

ГОУВПО
«Воронежский государственный технический
университет»
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ПРОДУКЦИИ НА ЭТАПАХ КОНСТРУКТОРСКОЙ
И ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
Межвузовский сборник
научных трудов
Выпуск 4
Воронеж 2009
УДК 621.627
Обеспечение качества продукции на этапах конструкторской и технологической подготовки производства: межвуз. сб. науч. тр. Воронеж: ГОУВПО "Воронежский государственный технический университет", 2009, Вып. 4. 121 с.
В сборнике приведены результаты научно-прикладных исследований, посвященных вопросам обеспечения качества изделий на этапах конструкторской и технологической подготовки производства, выполненных в вузах и на предприятиях г. Воронежа.
Материалы, представленные в сборнике, соответствуют научному направлению "Наукоемкие технологии в машиностроении, авиастроении и ракетно-космической технике" и перечню Критических технологий Российской Федерации, утвержденному Президентом Российской Федерации.
Сборник предназначен для ученых, аспирантов и студентов, занимающихся проблемами обеспечения качества в условиях современного производства.
Сборник подготовлен в электронном виде в текстовом редакторе MS Word, содержится в файле Сборник статей Выпуск 4_2009.doc, объем файла 3,6 Mb.
Редакционная коллегия:
А.В. Кузовкин – д-р техн. наук, доц. – ответственный редактор, Воронежский
государственный технический университет;
М.Н. Подоприхин – канд. техн. наук, проф. – заместитель ответственного
редактора, Воронежский государственный технический
университет;
А.И. Болдырев – канд. техн. наук, проф., Воронежский государственный
технический университет;
В.А. Нилов – д-р техн. наук, проф., Воронежский государственный
технический университет;
В.М. Пачевский – канд. техн. наук, проф., Воронежский государственный
технический университет;
В.С. Петровский – д-р техн. наук, проф., Воронежская государственная
лесотехническая академия;
В.П. Смоленцев – д-р техн. наук, проф., Воронежский государственный
технический университет;
Г.А. Сухочев – д-р техн. наук, проф., Воронежский государственный
технический университет;
И.Н. Касаткина – ответственный секретарь, Воронежский государственный
технический университет
Рецензенты: д-р техн. наук, проф. Д.И. Станчев;
д-р техн. наук, проф. В.А. Нилов
Издается по решению редакционно-издательского совета Воронежского государственного технического университета
© Коллектив авторов, 2009
© Оформление. ГОУВПО "Воронежский
государственный технический университет", 2009
СОДЕРЖАНИЕ
ВВЕДЕНИЕ 6
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СТАБИЛИЗАЦИИ ФОРМЫ ДЕТАЛЕЙ МАГНИТОИМПУЛЬСНОЙ ОБРАБОТКОЙ 7
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИИ ПОВЫШЕНИЯ КАЧЕСТВА ПОВЕРХНОСТНОГО СЛОЯ ПРИ ТЕРМИЧЕСКОМ ВОЗДЕЙСТВИИ НА ЗАГОТОВКУ 12
ОБЕСПЕЧЕНИЕ КАЧЕСТВА НАУКОЕМКИХ ИЗДЕЛИЙ МАШИНОСТРОЕНИЯ ПРИ ПРОЕКТИРОВАНИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ КОМБИНИРОВАННЫХ МЕТОДОВ ОБРАБОТКИ 19
ТЕХНОЛОГИЧЕСКИЕ РЕЖИМЫ НАНЕСЕНИЯ ПОКРЫТИЙ ЭЛЕКТРОЭРОЗИОННЫМ СПОСОБОМ 22
МОДЕЛИРОВАНИЕ ПРОЦЕССА ПЕРЕПОДГОТОВКИ СПЕЦИАЛИСТОВ ПРИ ПЕРИОДИЧЕСКОМ ВЫПУСКЕ ИЗДЕЛИЙ РАЗЛИЧНОГО НАЗНАЧЕНИЯ 24
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ФОРМИРОВАНИЯ КРОМКИ ЗУБЧАТЫХ КОЛЕС МАШИН 27
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И РЕЖИМЫ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ГРАНУЛЬНЫХ МАТЕРИАЛОВ 32
ПОВЫШЕНИЕ КАЧЕСТВА ВЫСОКОТОЧНЫХ ДЕТАЛЕЙ МАШИН ПРИ РЕМОНТЕ 35
АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КАЛИБРОВОК ПРОКАТКИ ФАСОННЫХ ПРОФИЛЕЙ 39
ОБЪЕКТЫ, ОПРЕДЕЛЯЮЩИЕ ФУНКЦИОНИРОВАНИЕ СИСТЕМ КАЧЕСТВА 46
ВЛИЯНИЕ И ВЗАИМОСВЯЗИ ФАКТОРОВ ФУНКЦИОНИРОВАНИЯ ПРЕДПРИЯТИЯ НА КАЧЕСТВО ПРОДУКЦИИ 50
ИСТОРИИ ПРОДУКТА КАК ТРАНСФОРМАЦИЯ УРОВНЕЙ СВОЙСТВ В ШКАЛЕ ВРЕМЕНИ 56
ПРЕДСТАВЛЕНИЯ К АНАЛИЗУ ПОКАЗАТЕЛЕЙ, СВЯЗЫВАЮЩИХ КОНКУРЕНТОСПОСОБНОСТЬ 60
СОРЕВНОВАНИЯ В СРЕДЕ КОНКУРЕНТЦИИ 62
УРОВНИ КОНКУРЕНТОСПОСОБНОСТИ ПРОДУКЦИИ 66
УСТРАНЕНИЕ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ОБЕЧАЙКАХ 71
РАСЧЕТ ПАРАМЕТРОВ ПРУЖИНЕНИЯ ПРИ ГИБКЕ ЗАГОТОВОК РАЗЛИЧНОЙ ШИРИНЫ 73
ВОЗМОЖНОСТИ ГИБКИ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК НА ВАЛКОВЫХ МАШИНАХ 76
ТЕХНОЛОГИЧЕСКИЕ РЕКОМЕНДАЦИИ ДЛЯ КОМБИНИРОВАННОЙ ЛОКАЛЬНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ 82
ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ ИНСТРУМЕНТА ДЛЯ ЗУБООБРАБОТКИ 88
ПАРАМЕТРИЗАЦИЯ ФИГУР КАК ФОРМИРОВАНИЕ И ЧТЕНИЕ ЧЕРТЕЖА 99
ПРОСТРАНСТВЕННОЕ ГРАФИЧЕСКОЕ МОДЕЛИРОВАНИЕ В ИССЛЕДОВАТЕЛЬСКОЙ ДЕЯТЕЛЬНОСТИ СТУДЕНТОВ 101
ПРОФЕССИОНАЛЬНАЯ ОРИЕНТАЦИЯ ГРАФИЧЕСКОЙ ПОДГОТОВКИ СТУДЕНТОВ СПЕЦИАЛЬНОСТИ "ЗАЩИТА В ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯХ" 102
ФОРМИРОВАНИЕ ПРОСТРАНСТВЕННОГО МЫШЛЕНИЯ СТУДЕНТОВ ТЕХНИЧЕСКОГО ВУЗА 105
АКТИВНЫЕ МЕТОДЫ ОБУЧЕНИЯ В СИСТЕМЕ ГРАФИЧЕСКОЙ ПОДГОТОВКИ 107
ПРОСТРАНСТВЕННОЕ МЫШЛЕНИЕ КАК СРЕДСТВО ФОРМИРОВАНИЯ ТЕХНИЧЕСКОГО ИНТЕЛЕКТА У СТУДЕНТОВ ТЕХНИЧЕСКОГО ВУЗА 112
Требования к материалам сборника: 124
ВВЕДЕНИЕ
Межвузовский сборник научных трудов (выпуск 4), подготовленный к изданию на кафедре "Начертательная геометрия и машиностроительное черчение" Воронежского государственного технического университета, продолжает публиковать материалы научных исследований ученых и практиков вузов и предприятий г. Воронежа. Материалы, подготовленные авторами к изданию, посвящены вопросам подготовки производства и обеспечением качества выпускаемой продукции. Особое внимание уделено представлению результатов исследований, проводимых студентами, аспирантами и соискателями воронежских ВУЗов под руководством ведущих ученых и специалистов региона.
Качество продукции – понятие многогранное и заключается не только в высоких технических и эксплуатационных характеристиках изделия, но это так же и дизайн, удобство в эксплуатации и ремонте и т.п. Качество изделия формируется на всех этапах жизненного цикла изделия: конструкторская и технологическая подготовки производства, подготовка и переподготовка персонала, решение инженерных, исследовательских и конструкторских задач, связанных с разработкой и применением новых нетрадиционных комбинированных методов обработки.
Результаты исследований, представленные в сборнике, дают возможность познакомиться с актуальными результатами исследований и апробировать их на практике в деятельности предприятий, организаций и высших учебных заведений, заинтересованных в качестве выпускаемых товаров и предоставляемых услуг. Использование материалов сборника расширяет связи между производством, научными работниками и преподавателями, обеспечивающими подготовку и переподготовку специалистов на современно рынке трудовых ресурсов.
Выпуск сборника стал систематическим. Редакционная коллегия приглашает авторов принять участие в подготовке материалов для последующих изданий. Требования к материалам статей, представляемых в сборник, приведены в конце данного издания.
Материалы сборника будут полезны широкому кругу читателей.
