

Глава 9. Агрегатные станки.
Агрегатными называются специальные станки, которые компонуются из функционально самостоятельных нормализованных и частично специальных узлов и деталей. Основными унифицированными единицами агрегатных станков (АС) являются силовые узлы (головки) и столы, транспортные устройства, шпиндельные узлы, зажимные устройства, базовые корпусные детали и т.п. (рисунок 9.1). На агрегатных станках производится сверление, растачивание, нарезание резьбы, развертывание отверстий и их зенкование и цекование, протачивание канавок, подрезка торцов, фрезерование. В таких станках заготовка, как правило, неподвижна, что позволяет обрабатывать ее одновременно большим числом инструментов с нескольких сторон.
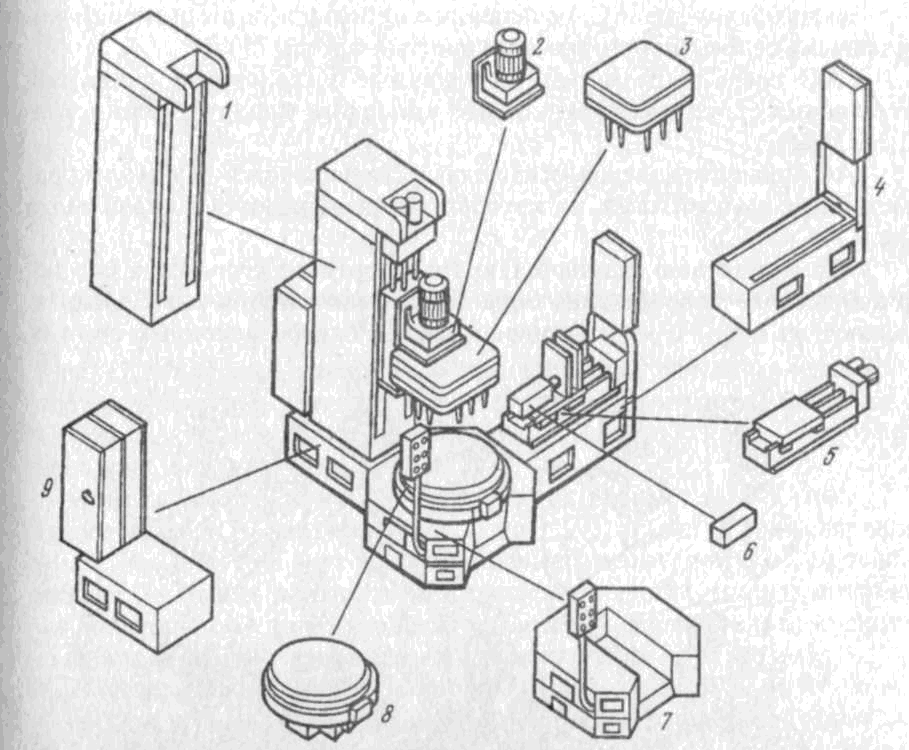
Рисунок 9.1. Составные элементы агрегатного станка: 1 – стойка, 2 – силовая бабка, 3 – многошпиндельная коробка, 4 – станина боковая, 5 - силовой стол. 6 – одношпиндельная расточная бабка, 7 – станина центральная, 8 – поворотный делительный стол, 9 – станина-подставка.
Однотипность технологических операций, выполняемых на АС, является предпосылкой для разработки важнейших узлов в виде единой гаммы стандартных типо-размеров, из которых при проектировании выбирают наиболее подходящие по своему служебному назначению для конкретного случая. Основные преимущества АС заключаются в следующем:
а) сокращаются сроки и затраты на проектирование и изготовление станков;
б) высокая производительность благодаря многоинструментальной обработке;
в) возможность автоматизации цикла обработки и переналадки (в переналаживаемых станках) на обработку заготовок нескольких типоразмеров.
9.1. Классификация и типовые компоновки.
1. В зависимости от габаритов обрабатываемых заготовок АС подразделяются на три группы, отличающиеся размерами, массой и используемыми унифицированными узлами:
- малогабаритные АС, оснащенные небольшими по размерам пи-нольными силовыми головками мощностью 0,18...0,75 кВт;
- АС средних размеров, оснащенные пинольными силовыми головками с плоскокулачковым приводом подачи мощностью 1,1...3 кВт;
- АС больших размеров, оснащенные гидравлическими или электромеханическими столами, на которых устанавливаются шпиндельные узлы.
2. По отсутствию или наличию транспортного устройства для периодического перемещения обрабатываемой заготовки АС подразделяют на одно- и многопозиционные. В однопозиционных станках (рисунок 9.2) крупные заготовки, обрабатываемые силовыми узлами 2 в одном положении закрепляются в стационарном приспособлении 1. Обработка производится с одной (рисунок 9.2, а), двух (рисунок 9.2, б, в) и трех (рисунок 9.2, г, д, е, ж) сторон.

Рисунок 9.2. Типовые компоновки агрегатных станков со стационарными приспособлениями.

Рисунок 9.3. Типовые компоновки агрегатных станков с поворотным делительным столом.
Компоновки АС с поворотным делительным столом 2 (рисунок 9.3) выполняются в вертикальном (рисунок 9.3, а, в), горизонтальном (рисунок 9.3, б, г, е) и вертикально-горизонтальном (рисунок 9.3, д) исполнениях. Заготовка закрепляется в приспособлениях 1, устанавливаемых на делительном столе, и обрабатывается последовательно с одной, двух и трех сторон на нескольких позициях стола.
В агрегатных станках с поворотным делительным барабаном 1 (рисунок 9.4) заготовки устанавливаются с помощью приспособлений 2 на барабане 1, совершающем круговое движение. При этом заготовки обрабатываются с одной (рисунок 9 .4, а), двух (рисунок 9.4, б) или трех (рисунок 9.4, в) сторон.
Типовая компоновка АС с прямолинейным движением стола 3 с заготовками 2 относительно силовых головок 1 показана на рисунке. 9.5, а. На рисунке 9.5, б приведена компоновка АС с центральной колонной 2, вокруг которой в горизонтальной плоскости поворачивается Обрабатываемая заготовка 3. Круговое движение заготовок обеспечивает стол 1 карусельного типа. Силовые головки 4 располагаются под разными углами в заготовке.

Рисунок 9.4. Типовые компоновки агрегатных станков с поворотным делительным барабаном.
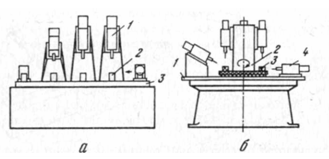
Рисунок 9.5. Компоновка агрегатных станков: а - с прямолинейным перемещением заготовок, б – с центральной колонной.