

3.7. Производство отливок в магнитных формах
Особенности технологии магнитной формы связаны с действием следующих факторов:
– подверженности магнитных форм зарастанию, величина которого для данного вида ферромагнитного формовочного материала при неизменной индукции магнитного поля зависит от ориентации модели в форме относительно направления магнитного поля;
– зависимости степени упрочнения ферромагнитного формовочного материала в постоянном магнитном поле от ориентации предполагаемых плоскостей сдвига в форме относительно направления магнитного поля;
– лучшего смачивания железоуглеродистыми расплавами ферромагнитного формовочного материала и меньшей его огнеупорности по сравнению с песчано-глинистой смесью, создающих возможность приваривания ферромагнитного формовочного материала к поверхности чугунной или стальной отливки, если слой краски, покрывающий модель, недостаточно прочный, недостаточно огнеупорный или нарушена его сплошность;
– значительного количества газов, выделяющихся при заливке в результате разложения пенополистироловой модели;
– возможности влияния постоянного магнитного поля на структуру потока в литниковой системе и на кристаллизацию отливки в процессе её затвердевания;
– повышенной теплоаккумулирующей способности ферромагнитного формовочного материала по сравнению с песчано-глинистым, ускоряющей процесс затвердевания и дальнейшего охлаждения отливок в магнитных формах.
Для получения отливок в магнитных формах используются такие же пенополистироловые модели, как и в обычных формах. Объёмную плотность материала модели выбирают в пределах 0,015 – 0,035 г/см3. Для индивидуального производства отливок модели изготовляют из блочного пенопласта механической обработкой. Стоимость таких моделей в 5 – 10 раз меньше стоимости деревянных моделей. В массовом производстве пенополистироловые модели получают из гранул полистирола вспениванием в пресс-формах. Наиболее распространенными являются ванный метод, вспенивания, метод теплового удара, а также метод вспенивания токами высокой частоты.
В последнее время для изготовления пенополистироловых моделей стали применять автоматические установки (рис. 3.5, 3.6). В зависимости от конструкции отливки модель с литниковой системой изготовляют целиком в пресс-форме или же собирают из нескольких частей склеиванием. Небольшие модели соединяют «ёлочкой» на одном стояке. Сложные модели с большими внутренними полостями иногда собирают вместе с песчаными стержнями. Этим способом изготовляли некоторые модели для получения опытных партий отливок в магнитных формах: на автомобильном заводе фирмы Deimler Benz (ФРГ), например, отливок головок блоков цилиндров с водяным охлаждением для дизельного двигателя грузового автомобиля.

Рис. 3.5. Схема автоматической установки
магнитной формовки
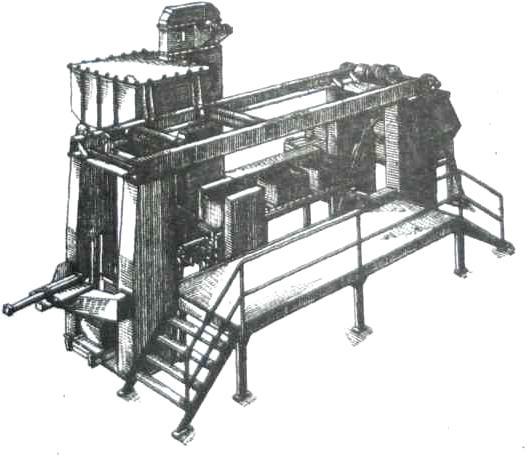
Рис. 3.6. Автоматическая установка магнитной формовки
3.8. Технология получения отливок вакуумно-пленочной формовкой (впф)
Для вакуумного процесса характерно использование вакуума как для глубокой вытяжки контурной пленки по соответственно подготовленной модели, так и для сохранения стабильности формы до выталкивания. Пластиковая пленка нагревается и с помощью вакуума натягивается по снабженной отверстиями модели. Опока снабжена отсасывающими трубами и окнами и соединена шлангом с вакуумом. Мелкозернистый не связывающийся кварцевый песок, которым заполняется форма, уплотняется вибрацией. После наложения покрывающей пленки из песка отсасывается воздух, в результате чего форма уплотняется. Для выжимания модели вакуум в ней заменяется небольшим избыточным давлением. До, во время и после заливки форма постоянно остается соединенной с вакуумом. Для удаления отливки форма отключается от вакуума, песок и отливка без дополнительных усилий выпадают из опоки. Все операции изготовления показаны на рис. 3.7.
Этот способ получил широкое распространение благодаря ряду преимуществ, а именно:
– по сравнению с литьём в обычные песчано-глинистые формы позволяет получать точные по размерам отливки с меньшими припусками на механическую обработку и с меньшей шероховатостью поверхности;
– основное и вспомогательное оборудование занимает ограниченную производственную площадь;
– формовочный кварцевый песок используется многократно, исключая добавки свежего песка на потерю пыли, удаляемую вентиляцией;
– не требуется смесеприготовительного оборудования;
– плотность металла выше, чем при литье в обычные формы, так как заливка производится в сухие формы и расплав не насыщается дополнительно газами в результате взаимодействия с влагой формы, поэтому данный процесс обеспечивает получение вакуум-плотных отливок из чугуна, стали и цветных металлов;
– точность размеров крупногабаритных отливок при данном процессе (способе) получается на 1 – 2 квалитета выше, чем при литье в песчано-глинистые формы и приближается к точности размеров отливок, получаемых в оболочковых формах и по выплавляемым моделям, достигая точности Лт4 – Лт5. Повышенная точность размеров достигается за счёт меньшего расталкивания моделей при её извлечении из формы, более высокой твердости и эластичности рабочей поверхности формы, а также отсутствию различного рода вмятин, искривлений, обвалов, засоров и других дефектов, наблюдаемых при обычной песчано-глинистой формовке. Припуски на механическую обработку составляют 2 – 4 мм.