Ваши отзывы и пожелания просим присылать по адресу: 394026, г. Воронеж, Московский пр., 14, ВГТУ, кафедра НГиМСЧ или по электронной почте: akuzovkin@mail.ru
УДК 621.9.047
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СТАБИЛИЗАЦИИ ФОРМЫ ДЕТАЛЕЙ МАГНИТОИМПУЛЬСНОЙ ОБРАБОТКОЙ
Н.М. Бородкин, А.П. Печагин
Рассмотрены технологические возможности магнитоимпульсного метода для повышения точности литых деталей сложной формы.
Большинство корпусных деталей станков выполняется методом литья из чугуна. С увеличением габаритов таких деталей возникают повышенные остаточные напряжения, вызывающие потерю точности изделий. При этом коробление не прекращается в период эксплуатации, что снижает качество и востребованность продукции.
Проблема может быть решена путем термообработки литых деталей (отжигом или нормализацией, стабилизацией). Однако для крупногабаритного литья сложно найти печи с требуемыми габаритами внутреннего пространства. Естественное старение литых заготовок дает хороший результат, но требует большого периода времени (иногда годы), что оказалось не приемлемым для современного гибкоструктурного машиностроения.
На Воронежском станкостроительном заводе успешно работала магнитоимпульсная установка для локальной стабилизации внутренних напряжений деталей любой длины. Опыт использования нового метода [1] представляет несомненный интерес для промышленности.
На предприятии нашли применение созданные установки, позволяющие стабилизировать геометрию крупногабаритных литых деталей с шириной до 500 мм, высотой до 850 мм. При этом длина объектов обработки не ограничена, хотя длина и форма сечения влияет на результаты обработки. Стабильные показатели по точности достигнуты для плоских заготовок, деталей коробчатого сечения, балок (плиты, корпуса, столы оборудования, направляющие, станины и др.).
При выборе исходных данных для проектирования технологического процесса необходимо учитывать:
габариты рабочей зоны установки;
предельную мощность индукторов, их количество на установке;
форму сечения объектов установки;
шероховатость участков для установки индукторов;
допустимые отклонения размеров готовой детали;
наличие требуемых индукторов;
возможность обеспечения зазоров между обрабатываемой поверхностью заготовки и индуктором;
наличие переходников между заготовкой и индуктором;
программу выпуска обрабатываемых деталей.
Первый этап процесса включает:
классификацию участков поверхностей заготовок по геометрическому признаку (плоские, коробчатые с постоянным и переменными сечением и др.);
подбор или необходимость проектирования и изготовления индукторов и переходников. Эксперименты показали, что рабочие части индукторов должны иметь размеры до 250 мм;
необходимость перемещения заготовки или переустановки индукторов (переходников);
расчет припусков на обдирку деталей и величины снимаемого материала после магнитоимпульсной обработки;
назначение величины времени на естественную стабилизацию внутренних напряжений после магнитоимпульсной обработки до начала отделочных операций (для прецизионного оборудования период может составлять несколько месяцев);
расчет или экспериментальное определение остаточных напряжений и изменения геометрии под действием эксплуатационных нагрузок. Предельные значения погрешностей формы и размеров регламентируются технической документацией на деталь.
На следующем этапе рассчитывают режимы обработки:
размещение индукторов (с переходниками или без них). Рекомендации по использованию индукторов приведены в таблице 1.
расчет припусков (
 )
для чистового этапа обработки после
магнитоимпульсной стабилизации
)
для чистового этапа обработки после
магнитоимпульсной стабилизации
![]() (1)
(1)
где
![]() – допустимая погрешность после
окончательного этапа обработки детали;
– допустимая погрешность после
окончательного этапа обработки детали;
![]() – высота неровностей
и измененного слоя после предварительной
обработки (обдирки) заготовки;
– высота неровностей
и измененного слоя после предварительной
обработки (обдирки) заготовки;
![]() – предельно
допустимая погрешность после
предварительной обработки;
– предельно
допустимая погрешность после
предварительной обработки;
![]() – предельное
изменение геометрии детали в процессе
"вылеживания" (естественного
старения).
– предельное
изменение геометрии детали в процессе
"вылеживания" (естественного
старения).
расчет энергии разряда. Выполняется из условия получения напряжений (
 )
от электромагнитного импульса, не
превышающих предела прочности материала
детали (
)
от электромагнитного импульса, не
превышающих предела прочности материала
детали ( )
)
![]() ,
(2)
,
(2)
где
![]() – коэффициент запаса прочности,
учитывающий случайные факторы (
– коэффициент запаса прочности,
учитывающий случайные факторы (![]() =0,8
- 0,85).
=0,8
- 0,85).
