

Учебное пособие 800110
.pdfРадиус закругления углов R по внутреннему диаметру принимается равным 10 – 15 мм, по наружному контуру R’ – не менее 50 мм. Величины 2А, h, Г, Ж – те же, что и в пункте 2.5.24.
2.5.33 Определение суммарного зазора в окне:
|
|
К |
|
д |
|
|
Ш |
; мм, |
(55) |
|
В а |
|
а |
а |
|
где В – высота окна, мм; аК - сумма аксиальных размеров кату-
шек первичной обмотки, мм; ад - сумма аксиальных размеров дисков вторичного витка, мм; аШ - сумма толщин изоляционных
шайб между катушками и дисками. Шайбы выполняются из гетинакса толщиной 1 мм.
Полученный зазор распределяется следующим образом. Зазор между крайней катушкой и ярмом 3 – 4 мм с каждой стороны. Оставшийся зазор распределяется равномерно между катушечными группами. Зазор между катушечными группами должен быть не менее 6 мм. Расположение элементов в собранном сварочном трансформаторе представлено на рисунке 11.
5 |
|
|
6 |
|
|
4 |
3 |
2 |
1 |
8 |
7 |
Рисунок 11 - Расположение элементов в собранном сварочном трансформаторе броневого типа: 1 – дисковая катушка первичной обмотки; 2 – пластина вторичной обмотки; 3 – прокладка из гетинакса; 4 – прижимной болт; 5 – стальная рама; 6 – магнитопровод; 7 – стальные упорные шайбы;
8 – распорные клинья из текстолита
2.5.34 Расчет выводов катушек. В контактных трансформаторах броневого типа только две лобовые части катушек находятся вне зоны окна. Из этих двух частей одна располагается со стороны контактных плит вторичного витка, и, следовательно выводы катушек первичной обмотки могут быть размещены только с другой сторо-
29

ны. Обычно выводы изготавливают из голой шинной меди шириной не менее 14,5 мм. Ширина вывода ограничивается их количеством, которое должна иметь одна катушка. Выбор ширины вывода производится в соответствии с рисунком 12.
δВ |
bИЗ |
БК
RК
а б
Рисунок 12 - Расположение выводов катушек первичной обмотки: а - катушка с двумя выводами; б - катушка с четырьмя выводами
Сечение выводов каждой катушки определяется по формуле
gВ |
I1PMAX |
, |
(56) |
|
j1P |
||||
|
|
|
||
где I1PMAX - максимальный ток в данной катушке, А; |
j1P - допусти- |
|||
мая плотность тока в выводах, А/мм2, выбирается в соответствии с таблицей 7.
Ширина вывода с изоляцией определяется по формуле
bИЗ |
|
БК |
2R B (n 1) |
; мм, |
(57) |
|
|
||||
|
|
|
n |
|
|
где B - расстояние между соседними выводами, принимается рав-
ным на менее 10 мм; БК, R – размеры катушки (рисунок 12); n – количество выводов в катушке.
Ширина голого провода вывода:
bВ bИЗ ИЗ . |
(58) |
Толщина изоляции вывода с двух сторон принимается равной 3 мм. Толщина голого провода вывода:
аВ gB /bB . |
(59) |
30 |
|
Окончательно размеры выводов выбираются по таблице 13 и проверяется фактическая плотность тока в них.
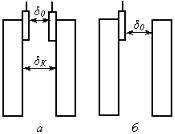
2.5.35 Определение фактического зазора между выводами соседних катушек (рисунок 14). Зазор между соседними выводами в случае, когда они располагаются друг против друга (рисунок 13, а), будет равен
0 |
К (а1В 3) (а2В 3) , |
(60) |
где К - зазор между катушками, мм (по пункту 2.5.33); а1В 3 - толщина изолированного вывода катушки №1, мм; а2В 3 - толщина изолированного вывода катушки №2, мм.
