

Учебное пособие 800419
.pdfцип измерения отклонений соответствует принципу измерения амплитуды вынужденных колебаний датчика (рис. 1).
Рис. 1. Схема виброгенераторного датчика
Рис. 2. Схема виброконтактного измерительного устройства
Анализ схем и элементов конструкций показывает, что известные системы виброконтактного типа относятся к системам с различным числом масс и степеней свободы, для которых задача повышения точности является одной из главных задач. Необходимость анализа свойств механической системы вытекает из системного подхода к построению расчетных схем, в процессе составления которых строятся резонансные зависимости свободных и вынужденных колебаний. Указанные зависимости необходимы для обоснования и выбора режимов неразрушающего контроля виброконтактным методом.
91

В практике измерения отклонений или сортировки на группы особая роль отводится электроконтактным преобразователям и электрическим индикаторам контакта, использующимися в так называемых режимах дискретного контакта, обусловленных спецификой технологических процессов. Использование подобных средств контроля обусловило необходимость более полного исследования моделей ударного нагружения, так как возникновение износа или микроразрушений в точках контакта щуповых рычагов имеет важное значение с точки зрения сохранения точности и ресурса. Кроме того, одним из основных направлений совершенствования конструкций контактных преобразователей является синтезирование элементов прецизионных передач, допускающих встраивание элементов ударной разгрузки.
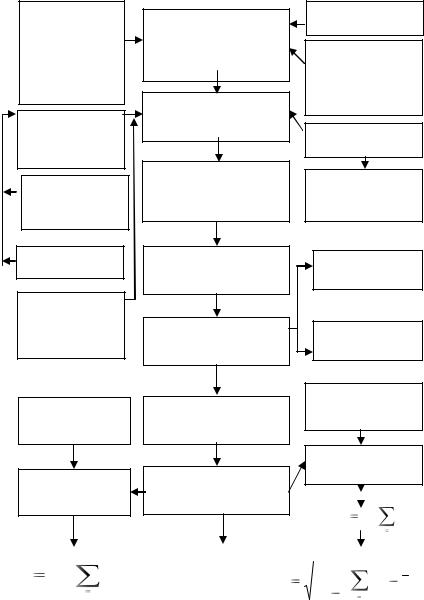
Структура исследований поясняется схемой, приведенной на рис. 3. Основная задача заключается в проведении комплекса аналитических, прикладных и экспериментальных исследований, необходимых для разработки методик и виброконтактных устройств, обладающих более высокой точностью, быстродействием и долговечностью. На схеме приводится обобщенный алгоритм анализа предмета исследований, представления механизма аналитического исследования динамических систем виброконтактных и контактных измерителей, описания областей перспективного применения методов и средств виброконтактного и универсального контроля, обобщение результатов экспериментальных исследований [2].
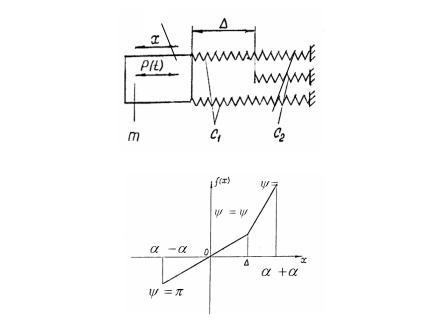
Для исследования режимов виброконтактной измерительной системы использованы известные асимптотические модели, основанные на применении универсального метода гармонического баланса. На схеме (рис. 4) приняты обозначения: x, m – координата, отсчитываемая от положения равновесия, и масса измерительного органа 1 соответственно; C1 , C2 - жесткости упругого подвеса и из-
меряемого тела 2; - зазор между измеряемой поверхностью и положением равновесия измерительного органа.
В общем виде, динамическая характеристика системы в первом приближении аппроксимируется упругой компонентой, представляемой в виде кусочно-линейной двухзвенной несимметричной характеристики (рис. 5) и диссипативной составляющей, учитывающей потери в процессе удара измерительного органа об измеряемую поверхность.
92

Дифференциальное уравнение свободных колебаний системы в безразмерной форме имеет вид:
f ( ) 0 , |
(1) |
где ς – безразмерная координата ( |
x ); |
χ– частота свободных колебаний в зоне контакта.