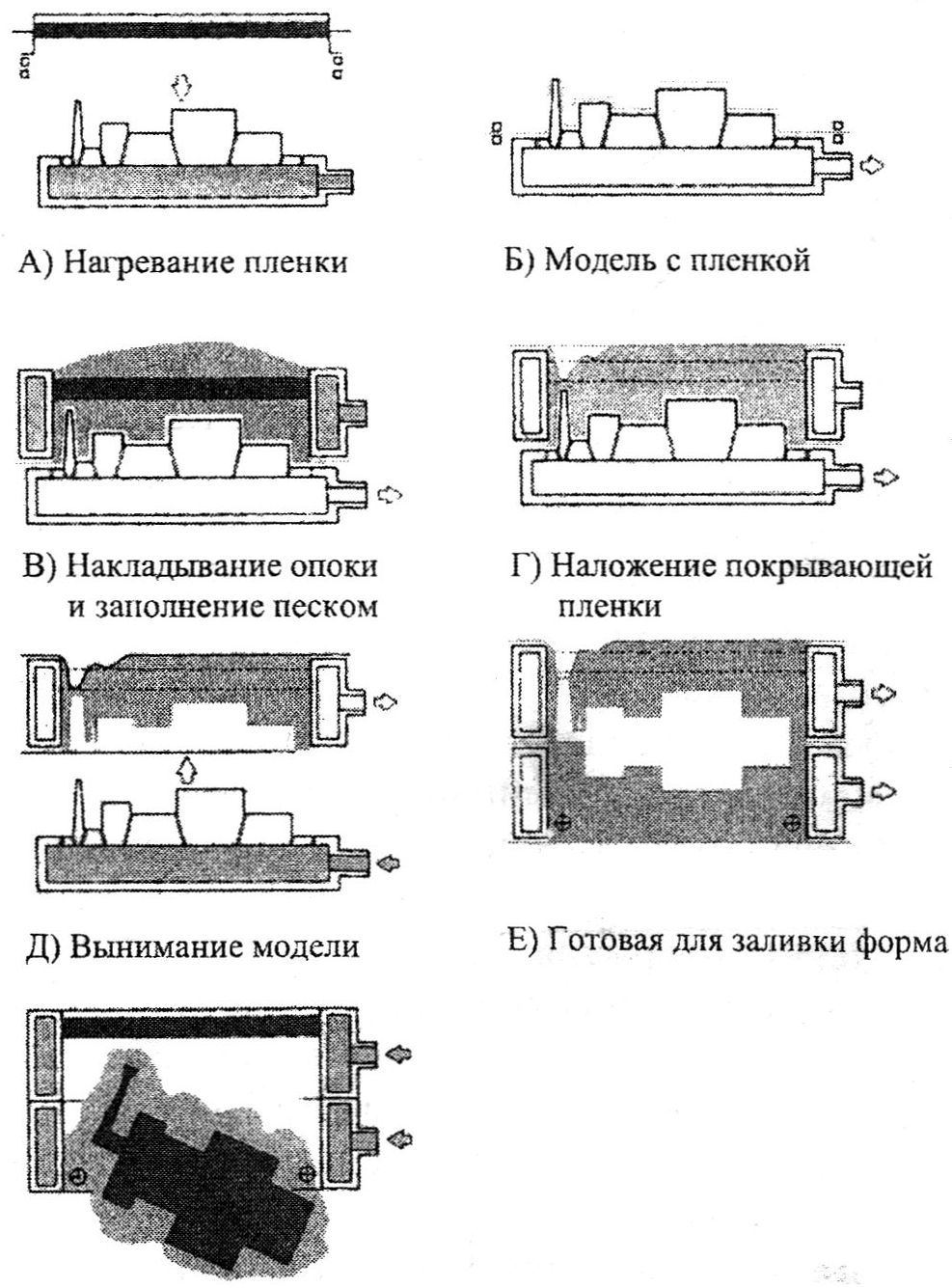
Рис. 3.7. Технология получения отливок вакуумно-пленочной формовкой
Поверхность отливок, полученных в формах без огнеупорного покрытия пленки, имеют пригар. Применение огнеупорных быстросохнущих красок позволяет полностью устранить пригар и существенно снизить шероховатость поверхности до Rz = 80 – 40 мкм. Во многих случаях чистота поверхности стальных и чугунных отливок приближается к чистоте поверхности крупных отливок, получаемых по выплавляемым моделям
– этот способ не требует дорогостоящей оснастки и больших производственных площадей.
Важным преимуществом способа, особенно небольших литейных цехов и мелкосерийного производства, по сравнению с литьём в сырые песчаные формы является возможность высокой степени механизации их изготовления, что достигается лёгкостью транспортировки сухого песка и отсутствием операции уплотнения формы традиционными методами.