Величина зазора 0 должна быть не менее 2 мм. При малом
зазоре выводы соседних катушек располагаются в шахматном порядке, как показано на рисунок 13, б.
Тогда 0 |
К аВ 3 , мм. Здесь аВ 3 - наибольшая |
толщина изолированного вывода, размещенного в данном зазоре, мм.
Рисунок 13 - Расположение выводов соседних катушек: а – друг против друга; б – в шахматном порядке
2.3.36 Определение веса сердечника. Вес сердечника определяется по формуле
GЖ VЖ 10 3 ; кг, |
(61) |
где γ = 7,86 г/см3 – плотность материала магнитопровода; VЖ – суммарный объем магнитопровода, см3.
2.3.37 Определение веса катушек первичной обмотки
31

Вес провода катушек каждого типа подсчитывается отдельно по формуле
G |
К |
|
К |
R |
g |
K |
|
K |
y |
10 3 |
; кг, |
(62) |
|
|
СР К |
|
|
|
|
|
|
||||
где γ – плотность материала провода, |
г/см3 |
(для медного провода |
||||||||||
γ = 8,9 г/см3); К - число витков в катушке; RСРК - средняя длина
витка катушки, см; gK – сечение провода, см2; Ку = 1,03 ÷ 1,08 – коэффициент, учитывающий увеличение веса провода за счет изоляции.
2.5.38 Определение веса дисков вторичного витка |
|
||||||||
G |
2 |
n |
д |
R |
СРд |
g |
2д |
10 3 ; кг, |
(63) |
|
|
|
|
|
|
||||
где nд - число дисков вторичного витка; |
g2д - сечение диска вторич- |
||||||||
ного витка, см2. |
|
|
|
|
|
|
|
|
|
2.5. 39 Определение веса трансформатора |
|
||||||||
|
|
|
GТР GЖ GK G2 . |
(64) |
|||||
2.5.40Проектирование сварочного трансформатора производится по расчетным данным. Трансформатор должен быть изображен в двух проекциях с необходимыми размерами и сечениями.
2.5.41Построение внешней нагрузочной характеристики машины по номинальной ступени, т.е. зависимость UЭЭ = f (I2), которая
вконкретном случае выражается так
I2CB |
|
|
|
|
U20НОМ |
|
|
|
|
|
. |
(65) |
|
|
|
|
|
|
|
|
|
|
|||
(R |
K |
R |
R )2 |
(x |
x |
K |
)2 |
|||||
|
|
|
TP |
CB |
TP |
|
|
|
|
|
Кривую UЭЭ = f (I2) можно построить, задаваясь различными значениями RДЕТ от 0 до ∞ (режим холостого хода). Внешняя характеристика выносится в графическую часть. На графике необходимо провести прямую линию, соответствующую расчетному значению RДЕТ и точки, соответствующие I2СВ и IЭЭ. По величине I2РАСЧ, сварочному и ковочному усилию, размерам вторичного сварочного контура выбирается сварочная машина.
