

6.3. Другие типы фрезерных станков
Вертикально-фрезерные станки (рисунок 6.8) работают преимущественно торцовыми и концевыми фрезами, обрабатывая плоскости, пазы, контуры плоских деталей, например дисковых кулачков. Нижняя часть консольных станков (рисунок 6.8, а) унифицирована с горизонтальными станками, вертикальное перемещение совершает заготовка. Компоновка с консолью 1 (рисунок 6.8, а) удобна тем, что при изменении высоты заготовки уровень зоны обработки не меняется, но жесткость несущей системы снижена, особенно при удалении стола от стойки, когда увеличен вылет центра тяжести консольной части. Фрезерная головка 2 может быть повернута в вертикальной плоскости.
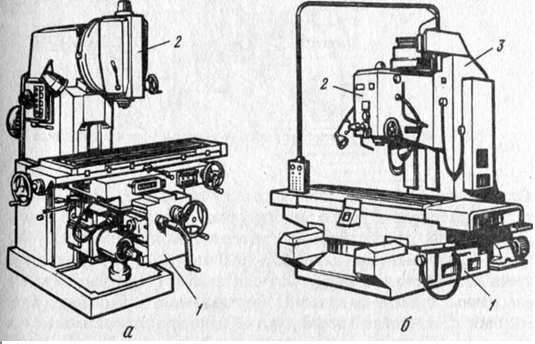
Рисунок 6.8. Вертикально-фрезерный станок: а – консольный, б - бесконсольный (с крестовым столом).
В бесконсольном станке крестовый стол (стол с салазками) опирается на станину 1 (рисунок 6.8, б), что обеспечивает высокую жесткость, позволяет повысить точность и обрабатывать более крупные заготовки. Стандартные нормы точности предусматривают выпуск бесконсольных вертикально-фрезерных станков классов точности Н, П, В. В частности, по классам Н и П соответствующие допуски на отклонение от прямолинейности обработанной поверхности при длине 250-400 мм равны 16 и 10 мкм, при длине 630-1000 мм - 25 и 16 мкм, причем допуски на соответствующие показатели по классу Н равны допускам для консольных станков по классу П. Вертикальное перемещение фрезерной бабки 2 по стойке 3 используют обычно при наладке в зависимости от высоты заготовки и вылета фрезы.
В вертикальных (консольных и бесконсольных) и некоторых других фрезерных станках шпиндель 3 (рис. 5.9) может выдвигаться из фрезерной головки для точной установки фрезы относительно заготовки и периодического углубления. Для этого служит ручной привод через коническую передачу 12, вращающийся винт 10, перемещающуюся гайку 9, соединенную с гильзой 11, которая несет опоры шпинделя (нижнюю _ с двухрядным роликоподшипником 1 и упорно-радиальным шарико-одпгапником 2, верхнюю - с двухрядным роликоподшипником 8). Пос-е перемещения гильзы ее зажимают (на данном разрезе не показано), кользящий шлицевой хвостовик шпинделя в данном вертикальном станке получает вращение от конического колеса 7, сцепленного с колесом 6. Головку поворачивают с помощью червяка 4 и косозубого сектора 5.

Рисунок 6.9. Фрезерная головка вертикального консольного фрезерного станка.
Продольно-фрезерные станки
Находят применение при обработке деталей, один из размеров оторых существенно превышает два других. Выпускают продольно-резерные станки для деталей размерами до 5 х 6 х 30 м. Наибольшее распространение получили продольные фрезерно - расточные станки, оснащаемые несколькими фрезерными бабками, позволяющими проводить обработку деталей с пяти сторон без их переустановки.
Различают станки с неподвижным порталом и перемещающимся столом 2 (см. рисунок 6.2, ж и рисунок 6.10) и станки с перемещающимся порталом и неподвижной плитой 2, на которой закрепляется обрабатываемая заготовка (рисунок 6.2, з). Станки с подвижным порталом имеют меньшую (примерно на 30%) длину и требуют точной (в пределах 15 -20 мкм) синхронизации перемещения стоек портала. Такая компоновка выгодна при больших габаритах деталей, которые в процессе обработки остаются неподвижными. В станках с неподвижным порталом точность перемещения обеспечивается проще - за счет хорошего базирования стола, который может быть одинарным или двойным. В последнем случае на одном столе производится обработка детали, а на другом, находящемся вне рабочей зоны станка, смена заготовки.
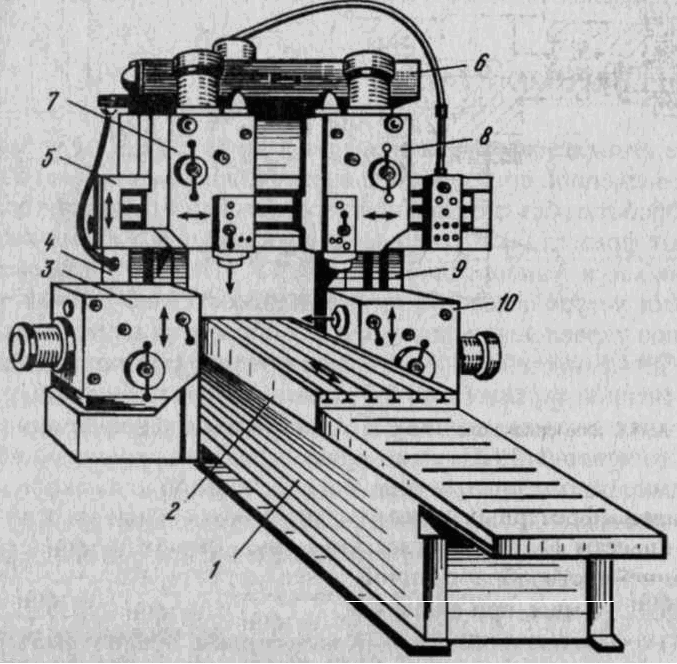
Рисунок 6.10. Продольно-фрезерный станок: 1 – станина, 2 – стол, 3, 7, 8, 10 – фрезерные бабки, 4, 9 – стойки, 5 – поперечина, 6 – бабка.
Выпускаются продольно-фрезерные станки с расстоянием между стойками от 2 до 7,5 и проходом под поперечной 0,8-7,5 м. Размеры стола достигают 5 х 16 м, а перемещение - до 30 м. Обычно фрезерные бабки выполняются ползунковыми, на которые устанавливаются дополнительные приспособления. Ход ползуна достигает 1500 мм, а его сечение может превышать 500 х 500 мм. Мощность приводов главного движения фрезерных бабок составляет 40-200 кВт. Несмотря на большие размеры обрабатываемых деталей станки обеспечивают высокую точность. На прецизионных станках неплоскостность в 10 мкм достигается на площади 3 х 4 м; непараллельность двух поверхностей лежит в пределах 10 мкм/1 м и 30 мкм/10 м.