

Учебное пособие 800419
.pdfмент. Специальный инструмент находится на рабочем месте только во время его использования. При определении инструмента, предназначенного для постоянного хранения на рабочем месте, следует устанавливать не только минимально необходимое, но и максимально допустимое его количество.
Количество обрабатываемых заготовок и деталей на рабочем месте определяется системой организации производства и должно обеспечивать непрерывную работу в течение смены. Не допускается загромождение рабочего места сверхнормативными запасами деталей и заготовок. Все обрабатываемые заготовки и детали должны храниться на рабочем месте в таре.
Инструментальное обслуживание рабочего места при серийном производстве не требует больших постоянных наборов инструмента, который имеется в единичном производстве. Система обслуживания инструментом должна обеспечить подачу рабочему набора средсв технологического оснащения, необходимого для обработки партии деталей. Если партия деталей обрабатывается в течение более чем одной смены, то набор инструмента передаѐтся рабочему другой смены. Замена изношенного и вышедшего из строя инструмента производится на рабочем месте по вызову исполнителя работ. При данной системе обслуживания в большинстве случаев отпадает необходимость оснащать рабочие места инструментальными тумбочками, предназначенными для хранения довольно большого постоянного набора инструмента.
Рабочее место – это зона трудовой деятельности одного или нескольких исполнителей, оснащѐнная средствами, необходимыми для выполнения производственных заданий. Рабочее место является первичным элементом производственной структуры цехов и участков предприятий.
Рациональная организация рабочих мест осуществляется под влиянием многих технических, организационных, антропометрических и психологических факторов, представленных на рис. 1 [2].
Организация рабочего места зависит от особенностей средств и предметов труда, технологии обработки, технологического оснащения средств механизации и автоматизации. Рациональное размещение в зоне рабочего места всех элементов материального производства экономит труд и силы рабочего, снижает его утомляемость и позволяет совмещать систему обслуживания рабочих мест.
31
Для анализа организации труда на рабочих местах и разработки мероприятий по еѐ совершенствованию большую роль играют карты организации рабочего места. Они содержат: организацию и эскиз обрабатываемого предмета; состав операций и порядок их выполнения; схемы планировок рабочего места с указанием компоновки оборудования, транспортных устройств, средств механизации и автоматизации. Для роботизированного и механизированного рабочего места оператора устанавливается зона функционирования автоматизированного технологического оборудования, которое обслуживается роботами или автоматическими манипуляторами.
Факторы, влияющие на организацию рабочих мест
Тип  производ-
производ-
ства
Универ-  сальные
сальные
Специальные,  специализи-
специализи-
рованные
Автоматизи-  рованные
рованные
Механизированные
С преобладани-  ем ручных
ем ручных 
операций
Конструкционные и технологические особенности
Т и п ы
Число единиц оборудования, обслуживаемых одним
рабочим
р а б о ч и х
Одностаночные, одноагрегатные
Многостаночные,  многоагрегатные
многоагрегатные
Форма |
Положение |
|
организа- |
обрабатываемого |
|
предмета и |
||
ции |
||
расположение |
||
труда |
оборудования |
|
м е с т |
|
|
Индивиду- |
Стационарные, |
|
альные |
(неподвижные) |
|
|
||
|
Перемещаемые |
|
|
с обрабатывае- |
|
|
мым предметом |
|
Бригадные |
Комбиниро- |
|
|
||
|
ванные с пе- |
|
|
ремещением |
|
|
обрабаты- |
|
|
ваемого |
|
|
предмета и |
|
|
инструмента |
|
|
Напольные |
|
|
Подвесные |
Рис. 1. Факторы, влияющие на рациональную организацию рабочих мест
Рабочие места следует оснащать приѐмными столиками с двумя или четырьмя инструментальными ящиками. Такого количества ящиков вполне достаточно для хранения инструмента, предназначенного для обработки партии деталей, а также небольшого набора постоянно хранимых на рабочем месте средств по уходу за
32
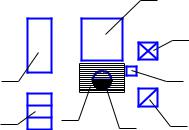
оборудованием (гаечных ключей, универсального измерительного инструмента и т.д.). С учетом этого разрабатываем оснащение рабочего места для электрохимической операции. Схема организации рабочего места представлена на рис. 2.
|
|
|
1 |
|
|
|
3 |
7 |
|
|
4 |
8 |
6 |
5 |
2 |
|
Рис. 2. Схема организации рабочего места оператора электрохимической установки
Рядом со станком 1 располагаются пульт управления станком 4, тары для заготовок 2 и деталей 3, стеллаж для хранения инструмента и оснастки 7. Рабочий находится в рабочей зоне 5 и по правилам техники безопасности стоит на изолирующей решетке 6. Промывка обработанной детали осуществляется в ванне 8.
