

13.2.3. Расчет точности сборки в приспособлении.
Точность сборки зависит от вида сопряжения деталей, точности их изготовления, метода базирования при сборке, а также от точности сборочного приспособления. Наибольшая точность обеспечивается при сборке сопрягаемых деталей по центрирующим поверхностям без зазора. В этом случае приспособление не влияет на точность сопряжения деталей по их концентричности (рис. 13.4, а). При неподвижных сопряжениях деталей, ориентируемых при сборке по центрирующим элементам с гарантированным зазором, их наибольшее смещение в боковом направлении от среднего положения равно максимальному радиальному зазору. Применяя конические или разжимные направляющие элементы приспособления (рис. 13.4, б), можно это смещение перед окончательным скреплением деталей свести к минимуму.
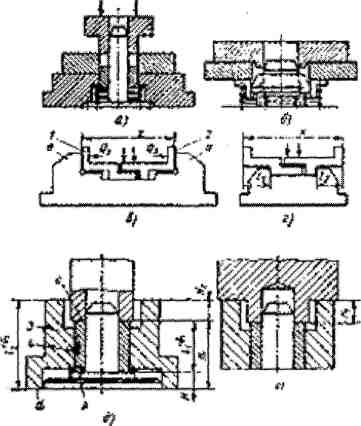
Рис. 13.4. Конструктивные схемы к расчету точности сборки в приспособлениях
При подвижном соединении точность взаимного положения деталей не зависит от приспособления, а определяется точностью изготовления самих деталей. Взаимное положение осей механизма зависит от точности расположения отверстий в платах и от зазоров между цапфами и отверстиями.
При отсутствии центрирующих элементов сборку изделия ведут, совмещая технологические базы сопрягаемых деталей с измерительными, т. е. с поверхностями, по которым производится измерение заданного размера. На рис. 13.4, в показан пример сборки, относящийся к этому случаю. У соединяемых деталей 7 и 2 технологическими базами, которыми они контактируют с установочными элементами а сборочного приспособления, являются вертикальные площадки. После выполнения соединения (стык показан жирной линией) выдерживаемый размер х проверяют по тем же площадкам. В результате совмещения технологических и измерительных баз точность сборки будет наибольшая, так как погрешность базирования при этом равна нулю. Размер х может изменяться лишь вследствие износа установочных элементов приспособления. На рис. ХАЗ, г показана схема сборочного приспособления, где технологические базы деталей не совмещены с измерительными. В этом случае выдерживаемый размер х выполняется с погрешностью базирования, равной сумме допусков на размеры l1, и l2 сопрягаемых деталей.
На рис. 13.4, д показано приспособление для запрессовки втулки 4 в корпус 3. При сборке выдерживается размер Н. Поверхность а и поверхность b втулки являются технологическими и измерительными базами. Условие совмещения баз при этом выполняется, и погрешность базирования для размера Н равна нулю. Если при сборке выдерживается размер H1, то условие совмещения баз выполняется только для детали 3. Для детали 4 оно не выполняется (поверхность b — технологическая база, а поверхность с — измерительная), поэтому по отношению к размеру H1 возникает погрешность базирования, численно равная допуску на длину втулки 1. При выполнении размера Н2 условие совмещения баз, как это видно из чертежа, не выдерживается для обеих сопрягаемых деталей. Возникает погрешность базирования для размера Н2, численно равная:
1+2;
где: 2 — допуск на размер l2 корпуса.

Рис. 13.5. Схема для расчета размерных цепей сборочного приспособления
Изменив схему приспособления (рис. 13.4, е) и применив ступенчатый наконечник прессующего устройства, можно привести погрешность базирования для размера Н2 к нулю при условии, что по нижнему торцу втулки предусмотрен зазор. Из рассмотренных примеров видно, что погрешность базирования в сборочных приспособлениях может достигать больших значений, чем при механической обработке.
Если при сборке закрепляются обе сопрягаемые детали силами Q1 и Q2 (см. рис. 13.4, в), то погрешность закрепления:
![]()
![]()
В данном случае увеличивается также погрешность закрепления по сравнению с погрешностью при установке заготовки в станочных приспособлениях.
При сборке более сложных узлов с большим количеством деталей точность выдерживаемого размера может быть определена на основе расчета соответствующей размерной цепи. При решении размерной цепи по максимуму и минимуму (метод полной взаимозаменяемости) допуск на выдерживаемый размер х (рис. 13.5, а).
![]()
где:
— допуск на размер L
приспособления;
![]() —
сумма допусков на
—
сумма допусков на
размеры l1, l2, ..., lп деталей. Эта формула справедлива для случая, когда сборка осуществляется с использованием нескольких приспособлений (дублеров) или приспособлений-спутников на автоматической линии. Если сборку производят в одном приспособлении, то величину учитывать не следует или при большой программе выпуска изделий под ней нужно понимать допуск на износ установочных элементов приспособления.
Из этого выражения можно найти допуск на размер приспособления, зная допуски на размеры сопрягаемых деталей, и допуск x на выдерживаемый размер:
![]()
При решении размерной цепи по методу неполной взаимозаменяемости допуск на выдерживаемый размер х можно определить по формуле:
![]()
где: t — коэффициент, определяющий риск (%) получения брака по выдерживаемому размеру при сборке; обычно берут t = 3:
Коэффициент t.............1 2 4
Риск брака, %.............32 4,5 0,27;
1,2,…n — коэффициенты, зависящие от формы кривых распределения размеров соответствующих сопрягаемых деталей узла.
В случае кривой распределения, близкой к нормальной, = 1/9. Для кривой, равной вероятности, и в случае, когда о форме кривой ничего не известно, рекомендуется принимать =1/3. Если кривая распределения близка к треугольнику, = 1/6. Зная исходные величины и задаваясь значениями t, можно определить допуск на размен сборочного приспособления:
Результаты расчета показывают, что при сравнительно небольшом риске получения брака допуск на размер приспособления можно значительно расширить. Вместе с тем расширяют допуски и на размеры сопрягаемых деталей.
Контрольные задания.
Задание 13.1.
Чем определяется общая (суммарная) погрешность измерения?
Задание 13.2.
Какие существуют типы контрольных приспособлений?
Задание 13.3.
Последовательность проектирования специальных сборочных приспособлений.
Задание 13.4.
От чего зависит точность сборки приспособления?