32

ПРИЛОЖЕНИЕ А
ВАРИА НТ Ы З АДА НИ Й
|
|
М ат ер и ал |
|
|
Г еом ет р и ч ес к и е |
|
Тип транс- |
||||||||
У з е л |
|
|
|
р аз м ер ы уз л а |
|
форматора |
|||||||||
|
|
|
|
|
|
|
|
||||||||
1 |
2 |
3 |
4 |
|
5 |
|
1 |
2 |
3 |
4 |
5 |
1 |
2 |
3 |
|
|
|
|
|||||||||||||
|
|
|
|
|
|
сплавМедный |
а |
50 |
75 |
100 |
150 |
200 |
|
|
|
|
МУС |
10Н18ХТ |
ОТЧ |
6АМг |
|
|
|
|
|
|
|
Броневой |
Стержневой |
Броневой |
|
|
|
b |
25 |
50 |
75 |
100 |
150 |
||||||||
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
l |
100 |
125 |
150 |
200 |
300 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
δ |
0,5 |
1,0 |
1,5 |
2,0 |
2,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Медныйсплав |
|
|
ø |
500 |
750 |
1000 |
1250 |
1500 |
|
|
|
|
АМг6 |
Н18Х10Т |
МУС |
|
ОТЧ |
|
|
|
|
|
|
Стержневой |
Броневой |
Стержневой |
|
|
l |
1000 |
2000 |
2500 |
3000 |
3500 |
|||||||||
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
δ |
0,5 |
1,0 |
1,5 |
2,0 |
2,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сплавМедный |
а |
15 |
20 |
25 |
30 |
40 |
|
Стержневой |
|
|
10Н18ХТ |
ОТЧ |
6АМг |
МУС |
|
|
|
|
|
|
|
Броневой |
Броневой |
||
|
|
b |
500 |
600 |
800 |
1000 |
1200 |
||||||||
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
l |
750 |
1000 |
1250 |
1500 |
2000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
δ |
0,3 |
0,4 |
0,5 |
0,6 |
0,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Медныйсплав |
|
|
|
|
|
øн |
400 |
600 |
800 |
1000 |
1200 |
Стержневой |
|
Стержневой |
|
МУС |
АМг6 |
ОТЧ |
|
18ХН10Т |
δ |
1,0 |
1,2 |
1,5 |
2,0 |
2,5 |
Броневой |
|||
|
|
|
|
|
|
|
øв |
400 |
550 |
700 |
950 |
1150 |
|
|
|
|
|
|
|
|
|
|
l |
600 |
800 |
1000 |
1200 |
1500 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
V |
|
|
|
|
|
|
ø |
1 |
1,25 |
1,5 |
2,0 |
2,5 |
|
|
|
Сетка из пересе- |
45Сталь |
|
|
|
|
Т10Н18Х |
Броневой |
Стержневой |
Броневой |
||||||
ХГСА30 |
3Ст |
ОТЧ |
|
|
|
|
|
|
|
||||||
кающихся стерж- |
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ней: ø – диаметр |
|
|
|
|
|
|
l |
500 |
750 |
800 |
1000 |
1500 |
|
|
|
стержня; l – дли- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
на сетки; |
|
|
|
|
|
|
а |
500 |
600 |
800 |
1000 |
1200 |
|
|
|
а – ширина сетки. |
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
33

Продолжение приложения А
|
|
М ат ер и ал |
|
|
Г еом ет р и ч ес к и е |
|
Тип транс- |
|||||||||
У з е л |
|
|
|
р аз м ер ы уз л а |
|
форматора |
||||||||||
|
|
|
|
|
|
|
|
|||||||||
1 |
2 |
3 |
4 |
|
5 |
|
1 |
2 |
3 |
4 |
|
5 |
1 |
2 |
3 |
|
|
|
|
|
|||||||||||||
|
МУС |
Н18Х10Т |
ОТЧ |
АМг6 |
|
Медныйсплав |
δ |
0,5 |
1,0 |
1,5 |
2,0 |
|
2,5 |
Броневой |
Стержневой |
Броневой |
|
|
|
|
|
|
|
l |
600 |
800 |
1000 |
1200 |
1500 |
|
|
|
|
|
|
|
|
|
|
|
a |
50 |
75 |
100 |
150 |
|
200 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сплавМедный |
|
|
a |
50 |
75 |
100 |
150 |
|
200 |
Стержневой |
Броневой |
Стержневой |
|
6АМг |
10Н18ХТ |
МУС |
|
ОТЧ |
|
|
|
|
|
|
|
||||
|
b |
100 |
125 |
150 |
200 |
|
300 |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
l |
500 |
600 |
800 |
1000 |
1200 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
δ |
0,5 |
1,0 |
1,5 |
2,0 |
|
2,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сплавМедный |
a |
300 |
400 |
500 |
600 |
|
700 |
|
|
|
|
МУС |
Т10Н18Х |
ОТЧ |
6АМг |
|
b |
350 |
400 |
450 |
500 |
|
550 |
Броневой |
Стержневой |
Броневой |
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
l |
400 |
450 |
500 |
550 |
|
600 |
|
|
|
|
|
|
|
|
|
|
δ |
0,5 |
1,0 |
1,5 |
2,0 |
|
2,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание: δ – толщина листа.