Таблица 1
Размещение индукторов для типовых деталей
Вид поверхности |
Типовая деталь |
Опоры при обработке |
Характерные параметры |
Ограничения размеров, мм |
Место размещения индукторов на заготовке |
Плоская |
Плита длиной до 1200 мм |
Защемление по периметру |
Толщина плиты |
Толщина до 200 |
В центре обрабатываемого участка |
Коробчатая деталь |
Станина с отклонением ширины к длине 0,6-1,0 |
Шарниры |
Толщина плоской части |
Толщина до 150, Высота 700-1000 |
В центре плоской части |
Балка консольная короткая (до 500 мм) |
Шарниры |
Шарниры |
Толщина и ширина сечения |
Толщина до 30 |
В центре плоской части |
Балка консольная |
Опорная деталь |
Консольный участок |
Толщина и ширина сечения |
Толщина до 150, длина до 1000 |
На консольном участке |
Балка с опорами на концах |
Направляющая деталь |
Защемление на концах |
Толщина и ширина сечения |
Толщина до 50, длина до 1800 |
В центре места симметрии |
Тогда плотность
поверхностных сил электромагнитного
импульса (![]() )
составит:
)
составит:
для деталей типа балок и коробчатых конструкций
![]() ,
(3)
,
(3)
для плоских деталей типа плит
![]() ,
(4)
,
(4)
где
![]() – толщина или высота сечения детали
прямоугольного сечения. При других
формах через равенство моментов инерции
рассматриваемого сечения находят
эквивалентную толщину или высоту
сечения, используемую в расчетах;
– толщина или высота сечения детали
прямоугольного сечения. При других
формах через равенство моментов инерции
рассматриваемого сечения находят
эквивалентную толщину или высоту
сечения, используемую в расчетах;
l – ширина сечения балки или широкой части коробчатого участка;
![]() – коэффициент,
учитывающий размеры зоны обработки и
деталей, размещение индукторов для
балок и коробчатых деталей;
– коэффициент,
учитывающий размеры зоны обработки и
деталей, размещение индукторов для
балок и коробчатых деталей;
![]() – коэффициент для
плоских деталей;
– коэффициент для
плоских деталей;
х – показатель степени, учитывающий размещение индукторов и расстояние между ними.
Плотность
поверхностных сил электромагнитного
импульса зависит от его энергии (![]() )
[2]
)
[2]
![]() ,
(5)
,
(5)
где
![]() – коэффициент, учитывающий переход
энергии ударной волны в импульс силы,
потери энергии, величину и равномерность
зазоров между деталью и индуктором
(переходником).
– коэффициент, учитывающий переход
энергии ударной волны в импульс силы,
потери энергии, величину и равномерность
зазоров между деталью и индуктором
(переходником).
Для генераторов
с импульсным разрядом энергия импульса
![]() ,
(6)
,
(6)
где
![]() – напряжение пробоя, выбирается в
пределах
– напряжение пробоя, выбирается в
пределах
![]() ;
;
С – емкость конденсаторов (мкФ), технологический параметр.
Из (1) – (6)
– для балок и коробчатых деталей
![]() ,
(7)
,
(7)
– для плоских деталей
 ,
(8)
,
(8)
Далее находят
частоту (![]() )
следования импульсов [2]
)
следования импульсов [2]
 ,
(9)
,
(9)
где R
– сопротивление, определяют через
напряжение (![]() )
и ток (
)
и ток (![]() ),
реализуемый в импульсе
),
реализуемый в импульсе
![]() ,
(10)
,
(10)
![]() - напряжение в
конце импульса (в расчетах может не
учитываться);
- напряжение в
конце импульса (в расчетах может не
учитываться);
Тогда приближенно
![]() ,
(11)
,
(11)
Отсюда длительность
импульсов (![]() )
)
![]() .
(12)
.
(12)
где g – скважность импульсов.
Из [1] следует, что число импульсов (n) при магнитоимпульсной стабилизации составляет не менее 14-15. Тогда машинное время (t) проведения операции составит
![]() ,
(13)
,
(13)
где
![]() – время переустановки индукторов;
– время переустановки индукторов;
![]() – количество
перестановок индукторов при обработке
крупногабаритной детали.
– количество
перестановок индукторов при обработке
крупногабаритной детали.
В конце операции
производится контроль величины деформации
детали (![]() ).
).
![]() ,
(14)
,
(14)
где (![]() )
– допустимое значение изменения
геометрических размеров деталей после
стабилизации.
)
– допустимое значение изменения
геометрических размеров деталей после
стабилизации.
Если условие (14) не выполняется, то корректируют величину припуска по (1).
После стабилизации рекомендуется начинать чистовую обработку не ранее, чем через 24 часа.
Использование разработанного технологического процесса для стабилизации литых плоских деталей типа столов станков из серого чугуна с размерами 3880х168х696 мм показало, что погрешность стыковочных узлов на всей длине детали не превышает 100 мкм (допустимое значение – 0,12 мм), а искривление кромок не более 18 мкм на 1000 мм длины (допуск 0,02мм). Тогда расчетный припуск на чистовую обработку составил 0,15мм. После стабилизации крупногабаритной станины массой 5200 кг достигнуто снижение погрешности направляющих (длина 5000 мм) до 20мкм, что позволяет использовать на чистовых операциях шлифование и снизить трудоемкость заключительного этапа обработки до 5 раз. Повторный контроль точности деталей после стабилизации в течение 3 месяцев не выявил существенных расхождений результатов измерений.