Всоответствии с методом гармонического баланса решение
(1)записывается в виде:
0 |
cos |
, |
(3) |
|
|
|
|
где 0 - смещение центра колебаний; - |
амплитуда колебаний; |
- |
|
фазовый угол измерительного органа ( |
; - частота свободных |
||
колебаний,  -время). Система уравнений приобретает замкнутый вид совместно с уравнением:
-время). Система уравнений приобретает замкнутый вид совместно с уравнением:
1 |
(1 |
|
) , |
(7) |
|
|
|
0 |
|||
|
cos 1 |
||||
|
|
|
|
|
|
представляющим собой решение данной системы в точке |
1 . |
||||
Полученная система уравнений позволяет определить ам- |
|||||
плитудно-частотную зависимость |
|
( ) и построить скелетную |
|||
кривую режима свободных колебаний. Рассматриваемая виброконтактная система характеризуется смещением центра колебаний 0 .
Величина |
0 |
входит в результат измерения, не вызывая появления |
|
|
дополнительной погрешности при соблюдении равных условий измерения и настройки.
|
|
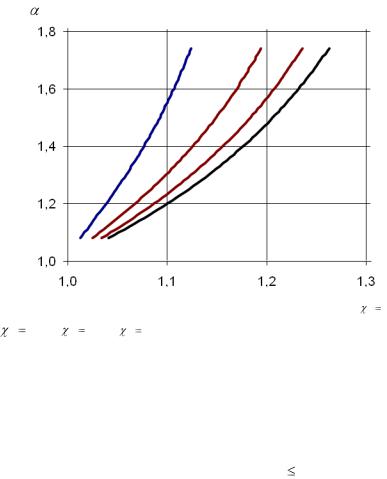
На рис. 6 иллюстрируется семейство скелетных кривых виб- |
||||||||
роконтактной |
системы |
для значений |
2 |
2; |
2 |
3; |
2 |
4; |
||
|
|
|
|
|
|
|
|
|||
2 |
5. Скелетные кривые рассматриваемой системы начинаются в |
|||||||||
точке |
0, 0 |
( ) , где |
0 - частота свободных колебаний линей- |
|||||||
ной системы. На графиках (рис. 6) прослеживается четкая тенденция снижения амплитуды свободных колебаний по мере увеличения относительной жесткости системы в точке контакта.
Однако рассматриваемая расчетная модель не позволяет выявить предельное значение жесткости, при котором возможно снижение точности оценки. Тем не менее, семейство скелетных кривых рекомендуется использовать в качестве “своего рода” аттестата динамических свойств измерительной системы для экспрессной оценки и прогнозирования возможных режимов свободных и вынужденных колебаний.
93
Критерии решения технической проблемы виброконтактного и универсального контроля
Виброконтактные
динамические системы (ВДС)
Поступательные ВДС
Плоские ВДС
Рычажные ДС (синуснокулисные)
Априорная
информация
Однократные
измерения
|
1 |
N |
|
x |
|
xi |
|
N |
|||
|
i 1 |
||
|
|
|
Информационная основа построения моделей и виброконтактных режимов
Выбор математических методов
Анализ виброконтактных динамических систем
Синтез
динамических
Структура и конструкции
Методики применения
Измерения
Анализ
источников
Анализ современных аналогов неразрушающего контроля и диагностики
Механические
модели
Формализованные схемы
Виброконтактные
Контактные
Низкочастотные гармоники профиля
Многократные
измерения
|
ˆ |
1 |
N |
|
|
|
|
|
xi |
x |
|
|
||
|
|
N |
||
|
|
|
i 1 |
|
|
|
|
|
|
Результаты |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
N |
|
|
|
|
|
||
исследования |
|
|
|
ˆ |
|
|
|
|||
|
|
|
|
|
2 |
|
||||
|
S |
|
|
|
|
(xi x) |
|
|
||
|
|
N |
1 i 1 |
|
|
|||||
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
Рис. 3. Структура исследований
94
1
|
|
|
|
0 |
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
Рис. 4. Схема виброконтактнойРисистемыунок 4- Схема |
Рисунок 5- Схема |
|||
0 |
характеристики |
|||
|
||||
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
0
0
2
Рисунок 4Рис- Схема. 5. Схема упругойРисунокхара теристики5- Схема упругой роконтактной системыКроме. того, использованиехарактер стикирезультатов. анализа на стадии
построения скелетных кривых упрощает процедуру учета задаваемых и варьируемых параметров при исследовании вынужденных колебаний.