В соответствии с утвержденной планировкой участка электрохимической размерной обработки к рабочему месту подводят холодную и горячую воду для охлаждения оборудования и мытья рук после работы с электролитом и обработанными деталями.
На участке выполняются следующие виды работ: электрохимическое размерное точение, шлифование и полирование, прошивание пазов и отверстий, мелкое и глубокое маркирование, удаление заусенцев в труднодоступных местах. В ряде операций используется токопроводящий наполнитель [3]. Типовыми деталями для такого участка могут быть детали типа плашка или крышка нефтегазового оборудования, имеющие внутренние пересекающиеся пазы, полости и каналы, в том числе повышенной точности и шероховатости.
Литература 1. Вороненко В.П., Егоров В.А., Косов М.Г., Попов Д.Р., Сул-
тан-Заде Н.М., Схиртладзе А.Г. Проектирование автоматизирован-
33
ных участков и цехов: Учебник для вузов / Под ред. Ю.М. Соломенцева. - М.: Высшая школа, 2000. - 272 с.
2.Организация производства и управление предприятием: учебник, под редакцией О.Г. Туровца. - М.: ИНФРА-М, 2002. - 527 с.
3.Смоленцев Е.В. Проектирование электрических и комбинированных методов обработки / Е.В. Смоленцев. - М.: Машинострое-
ние, 2005. - 511 с.
Воронежский государственный технический университет
УДК 621.075.32
А.В. Бондарь, М.А. Уваров
ОПТИМИЗАЦИЯ СТРУКТУРЫ УПРАВЛЕНИЯ КАЧЕСТВОМ НА ГОЛОВНОМ ПРЕДПРИЯТИИ ОТРАСЛИ
В статье предложены лучшие по мнению авторов структуры производства для крупного предприятия авиационно-космической отрасли. Опыт показывает, что подобные структуры обеспечивают требуемое качество изделий в условиях серийного производства.
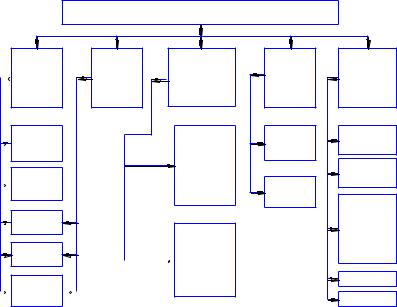
Структура служб качества зависит от требований к выпускаемой продукции. Нередко даже незначительные дефекты приводят к утере высокой репутации предприятия на рынке сбыта продукции и вызывают недоверие заказчиков. Наиболее сложно поддерживать качество наукоемкой продукции, в частности изделий ракетнокосмической и авиационной отрасли. На рис. 1 приведена структура служб качества конверсируемого предприятия. Такая структура может считаться типовой для заводов, выпускающих изделия оборонной техники и народно-хозяйственную продукцию.
Возглавляет службу (рис. 1) заместитель генерального директора, объединяющий административные обязанности с контрольными функциями по наблюдению и совершенствованию качества выпускаемых товаров различного назначения.
Система контроля продукции и управления качеством охватывает (рис. 1) внешние поставки (контрольно-проверочный пункт, бюро внешней приемки, лабораторию входного контроля), организационные структуры по анализу качества, аудиту, оценке уровня (сертификация), накоплению информации (через отдел информационных технологий, рис. 2).