Полученные сведения дают основания утверждать, что магнитоимпульсная стабилизация крупногабаритных литых чугунных деталей обеспечивает требуемую точность корпусных деталей и может успешно использовать как совместно с термическими операциями, так и индивидуально.
Литература
Технологический процесс стабилизации геометрии базовых чугунных отливок. Технический отчет ХФ ВНИИЛИТМАШ, 1973. – 32 с.
Электрофизические и электрохимические методы обработки материалов. В 2т, Т2 / Под ред. В.П. Смоленцева // М.: Высшая школа, 1983. – 208 с.
Воронежский государственный технический университет
УДК 621.9.07
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИИ ПОВЫШЕНИЯ КАЧЕСТВА ПОВЕРХНОСТНОГО СЛОЯ ПРИ ТЕРМИЧЕСКОМ ВОЗДЕЙСТВИИ НА ЗАГОТОВКУ
Е.В. Смоленцев
Рассмотрены вопросы упрочнения поверхностного слоя деталей путем термического воздействия на заготовку
Криогенноэрозионное упрочнение и легирование позволяет достичь высокого уровня упрочнения без нанесения на поверхность слоя покрытия. Такой процесс особенно востребован при упрочнении медицинского инструмента, где недопустимы даже мелкие частицы упрочняющего металла, которые могут отделиться и попасть в раны. Одновременно с упрочнением достигается устранение микродефектов поверхностного слоя, где в медицинском инструменте могут находиться болезнетворные бактерии. В патенте РФ 2108808 используется в качестве рабочей среды жидкий азот, который в зону упрочнения инструмента подают поливом. После образования на поверхности жидкой пленки включают ток и по началу возникновения импульса тока регулируют подачу жидкого газа.
Процесс осуществляют следующим образом: на установке для электроэрозионного упрочнения деталей с блоком ЧПУ (например, серийной установке ЭЛФА-731) устанавливают мягкий рабочий режим, применяют электрод из технически чистого титана, вводят программу перемещения упрочняемого медицинского инструмента и устанавливают сам инструмент. Регулируют полив жидкого азота из сосуда таким образом, чтобы жидкость сначала попадала на электрод, расположенный над упрочняемым медицинским инструментом, затем стекала на инструмент. В начале полива жидкость будет испаряться, а температура электрода и инструмента – снижаться. При достижении стабильной температуры на поверхности появится жидкая пленка, что позволяет включить рабочий ток и перемещение инструмента. Если амперметр покажет прохождение тока (при этом слышен характерный треск и наблюдается искрение), увеличивают подачу жидкого азота до нижнего устойчивого значения величины тока по амперметру и поддерживают этот показатель до конца обработки по программе перемещений инструмента от блока ЧПУ. После такой обработки на поверхности инструмента не наблюдается каких-либо изменений, а исследования микрошлифов показывают образование в микроуглублениях нитрида титана, прочно связанного основным материалом.
При упрочнении инструмента электроэрозионным способом, существует вероятность повреждения разрядами режущей кромки. Для того, чтобы этого не произошло, необходимо смещать ось электрода-инструмента (ЭИ) на величину L (рис. 1).
Известно, что образование нитрида титана происходит при температуре около 1000 К. Температура плавления стального катода составляет 1700 К. При этом эрозия металла на катоде в 5...10 раз ниже, чем на аноде. Качественная сторона изменения температуры на обоих электродах одинакова, а количественная устанавливается из моделирования теплового процесса, протекающего в зоне упрочнения. При обработке в среде жидкого азота канал разряда резко сужается. Так, если канал разряда на катоде в среде дистиллированной воды при напряжении 100 В наблюдался размером до 100 мкм, то в среде жидкого азота он находится в пределах до 25 мкм. Точка О на кромке инструмента должна принадлежать радиусу, где требуется температура не ниже температуры образования нитрида титана (То), но не выше этого показателя для плавления материала детали (Тпл). В противном случае возможно разрушение режущей кромки или ее неупрочнение.
Рис. 1. Схема смещения оси электрода относительно режущей кромки инструмента: 1 - электрод-инструмент; 2 – упрочняемая деталь; 3 - режущая кромка; АА - торец ЭИ; D – диаметр ЭИ
Учитывая равную вероятность отклонения температуры от расчетного значения за счет внешних воздействий, целесообразно в качестве рабочей величины смещения L принять
![]() ,
(1)
,
(1)
где D - диаметр электрода, мм;
Ro - радиус изотермы, ограничивающий температуру образования нитрида титана, мм;
RT - радиус изотермы с температурой плавления ниже Тпл, мм.
