машины предусматриваются специальные блокировки, обеспечивающие:
- отключение питания электродвигателей и останов пресса при нажатии на кнопки СТОП ОБЩИЙ, при снятых блоках безопасности;
- отключение главного привода при срабатывании конечных выключателей лестницы пресса;
- отключение главного привода при заторможенном маховике. Обеспечивается конечным выключателем;
- ограничение перемещения привода регулировки ползуна в крайних положениях, что обеспечивается конечными выключателями;
- отключение станции жидкой смазки при отсутствии минимального уровня масла в баке, что обеспечивается реле уровня;
- отключение гидростанции при отсутствии минимального уровня масла в баке, что обеспечивается реле уровня;
- запрет последующего включения муфты пресса при перегрузке. Обеспечивается измерителем усилий и системой управления;
- разрешение реверса электродвигателя главного привода только после остановки маховика. Обеспечивается системой управления;
- разрешение включения муфты пресса только при нахождении механической руки в безопасном положении. Обеспечивается конечным выключателем;
- отключение муфты и тормоза при неисправности в системах смазок, при перегреве и обрыве термодатчиков, при незажатых штампах на столе или ползуне;
- отключение муфты и тормоза при рассогласовании срабатывания муфты и тормоза по воздуху.
- отключение муфты и тормоза при снижении давления в уравновешивателе.
Ремонтные работы на электрооборудовании и механизмах кузнечно-штамповочной машины производят только при отключённом вводном выключателе с рукояткой, запертой на замок.
Вопросы для самоподготовки
Электрооборудование механических прессов
Режимы работы механических прессов
Общие требования к электрооборудованию механических прессов
Лекция №9
Современные способы управления
механическими прессами
Теоретические вопросы:
9.1 Конструкции механизмов управления с пневматическим воздействием
9.2 Пневматический способ управления
9.3 Электропневматический способ управления
9.1 Конструкции механизмов управления с пневматическим воздействием
Большинство современных кривошипных машин имеют механизмы управления с пневматическим воздействием. Такое распространение рассматриваемых механизмов объясня6ется следующими их преимуществами перед системами с механическим воздействием:
возможность обеспечения длительной работы муфты и тормоза без переналадки;
плавность, легкость и удобство включения;
возможность получения любых режимов работы привода машины;
создание условий для надежной и безопасной работы прессов в сочетании с дистанционным и многоканальным управлениями;
долговечность и взаимозаменяемость элементов конструкции механизмов управления.
Механизмы управления с пневматическим воздействием представлены сегодня двумя широкими типами систем и устройств: пневматической и электропневматичекой.
9.2 Пневматический способ управления
Рассматриваемый способ управления отличается тем, что все его механизмы работают от пневматики. Он встречается в двух разновидностях: с простым и сложным пневматическими приводами.
В первом случае распределительный клапан управляет работой муфты непосредственно, а во втором – через управляемую подводящую головку.
Предварение отключения в механизмах пневматического способа управления обеспечивается преимущественно блокировкой работы распределительного клапана при помощи копира, а в механизмах со сложным пневматическим приводом к этому прибавляется еще создание дополнительных сопротивлений течению воздуха к подводящей головке.
Система включения с пневматическим способом управления получения наибольшее распространение в кривошипных машинах для горячей штамповки.
В кривошипных машинах для холодной штамповки рассматриваемый способ управления встречается редко, в основном из-за имеющихся некоторой ограниченности возможностей пневматического способа управления:
1) трудности установки машины в автоматическую линию;
2) невозможность встройки фоторелейной защиты в систему управления;
3) возможность применения пневматического способа управления для машин с небольшим числом ходов в минуту (не свыше 60) вследствие необеспечения необходимого числа включений.
Устройства пневматического способа управления состоят из следующих элементов:
пневмокнопок или пневмопедалей включений с соответствующими ограждениями от случайных включений;
распределительного клапана с пневматическим включением;
распределительного клапана единичного хода;
селекторного переключателя режимов;
подводящей головки воздуха;
кулачка (копира);
воздухоподводящей системы.
В системах воздухопроводов механизмов управления следует различать трубопроводы силовой цепи и трубопроводы цепи управления. Трубопроводами силовой цепи при этом называют те трубопроводы, через которые осуществляется подача сжатого воздуха для работы того или иного узла пресса (муфты, тормоза, цилиндра уравновешивателя ползуна и т.д.). Силовые цепи на схемах обозначают жирными линиями.
Трубопроводами цепей управления называют те трубопроводы, через которые подается воздух для работы того или иного элемента механизма управления (распределительного клапана, клапана единичного хода, управляемой подводящей головки и т.д.).
Основные элементы пневматического способа управления на схемах имеют следующие обозначения (см. табл. 9.1).
Таблица 9.1
Элементы |
Описание |
|
Запорный вентиль |
|
Редукционный клапан |

Продолжение таблицы 9.1
Элементы |
Описание |
|
Манометр |
|
Масленка |
|
Управляемая подводящая головка |
|
Пневматический цилиндр тормоза маховика |
|
Запорный клапан |
|
Ресивер |




Окончание таблицы 9.1
Элементы |
Описание |
|
Уравновешиватель ползуна |
|
Селекторный переключатель |
|
Клапан единичных ходов |

9.3 Электропневматический способ управления
Электропневматический способ управления по сравнению с ранее рассмотренными способами управления является более совершенным. Он отличается тем, что распределительная аппаратура привода механизма управления действует от электрического тока, причем если в приводе нет элементов, управляемых пневматикой, то этот способ управления называется электрическим, а при наличии – их электропневматическим. Механизмы управления с обоими этими приводами широко применяются на всех современных машинах как для холодной, так и для горячей штамповки.
Механизмы управления с электрическим приводом применяются на машинах, имеющих до 60 ход/мин, которые представляет основная масса листоштамповочных прессов всех видов. Механизмы управления с электрическим приводом применяются на быстроходных машинах, имеющих до 120 ход/мин, каковыми являются современные кривошипные горячештамповочные прессы, и на крупных листоштамповочных прессах и горизонтально-ковочных машинах.
Широкое распространение электропневматического способа управления объясняется следующими особенностями:
универсальностью, т.е. способностью обеспечения любых требуемых режимов работы с любыми необходимыми блокировками;
возможностью обеспечения полной безопасности при работе на машине за счет установки фоторелейной защиты;
легкостью автоматизации включения механизм управления и встройки машины в автоматическую линию.
Конструкции механизмов с электропневматическим способом управления состоят из следующих элементов:
электрокнопок или электропедалей включения с соответствующими ограждениями от случайных включений;
блокирующего устройства;
распределительного клапана с электрическим включением;
подводящей головки воздуха;
электроаппаратуры, нужной для обеспечения необходимых режимов работы и блокировок;
воздухоподводящей системы.
Вопросы для самоподготовки
Конструкции механизмов управления с пневматическим воздействием
Пневматический способ управления
Электропневматический способ управления