

Учебное пособие 800680
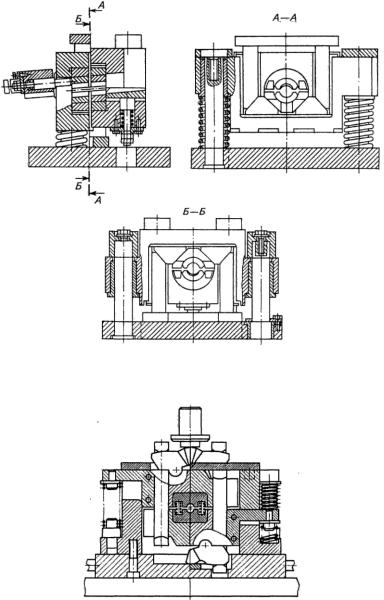
.pdfРис. 4.2. Штамп для не полностью закрытой отрезки стальных прутков средней и повышенной твердости.
Рис. 4.3. Штамп для не полностью закрытой отрезки
270
дифференцированным зажимом: а — исходное положение; б
— пруток зажат; в — отрезка заготовки.
Усилие поперечного зажима в этом штампе в любой момент отрезки составляет Q = (1,5…2,5) Р. Штамп обеспечивает разделение стальных прутков на точные заготовки длиной более 0,8 высоты сечений. Недостатком конструкции является большая потеря на трение в клиновых парах, в результате чего резко возрастает потребное усилие Р пресса, которое может быть определено по формуле
где Р — усилие отрезки; µ — коэффициент контактного трения в клиновых парах.
На рис. 4.4 представлена другая конструкция штампа с поперечным зажимом прутка силой, пропорциональной усилию отрезки, в которой тоже использованы клиновые механизмы. Преимуществом этой конструкции является отсутствие перемещения клиновых соединений под нагрузкой. В штампе предусмотрен наклон прутка. При разрезке в этом штампе прутков из среднеуглеродистой или легированной стали обеспечивается хорошая точность заготовок (угол скоса торца не более 1°, продольная утяжка до 0,4, отклонение от плоскостности торца не более 0,01). На рис. 4.5 приведен чертеж штампа того же типа с рычажными механизмами.
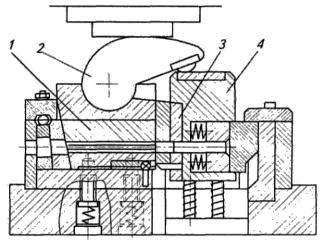
На рис. 4.6 приведена конструкция штампа типа 1.14 для закрытой отрезки точных коротких заготовок от прутков из мягкого алюминия. В этом штампе усилие отрезки передается через рычаг 2 на ползун несущий подвижный нож 3, и на подвижное устройство поперечного зажима 1. При опускании ползуна пресса вначале происходят зажим прутка и его осевое смещение (при котором осуществляется осевое сжатие), а затем отрезка заготовки. Штамп пригоден для отрезки точных коротких заготовок и от прутков из меди.
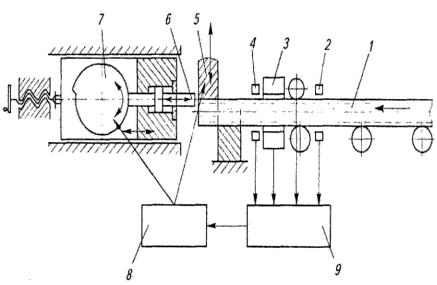
На рис. 4.7 представлена конструкция штампа-автомата
271
типа 1.14 для закрытой отрезки точных коротких заготовок от алюминиевых прутков, разработанного в СТАНКИНе.
Рис. 4.4. Штамп для не полностью закрытой отрезки с переменным активным поперечным зажимом прутка с помощью клиновых механизмов.
Рис. 4.5. Штамп для не полностью закрытой отрезки с
272
переменным активным поперечным зажимом прутка и отрезаемой части с помощью рычажных устройств.
Рис. 4.6. Штамп для закрытой отрезки коротких заготовок из алюминиевых прутков.
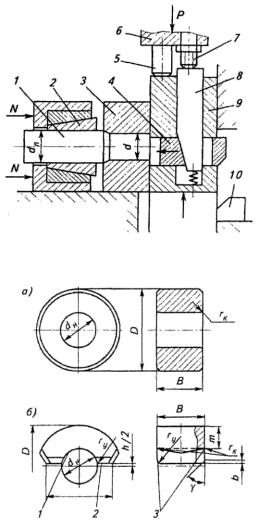
Пруток 1 диаметром dn цанговым зажимным и подающим устройством 2 вводится в отверстие неподвижного ножа 3, имеющего заходной конус диаметром d, и продвигается на расстояние подачи. При движении вниз плиты 6 регулируемый упор 7 перемещает клин 8, который через клиновую ползушку 4 сжимает отрезаемую часть прутка в замкнутой полости ножей. Необходимое значение осевого усилия достигается регулированием упора 7 относительно бойка 5. При дальнейшем движении ползуна пресса боек 5 перемещает подвижный нож 9 вниз, и происходит отрезка заготовки в условиях всестороннего сжатия металла в зоне реза. Удаление отрезанной заготовки происходит перемещением ползушки 4 от клина 10. При обратном ходе ползуна пресса подвижный нож возвращается в исходное положение с помощью буферного устройства.
Ножи отрезных штампов и сортовых ножниц. При разрезке прутков круглого профиля на заготовки высокого
273
качества необходимо применять для каждого размера сечения соответствующий комплект ножей.
Рис. 4.7. Штамп-автомат для закрытой отрезки точных коротких заготовок.