34
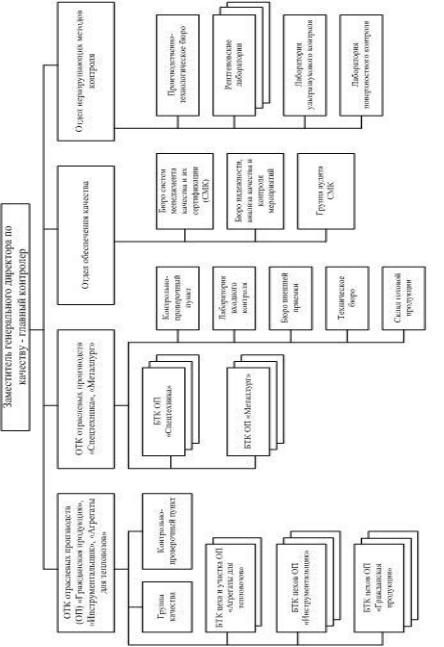
Рис.1. Типовая структура службы качества
35
Всистему входит лабораторный комплекс неразрушающих методов контроля, связанный с метрологическими подразделениями, центральными измерительными лабораториями и отделами технического контроля в структурных частях завода.
По результатам исследований структура служб качества претерпела существенные изменения: усилены контрольные функции по управлению внешними поставками, при анализе качества стали полнее учитываться сведения о транспортировке, хранении продукции у себя и заказчика; установлены тесные деловые связи с эксплуатационщиками и фирмами, утилизирующими остаточный продукт.
Унифицирована система обслуживания поставляемых изделий через постоянные представительства в местах эксплуатации продукции путем командирования специалистов на период пуска изделий и испытания на стороне объектов транспортной техники, нефтегазового оборудования.
Впоследние годы предприятие-изготовитель взяло на себя создание сложной испытательной техники для предприятий Газпрома. В частности разработана и выпущена оригинальная (имеются основополагающие патенты) установка для контроля надежности и качества бурильных труб, позволяющая селективно отбирать поставляемые изделия для применения на предельной глубине, допустимой для конкретной трубы. Устранение причин появления аварийных ситуаций из-за разрушения труб позволило снизить затраты заказчиков на бурение и высвободить средства на совершенствование продукции, заказываемой предприятиями оборонной отрасли.
Получаемая информация хранится в базе данных и периодически анализируется сотрудниками служб качества и информационного обеспечения. Структура службы информационного обеспечения приведена на рис. 2.
Структура выполняет оперативную работу по разработке и совершенствованию системы, математическому обеспечению и решению текущих и перспективных задач, а также по поддержанию работоспособности информационной службы предприятия, включающей потребителей от генеральной дирекции до цеховых подразделений. Для оперативной настройки и ремонта материальной базы
всостав служб входят специалисты по обслуживанию вычислительной техники, сетей, автоматизированных рабочих мест (механики, электронщики).
36
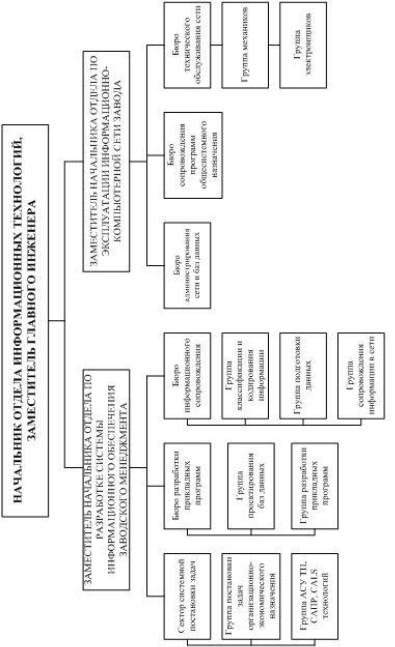
Рис. 2. Структура отдела информационных технологий
37
Винтересах служб управления качеством информационный отдел (рис. 2) выполняет следующие работы:
- создание документации по подготовке и размещению в базу данных сведений о качестве изделий;
- разработку инструктивных и руководящих материалов по подготовке исходных данных, использованию материалов;
- определение порядка пользования информацией с ограниченным доступом по условиям режимности и сохранения коммерческой тайны;
- поддержание работоспособности информационной систе-
мы;
- обслуживание информационной системы; - планирование и учет расходов службы качества;
- решение задач управления и проектирования; - разработка алгоритмов и программ для решения задач в об-
ласти управления качеством; -разработка, внедрение и сопровождение прикладных про-
грамм;
- монтаж и обслуживание автоматизированных рабочих мест руководства служб и исполнителей;
- администрирование баз данных и сети; - консультация и обучение пользователей;
- поддержание внешних информационных связей по тематике подразделений предприятия;
- разработка предложений по улучшению совместимости системы управления предприятия с эффективной работой информационной структуры.