Из теории теплопередачи известно, что при выполнении условия равенства температуры окружающей среды и жидкого азота, можно получить
 ,
(2)
,
(2)
 ,
,
где С3 – теплоемкость материала;
К - коэффициент, учитывающий перераспределение энергии между электродом и заготовкой, для случая с жидким азотом К=0,28...0,33;
Q - безразмерный коэффициент, учитывающий свойства материала электрода и длительность импульса
![]() ,
(3)
,
(3)
где Fо - критерий Фурье, определяемый по выражению
![]() ,
(4)
,
(4)
где
![]() - теплопроводность материала электрода,
Дж/(c.мм);
- теплопроводность материала электрода,
Дж/(c.мм);
u - длительность импульса, с;
R - текущий радиус, мм, который равен Ro или Rпл для выражений (3) и (4);
и - коэффициент полезного использования энергии импульса, определяется по выражению
и = (1 - К1) . (1 - К2) . (1 - К3) . (1 - К4), (5)
где К1- коэффициент потерь энергии на нагрев и испарение азота, К1=0,65;
К2 - коэффициент потерь на нагрев электрода, зависит от его свойств и определяется по выражению
К2 = 1 - 2 . m . (m + 1), (6)
где m - безразмерный коэффициент, определяемый как:
![]() ,
(7)
,
(7)
где e, z - коэффициенты теплопроводности материалов электрода и заготовки;
сe, сz - удельные теплоемкости материалов электрода и заготовки;
e, z - плотности материалов электрода и заготовки; при кратковременном импульсе (и 0.01 с) К20,2;
К3 - коэффициент, учитывающий потери в жидкой среде, т.к. в момент разряда жидкий азот переходит в газообразное состояние К3, можно не учитывать (К30);
К4 - коэффициент, характеризующий изменение рабочего напряжения в момент разряда, обычно колебания напряжения незначительны и К4=0.
Суммируя полученные данные, имеем и = 0,28...0,3, что в 1,5 раза ниже, чем при ЭЭО в среде керосина;
Аи - энергия импульса. Для генераторов, работающих по RC-схеме:
![]() ,
(8)
,
(8)
где С - емкость конденсаторов, МФ.
Приведенные уравнения позволяют определять величину смещения L в зависимости от свойств обрабатываемых материалов, электродов, инструментов. Например, при упрочнении сплава Р6М5 с использованием титанового электрода с торцевой площадкой радиусом 0,25 мм величина смещения оси составляет 0,263 мм.
Для упрочнения в среде жидкого азота в качестве инструмента применяется проволока, изготовленная из титана, диаметром D. Рабочий конец электрода-инструмента имеет форму, представленную на рис. 2.
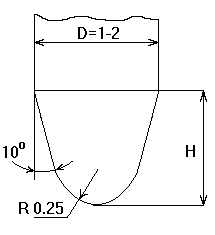
Рис. 2. Форма электрода-инструмента
При упрочнении в среде жидкого азота за показатель износа принимают массу металла, удаленного с электрода в единицу времени при скорости перемещения инструмента, аналогичной процессу электроэрозионного упрочнения на воздухе. В этом случае объем удаленного с ЭИ материала определяется по формуле
![]() ,
(9)
,
(9)
где D, H - параметры ЭИ, мм (рис. 2).
С другой стороны количество материала, перенесенного с электрода на деталь определяется как объем слоя, нанесенного на заготовку:
![]() ,
(10)
,
(10)
где b - ширина полосы на заготовке, мм;
h - толщина слоя упрочняющего материала, мм;
l- общая длинна пути, пройденного ЭИ, мм, зависящая от времени обработки
l = f(). (11)
При постоянной скорости перемещения V=const время обработки определяется по выражению
![]() .
(12)
.
(12)
Из выражения (9), используя формулы (10)-(11), запишем уравнение для определения диаметра титановой проволоки (стержня) при легировании в воздушной среде:
![]() .
(13)
.
(13)
Установлено, что эрозия титанового электрода в азоте в 4 раза меньше эрозии на воздухе. Откуда
![]() .
(14)
.
(14)
Значения b и h определяются экспериментально, V и рассчитывают. В результате оптимальные параметры рабочей части ЭИ определяются соотношениями
D=(0.1 ... 0.12)H или H=(10 ... 12)D, (15)
Условия (15) справедливы только для первого прохода по режущей кромке, когда важно сохранить оптимальную геометрию ЭИ с тем, чтобы не повредить кромку. При смещении электрода от режущей кромки этими зависимостями можно пренебречь.
