

2.4. Современные способы рафинирования и модифицирования цветных сплавов
2.4.1. Улучшение качества алюминиевых сплавов
Улучшение качества алюминиевых сплавов – настоятельное требование заказчиков, литейных предприятий. И если раньше в силу ряда субъективных причин к качеству металлошихты предъявлялись требования по химическому составу сплава, то в настоящее время требуются высокие показатели и по ряду свойств: жидкотекучести, плотности, способности к формообразованию, механическим свойствам. Эти показатели качества сплавов во многом зависят от содержания в них водорода и неметаллических включений. Известно, что сплавы, выплавленные с использованием в шихте только лома и отходов, обычно содержат значительные их количества. На электронно-растровой фотографии (рис. 2.3) излома вторичного сплава чётко видны оксиды, которые фрагментально располагаются по границам зёрен.
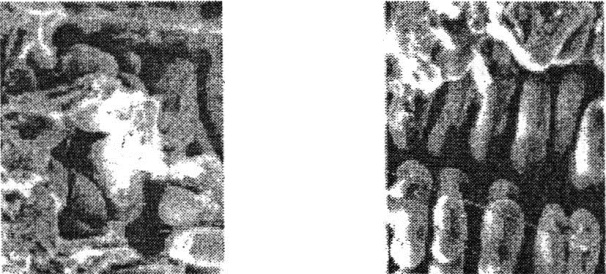
Рис. 2.3. Излом вторичного алюминиевого сплава:
1 – окислы на поверхности дендритов (за счёт «внутреннего окисления»); 2 – «паутина» окислов; 3 – поры и межкристаллитные
пустоты
На рис. 2.4 представлены изломы образцов сплава АК5М после центрифугирования расплава с ускорением 123 g при температуре 750 °С, которые позволяют сделать вывод о том, что окислы, при определённом воздействии отделяются от основы и собираются в конгломераты.
Неметаллические включения и водород попадают в расплав двумя путями: с засором и окислами с поверхности ломов и за счёт «внутреннего окисления» расплава (экзогенные включения), имеющего место при плавке ломов в окислительных условиях. И если основная масса первых переходит в шлак, то вторые образуют в расплаве тонкие «паутиновидные» взвеси. Удаление этих взвесей – довольно сложная механическая задача.

Рис. 2.4. Излом образцов сплава АК5М после центрифугирования
2.4.2. Рафинирование алюминиевых сплавов
В настоящее время существует множество способов рафинирования алюминиевых сплавов, которые довольно широко освещены в технической литературе. Вопрос выбора одного или нескольких последовательно осуществляемых способов зависит в основном от экономических факторов и целей, которые перед собой ставит предприятие.
Основными факторами, которые должны точно контролироваться для получения качественных отливок, являются состав сплава, измельчение зерна и чистота металла по водороду и неметаллическим включениям. А основными факторами для предприятий производителей чушковых сплавов – состав сплава и чистота металла по водороду и неметаллическим включениям. При этом чистота металла обычно поддаётся весьма трудно оперативному экспресс-контролю. И если содержание водорода в сплаве сегодня можно определить инструментально, то содержание неметаллических включений можно определить только визуально на изломах образцов или путём подсчёта их площадей на технологических пробах (проба Добаткина-Зиновьева). Считается, что около тридцати соединений могут потенциально загрязнять алюминиевые сплавы. Расплавленный алюминий, равно как и содержащиеся в нём примеси магния и щелочных металлов, реагируют с кислородом воздуха, образуя оксиды, шпинели и другие соединения, которые загрязняют металл и приводят к дефектам и трещинам в отливках. Присутствие неметаллических включений приводит к увеличению поверхностного натяжения расплава, что уменьшает его текучесть, снижает усталостные и пластические свойства, приводит к повышенному износу инструмента при обработке отливок резанием.