Выявлена предпочтительность применения виброконтактных устройств, для многоуровневого контроля отклонений профилей шлифовальных инструментов [2]. В силу ряда специфических особенностей абразивной поверхности (абразивная способность зерен, крутизна их выступов, значительные перепады выступов и впадин) представляется затруднительным профилографирование с помощью профилографов общего назначения, особенно, при измерении профиля крупной зернистости. По сравнению с известными контактными методами метод профилографирования с помощью виброконтактного преобразователя является более предпочтительным. К числу основных параметров, определяемых методом виброконтактного контроля инструмента за период его стойкости, относятся текущий размер, диапазон изменения текущего размера (износ режущей поверхности), а также спектральная характеристика профиля.
95
1 |
2 |
3 |
|
|
4 |
λ
Рис. 6 - Скелетные кривые виброконтактной системы: 1- 2 2 ; 2-
2 3 ; 3- 2 4 ; 4- 2 5
Для того чтобы иметь реальное представление о свойствах шлифовального инструмента строится статистическая модель, основанная на экспериментальных данных. В общем виде статистическая модель содержит теоретические зависимости, обеспечивающие проведение спектрального анализа и синтеза отклонений формы поверхности, образующейся в процессе обработки. Для изделий типа дисков с отношением длины к диаметру H 1 ограничиваются
1 ограничиваются
рассмотрением отклонений размеров и формы в поперечном сечении. Отклонения формы поперечного сечения инструмента и обрабатываемой детали возникают, главным образом, вследствие их дисбаланса даже при пренебрежимо малых смещениях осей вращения.
Литература
1.Сухочев Г.А. Управление качеством изделий, работающих
вэкстремальных условиях при нестационарных воздействиях / Г. А. Сухочев.– М.: Машиностроение, 2004. - 287 с.
96
2. Лисин С.К. Виброконтактный и универсальный контроль качества изделий в машиностроении. – СПб.: СЗТУ, 2006 – 115с.
Воронежский государственный технический университет
УДК 621.09.047
О.Н. Муравлѐва, В.П. Смоленцев, А.Н. Осеков
СИСТЕМА ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ ОПЫТНОГО ПРОИЗВОДСТВА
Разработана система технологической подготовки опытного производства, учитывающая особенности комплектации и эксплуатации средств технологического оснащения и управления финансированием вспомогательных производств. Проанализированы возможные пути ускорения работ по созданию новых видов продукции. Показаны примеры эффективной разработки новых образцов наукоемких изделий с минимизацией затрат на их освоение, что позволяет выделить средства на социальные нужды трудового коллектива
Целью работы является разработка экономической системы ускоренного создания опытных образцов конкурентоспособной отечественной техники.
Вработе были решены следующие задачи: разработка структуры моделей управления экономической системой опытных предприятий различных форм собственности с учетом изменяющихся ограничений;
обоснование выбора источников финансирования при приоритетной разработке опытных наукоемких образцов конкурентоспособной техники, где имеет место наибольшая вероятность утраты вложенных средств;
оптимизация делегирования управленческих функций и социальных благ исполнителям различного уровня с учетом приоритетов по созданию и промышленному освоению опытных изделий, определяющих сохранение профиля работы опытного предприятия.
Вработе выполнен анализ исследований по разработке экономических систем управления опытными предприятиями различных форм собственности.
Анализ состояния вопроса позволяет сделать следующий вывод: Используемые ограничения при проектировании систем
97

управления экономическими вопросами достаточно полно отражают условия выпуска однотипной продукции со стабильной программой, где затраты на начальный этап создания изделий занимают незначительную часть и не определяют стратегию работы предприятий всех форм собственности. Фирмы, работающие в режиме постоянного капитального обновления продукции (иногда с заметным изменением профиля работы), имеют основные затраты на стадии подготовки к выпуску первого (или первых) изделий, поэтому источники финансовых вложений имеют иную природу по сравнению с поступлением средств за реализованный товар на серийном заводе, где наблюдается достаточно быстрая оборачиваемость средств, возврат кредитов, возможность ускорить выпуск уже освоенной продукции.
В работе приведена дискретная система технического и экономического управления при различных возможностях финансирования для предприятий, разрабатывающих опытные изделия.