Винтересах руководства предприятия развивать систему информационного обеспечения, поддерживать материальную базу на передовом уровне. Для этого планируются систематические крупные финансовые вложения, которые практически всегда быстро окупаются за счет своевременного устранения причин появления критических ситуаций в производстве, оперативного вмешательства (по сигналам информационных служб) в процессе повышения качества продукции. Последнее способствует росту престижа предприятия и стабильному увеличению объема выгодных заказов.
Задачи подразделений информационных технологий постоянно усложняются по мере расширения номенклатуры изделий (в основном необоронного профиля), что связано с контролем и повы-
38
шением качества новых видов продукции, по которой могут отсутствовать достаточно полные сведения о требуемых показателях, уровне новизны, востребованности. Накопление и анализ такой информации может влиять на изменение структуры предприятия, его внешние связи, материальное состояние.
Для организации эффективной работы по повышению качества изделий необходимо система переподготовки кадров, отвечающих следующим требованиям:
- владением на уровне пользователя вычислительной техни-
кой;
-способностью формирования задач для программистов;
-овладением работой со справочниками, владением теорией менеджмента анализом информационных потоков, методами кодирования и защиты информации;
-способностью оптимизировать деловые связи с соисполни-
телями;
-возможностью систематического осваивания новых достижений вычислительной техники.
Внедрение вычислительной техники позволило снять с руководства служб предприятия значительную часть рутинной работы и усилить исследования в области совершенствования выпускаемой и осваиваемой продукции, оценке ее перспективности и конкурентоспособности.
Литература
1.Бондарь А.В. Качество и надежность М.: Машиностроение, 2007.– 308 с.
2.Уваров М.А. Восстановление качества транспортных машин / М.А. Уваров, В.П. Смоленцев, Б.И. Омигов // Известия Орел ГТУ, 2008, № 4-2. – С.43-49
3.Уваров М.А. Система экономического управления восстановлением транспортной техники / Вестник ВГТУ, 2009, Т5, №4.
–С. 49-51.
Воронежский государственный технический университет Воронежский механический завод
39
УДК 621.9.047
А.И. Болдырев
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИИ ЭЛЕКТРОХИМИКОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ
В статье рассмотрена методика проектирования технологического процесса обработки отверстий высокой точности формообразования в деталях машин электрохимикомеханическим способом с обеспечением требуемых эксплуатационных показателей поверхностного слоя.
При обработке внутренних поверхностей деталей машин различного технологического назначения все более широкое применение находит электрохимикомеханический способ [1], позволяющий достичь помимо высокой точности формообразования и требуемые эксплуатационные характеристики поверхностного слоя. Достижимые характеристики существенно зависят от ряда условий и режимов об работки.
Исходными данными для расчета технологических параметров являются: чертежи детали с указанием технических условий (допустимые погрешности обработки, требуемая степень наклепа), данные о материале, его состоянии, о методе получения заготовки.
Расчет осуществляется в следующей последовательности:
1. На основании анализа чертежа детали обосновывается выбор схемы обработки, обеспечивающую заданную точность. Применение электрохимикомеханического способа не всегда является рациональным, т.к. комбинированный инструмент и оборудование достаточно сложны и дороги в изготовлении. При обработке отверстий с точностью до 10-11 квалитета экономичнее использовать схему двухоперационной обработки (электрохимическая обработка + упрочнение).
Точность обработки, обеспечиваемая каждой из схем, оценивается среднеквадратичным отклонением размера , определяемым экспериментально по результатам обработки контрольных партий деталей. В случае, когда  [ ] /6 ([ ] - поле допуска) применяется
[ ] /6 ([ ] - поле допуска) применяется
схема комбинированной обработки, в противном случае - двухоперационная обработка.
2. По виду отверстия (сквозное, ступенчатое, глухое) и форме его сечения (круглое, фасонное) находится тип устройства, при-
40