Упрочнение инструмента в среде жидких газов осуществляется только при условии использовании автоматизированного оборудования, т.к. в условиях кипения жидких газов визуальное наблюдение за процессом затруднено. Всем основным требованиям для работы в жидком азоте отвечает установка для электроэрозионного упрочнения ЭЛФА-731. При этом доля машинного времени при упрочнении не превышает 7% от общего времени на обработку, а большая часть трудозатрат уходит на подготовительные операции и организационно-технические мероприятия.
Высокое рабочее напряжение при упрочнении (до 380 В) требует размещения оборудования в отдельном помещении, а работа оператора в ручном режиме недопустима. Работа в автоматизированном режиме по заданной программе позволяет значительно увеличить производительность труда оператора, что возможно при достаточно большой партии изделий. Требования по шероховатости и твердости упрочненной поверхности обеспечиваются за два рабочих прохода ЭИ, т.к. один проход инструмента не позволяет получить требуемые параметры упрочняемой поверхности, а увеличение проходов более двух не дает существенного улучшения обработанной поверхности, но требует повышенного расхода жидкого газа.
В процессе обработки применяется жидкий азот, что заставляет предъявлять серьезные требования к воздухообмену в зоне обработки и вызывает необходимость принудительной вентиляции в рабочей зоне установки.
Воронежский государственный технический университет
УДК 621
ОБЕСПЕЧЕНИЕ КАЧЕСТВА НАУКОЕМКИХ ИЗДЕЛИЙ МАШИНОСТРОЕНИЯ ПРИ ПРОЕКТИРОВАНИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ КОМБИНИРОВАННЫХ МЕТОДОВ ОБРАБОТКИ
Е.В. Смоленцев, Н.И. Воронова, И.Т. Коптев
Представлены рекомендации по разработке технологических процессов комбинированной обработки. Обосновано использование модели способа обработки в качестве исходных данных для проектирования
Разработка комбинированных технологических процессов связана с изыскательскими, проектно-конструкторскими, внедренческими работами, что требует значительных материальных затрат. Поэтому заказчики заинтересованы получить наибольшую отдачу в форме высоких технологических показателей комбинированных методов обработки (КМО). Однако, разработчики в состоянии реализовать только те физические воздействия, которые достаточно полно исследованы. Возникает рассогласование между потребностями заказчика и возможностями проектанта КМО.
На рис. 1 приведен алгоритм проектирования КМО, где конфликтные ситуации заложены в исходных данных, т.к. желания заказчика учитывают, в основном, экономическую сторону, а не принципиальные возможности создания новых процессов. Многие из требований заказчика в настоящее время неосуществимы технически или требуют длительных исследований и чрезмерных финансовых вложений для их выполнения. Здесь проявляется конфликт между требованиями заказчика и объективно существующими возможностями создателя требуемых КМО (переходы 5; 6; 7 на рис. 1). Следующим этапом развития конфликтной ситуации является рассогласование потребностей заказчика и возможностей исполнителя (переходы 5; 9; 6 на рис. 1) по технологическим возможностям и другим показателям проектируемого метода. Это может быть конфликт по срокам выполнения заказа или объемам финансирования (переходы 10; 11 на рис. 1).
В алгоритме на рис. 1 не показаны конфликты между уровнем знаний состоянием материальной базы относительно требуемых для выполнения заказа исполнителем, т.к. предполагается, что исполнителем является головной коллектив, обладающий опытом и ресурсами для выполнения поставленных задач.
При изучении теории конфликта следует научно обосновать ограничения, до которых конфликтная ситуация разрешима. Для этого используются методы векторного анализа и экспертные системы, определяющие окончательную границу решения проблемы в условиях конфликта.
При формировании модели выхода из конфликтной ситуации при проектировании КМО предполагается, что, несмотря на различные начальные позиции сторон, все заинтересованы в получении согласованного объективно доказанного решения. В основу такой модели положена возможность сближения мнений сторон путем последовательного улучшения проектных решений исполнителей и внесения в структуру процесса изменений, устраняющих невыполнимые требования к разработчикам КМО.
Воронежский государственный технический университет
Рис. 1. Алгоритм проектирования КМО
УДК 621
ТЕХНОЛОГИЧЕСКИЕ РЕЖИМЫ НАНЕСЕНИЯ ПОКРЫТИЙ ЭЛЕКТРОЭРОЗИОННЫМ СПОСОБОМ
Е.В. Смоленцев
Представлены результаты исследований по нанесению покрытий с применением электроэрозионного процесса
Под электроэрозионным легированием понимают катодный процесс, протекающий на воздухе или в другой газовой среде, при котором металл с анода-инструмента в расплавленном виде переносится на катод-заготовку. Обычно используется RC-схема. Здесь происходит синтез электроискрового расплавления небольших объемов металла на аноде, выброс его в межэлектродное пространство и попадание на катод-заготовку. В зависимости от температуры капли может быть застывание металла на поверхности заготовки или диффузия материала при высокой температуре и кинетической энергии удара расплава. Может также происходить подповерхностное легирование заготовки материалом инструмента с упрочнением обрабатываемой зоны путем закалки и отпуска, а также за счет появления застывшего покрытия с высокой твердостью (а в ряде случаев и износоустойчивостью). Иногда (при электроимпульсной обработке) упрочнение и легирование (например, чугуна) происходит в процессе формообразования в углеводородных рабочих средах.