Рис. 4.8. Втулочные ножи отрезных штампов: а — цельный; б — составной;
1 — рабочая поверхность; 2 — плоскость разъема; 3 — режущие кромки.
274
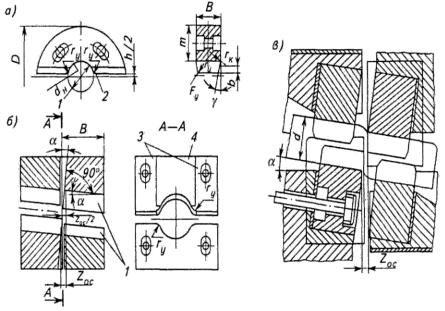
Типовые конструкции ножей отрезных штампов приведены на рис. 4.8, а разъемных ножей — на рис. 4.9. Ширина ножа В назначается из условия недопущения смятия от чрезмерного удельного усилия на поверхности контакта с прутком.
Рис. 4.9. Отрезные ножи сортовых ножниц:
а — втулочные составные, б —.призматические, в — крепление ножей в ножницах;
1 — рабочая поверхность; 2 — плоскость разъема; 3 — базовая плоскость; 4 — плоскость режущей кромки.
Для зажима прутка между ножом и прижимом делают зазор h с учетом колебания размеров сечения. Обычно его принимают равным 0,06 d. На режущей плоскости ножа делают фаски b под углом у, чтобы избежать задевания режущих кромок ножей друг за друга. При разрезке с наклоном прутка угол фаски равен углу наклона прутка α.
У открытых ножей-полувтулок для исключения заклинивания прутка и предупреждения образования продоль-
275
ных рисок на его боковой поверхности скругляют боковые острые кромки по дуге радиусом r = 0,05d. Для повышения стойкости ножей рекомендуется скруглять режущие кромки по дуге радиусом rу < 0,005d.
Габаритные размеры ножей сортовых ножниц должны соответствовать размерам рабочего пространства. В открытых ножах предусматривают перекрытие для избежания задевания верхнего ножа за нижний. В зависимости от диаметра сечения разрезаемого проката перекрытие делают от 16 до 40 мм.
Согласно ГОСТ 25454 параметры шероховатости поверхностей Ra, образующих режущую кромку ножа, и его опорных поверхностей не должны превышать 1,25 мкм.
Для обеспечения стойкости ножи отрезных штампов должны быть изготовлены из инструментальной стали, хорошо воспринимающей ударную нагрузку, с высокими удельными усилиями и термически обработанной.
Рис. 4.10. Отрезка на штампе с дозированием массы заготовки.
276
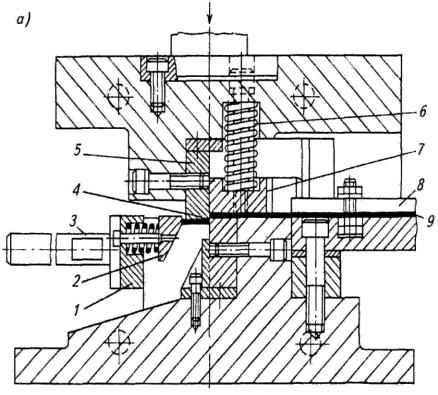
Рис. 4.11. Обрезной штамп простого действия: а — с прижимом исходной заготовки:
1 — опорная планка; 2 — упор; 3 — шпилька; 4 — отрезаемая на размер деталь; 5 — подвижный нож; 6 — пружина; 7 — прижимной механизм; 8 — направляющая планка; 9 — исходная заготовки; (начало)
277
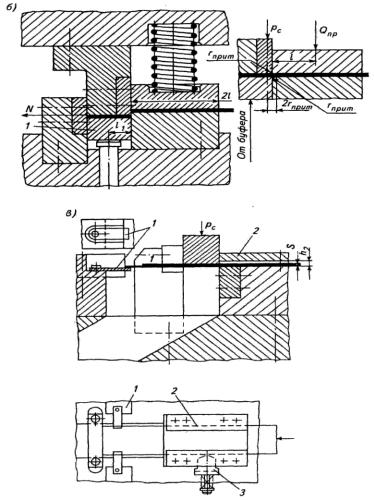
Рис. 4.11. Обрезной штамп простого действия:
б — с прижимом исходной заготовки и подпором отрезаемой заготовки: 1 — подпор;
в — с прижимом исходной заготовки и с поддержкой отрезаемой заготовки:
1 — поддерживающие пластины; 2 — направляющие планки; 3 — прижимное устройство; (продолжение)
278
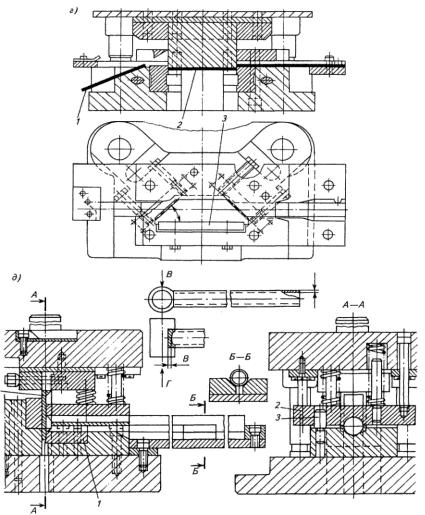
Рис. 4.11. Обрезной штамп простого действия: г — для отрезки и разрезки двух заготовок:
1 — заготовка, получаемая отрезкой; 2 — заготовка, получаемая разрезкой; 3 — направляющая планка; д — для подрезки трубчатой заготовки:
1 — матрица; 2 — прижимное устройство;
3 — направляющая колонна (окончание)
279