34
|
Содержание |
|
1 Задачи и содержание курсовой работы …………….. |
1 |
|
2 Методика выполнения курсовой работы …………... |
1 |
|
2.1 |
Описание конструкции и условий эксплуатации |
|
изделия ………………………………………………….. |
1 |
|
2.2 |
Обоснование выбора материала конструкции …… |
3 |
2.3 |
Оценка свариваемости материала изделия ………. |
3 |
2.4 |
Выбор и расчет параметров режима сварки ……... |
4 |
2.5 |
Расчет сварочного трансформатора и выбор сва- |
|
рочной машины ………………………………………… |
12 |
|
Приложение А ………………………………………….. |
33 |
|
Список литературы …………………………………….. |
36 |
|
35
Список литературы
1 Гельман А.С. Технология и оборудование контактной свар-
ки.- М.: Машгиз, 1960.- 368 с.
2 Глебов Л.В., Пискарев Н.А., Фейгенбаум Д.С. Расчет и конструирование машин контактной сварки.- Л.: Энергия, 1981.- 423 с.
3 Зайчик Л.В., Орлов Б.Д., Чулошников П.Л. Контактная электросварка легированных сталей и сплавов.- М.: Машиностроение, 1974.- 293 с.
4 Петров А.С., Терновых А.Ф. Методические указания к выполнению курсового проекта по дисциплине «Технология и оборудование сварки давлением» для студентов специальности 12.05 «Оборудование и технология сварочного производства» дневного и вечернего обучения (74-92).- Воронеж: ВПИ, 1992.- 42 с.
5Рыськова З.А., Федоров П.Д., Жимерева В.И. Трансформаторы для электрической контактной сварки.- Л.: Энергоатомиздат, 1990.- 424 с.
6Слиозберг С.К., Чулошников П.Л. Электроды для контактной электросварки.- Л.: Машиностроение, 1972.- 96 с.
7Сварка в машиностроении: Справочник в 4-х т. / Под ред. А.И. Акулова.- М.: Машиностроение, 1978.- Т.2.- 462 с.
8Теоретические основы сварки / Под ред. В.В. Фролова.- М.:
Высш. шк., 1970.- 592 с.
9Технология и оборудование контактной сварки: Учебник для машиностроительных вузов / Б.Д. Орлов, А.А. Чакалев, Ю.В. Дмитриев и др.; Под общ. ред. Б.Д. Орлова.- М.: Машиностроение, 1986.- 352 с.
10Чулошников П.Л. Контактная сварка.- М.: Машинострое-
ние, 1977.- 144 с.
11Чулошников П.Л. Точечная и роликовая электросварка легированных сталей и сплавов.- М.: Машиностроение, 1974.- 293 с.
36
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к выполнению курсовой работы по дисциплине «Технология и оборудование контактной сварки» для студентов направления 15.03.01 «Машиностроение» (профиль «Оборудование и технология
сварочного производства») очной формы обучения
Составитель Бокарев Дмитрий Игоревич
В авторской редакции
Компьютерный набор Д.И. Бокарева
Подписано в печать 20.12.2017.
Формат 60х84/16. Бумага для множительных аппаратов. Усл. печ. л. 2,4. Уч.-изд. л. 2,2. Тираж 24 экз. «С» 42.
Зак. №
ФГБОУ ВО «Воронежский государственный технический университет»
394026 Воронеж, Московский просп., 14
Участок оперативной полиграфии издательства ВГТУ 394026 Воронеж, Московский просп., 14
37