Управление системой распределения возможно, если использовать научную основу теории делового конфликта с адаптированным подходом к вероятной оценке качества принимаемых решений и последующей оптимизацией результатов по мере накопления информации в базе данных.
Исследования выполняются в несколько этапов. В начале, когда информация об объекте носит приближенный характер, главное внимание должно уделяться структуре принятия решений путем нахождения ядра конфликта между исполнителем и заказчиком, и определения оптимальной области принимаемых решений. На этом этапе критерием оценки правомерности решения служит
F X, Y,...Z min , |
(1) |
где F – целевая функция, определяющая число возможных вариантов выбора принципиальных конструкторских схем объекта;
X, Y,…Z – возможные показатели уровня значимости, определяющие характеристики и функциональные возможности объекта разработки.
Особенностью оптимизации решений с использованием теории делового конфликта является переход от метода перебора возможных вариантов к нахождению "ядра", т.е. одного или нескольких решений, размещенной в зоне оптимизации.
Применительно к нахождению "ядра" конфликта критерий
(1) примет вид
98
F |
Xi , |
Yi ,... Zi |
опт , |
(2) |
n |
m |
k |
|
|
1 |
1 |
1 |
|
|
где показатели "ядра" конфликта n, m, …k → min.
Принятие решения на первом этапе может выполняться с использованием ЭВМ методом итераций путем оценки множества случайных сочетаний показателей для сформированного направления поиска. Для каждого показателя
Xn 1 |
Xn |
hn Nn ; |
|
Ym 1 |
Ym |
hm Nm ; , |
(3) |
Zk 1 Zk hk Nk
где N – направление работ по оптимизации показателя;
h – шаг итерации, который может изменяться в процессе приближения к "ядру" конфликта по зависимости
hn 1 hn . |
(4) |
Этот этап характеризует начальное приближение варианта решения к оптимальному значению.
На втором этапе оптимизации решений необходимо использовать критерий совместимости найденных вариантов и выбрать те из решений, которые не противоречат друг другу, т.е. где выполня-
ется условие |
|
Xn Ym Zk . |
(5) |
Решение возможно с использованием булевых переменных
; k , определяющих минимальный набор возможных решений, лежащих в области оптимизации с учетом взаимного воздействия показателей.
Для показателя X
|
|
|
|
|
|
|
|
|
ki |
|
|
X |
n |
arc min |
l , |
(6) |
|
|
|
|
|
|
|
|
|
l |
1 |
|
|
где
ний.
1 если ki совместимо с показателями множества;
nl |
0 если не совместимо. |
|
Тогда алгоритм оптимизации включает:
1. Оптимальное формирование множества возможных реше-
99
2.Оптимизацию выбора бинарных решений с помощью булевых переменных.
3.Выбор оптимальных решений с учетом их эффективности.
4.Группирование вариантов решений с учетом их совмести-
мости.
Для опытного производства необходимо:
- используя разработанную модель адекватного замещения ресурсов при нечеткой информации о потребности, разработать систему экономического управления процессом оснащения производства взаимозаменяемыми техническими средствами, желательно из числа имеющихся;
- ограничить заказ на средства технологического оснащения шифрами первой очереди, т.е. приспособлениями и инструментами, необходимыми дл изготовления изделий в единичном количестве;
- направить финансовые потоки на приобретение стандартных и покупных средств технологического оснащения;
- приобретать универсальную оснастку, адаптированную ко всей номенклатуре выпускаемых изделий;
- для специальной оснастки использовать простые конструкции, особенно формы и виды заготовок;
- поддерживать деловые контакты с разработчиками изделий через отработку технологичности проектов.
Рассмотрена возможность нахождения оптимальных конструкторских решений при создании новых образцов продукции различной сложности путем использования теории делового конфликта
иускорения поиска области совпадения мнений конфликтующих сторон.
Детализация функций и структура управленческих служб зависят от вида и численности предприятия, выпускающего опытную продукцию. Новые направления создания продукции обычно развиваются от малых предприятий с небольшой численностью. В тех случаях, когда предприятие имеет численность до 10 человек, функции руководства делятся на 2 группы, где внешние связи и общие (текущие и перспективные вопросы) руководства, как правило, выполняет генеральный директор, а внутреннее (оперативное) руководство осуществляют заместители (или заместитель).
Состояние предприятия зависит от объема и характера заказов. Управление этими функциями возможно при наличии информационной базы. С помощью такой базы удается планировать объемы
100