Электроэрозионное легирование и покрытие используются для упрочнения режущего инструмента (толщина наносимого твердого сплава, как правило, до 20 мкм), особенно для комплектования деревообрабатывающих станков. Кроме того этим методом легируют и упрочняют прессформы, штампы, измерительный инструмент, восстанавливают размеры осей, посадочных мест под подшипники.
Метод нашел использование для нанесения серебряных покрытий на штыри штепсельных разъемов, контактные поверхности с толщиной покрытий 8-12 мкм.
Главным недостатком метода является высокая пористость покрытий и нестабильность процесса легирования, что сделало его неконкурентоспособным по сравнению с напылением. Однако высокая адгезия покрытия к основе при электроэрозионном нанесении позволяет применять его на некоторых технологических операциях, в частности при упрочнении рабочих кромок режущего инструмента для обработки неметаллических материалов.
Режимы легирования близки к принятым для RC-схемы:
- напряжение, В – 80-110
- емкость, МкФ – 20-50
- энергия импульса, Дж – 0,6-1
- сила тока короткого замыкания, А – 3-5
- частота следования импульсов, Гц – 200-
Электроэрозионное легирование позволяет нарастить слой металла на заготовке до десятых долей миллиметра, что в большинстве случаев недостаточно для восстановления изношенных размеров, где величина износа с учетом обработки нанесенного покрытия, как правило, более 0,5-0,6 мм. В институте прикладной физики академии наук Республики Молдова разработан способ наращивания слоя с толщиной до 1,5 мм на сторону тела вращения без общего нагрева детали, что после механической обработки дает адгезионно стойкое покрытие высокой прочности и износостойкости толщиной более 1 мм.
В зависимости от режима обработки высота неровностей покрытия составляет от 20 до 320 мкм, что определяет припуск на последующую механическую обработку. При этом на восстановленной поверхности могут оставаться местные углубления, которые не снижают эксплуатационных свойств упрочненных деталей.
Созданы узлы, устанавливаемые на токарных станках, и генераторы, обеспечивающие стабильный процесс восстановления и упрочнения деталей. В некоторых случаях покрытие раскатывают, что позволяет стабилизировать наклеп и выровнять макрогеометрию поверхности.
Режимы нанесения покрытий:
- напряжение, В – 80-110
- энергия импульса, Дж
черновые режимы – 1-3,15
чистовые режимы – 0,8-1,0
- угловая частота электрода-инструмента, 1/мин – 5-30
Электроды-инструменты выполняют из низкоуглеродистой стали в форме диска размером 120х0,8 мм.
Созданный на базе серийной установки "Элитрон 354" узел устанавливается на суппорте токарно-винторезного станка, при этом не предъявляется высоких требований к его качеству, т.е. можно в качестве базы для модернизации использовать изношенное оборудование.
Воронежский государственный технический университет
УДК 681.3.001
МОДЕЛИРОВАНИЕ ПРОЦЕССА ПЕРЕПОДГОТОВКИ СПЕЦИАЛИСТОВ ПРИ ПЕРИОДИЧЕСКОМ ВЫПУСКЕ ИЗДЕЛИЙ РАЗЛИЧНОГО НАЗНАЧЕНИЯ
Н.В. Юревич, В.П. Смоленцев
В статье приведена общая модель для расчета комплектации групп и периодов между переподготовками исполнителей, занятых выпуском продукции двойного назначения и различного профиля.
Себестоимость и конкурентоспособность изделий зависит от их качества [1], потенциала исполнителей [2]. Последнее определяется периодичностью переподготовки специалистов, возможностью возобновления знаний и навыков перед началом выпуска изделий, имеющих либо двойное назначение (требования к качеству таких изделий зависят от условий эксплуатации: в оборонных или гражданских отраслях), либо выполняются по требованию заказчиков различных ведомств [3]. Себестоимость зависит от сложности продукции, объема контроля качества, новизны (патентозащищенности) объектов.
В качестве исходных данных необходимо знать (хотя бы приближенно) потребность в кадрах различного уровня для выпуска каждого вида однотипной продукции, ожидаемую загрузку по объему и календарному плану, уровень оплаты труда на этапах работы исполнителя. При выпуске изделий двойного назначения общегражданские варианты имеют, как правило, более низкие требования по качеству и надежности, поэтому при переходе на их выпуск требуется меньший объем затрат на переподготовку кадров (соответственно для этого требуются меньшие сроки). Эту часть штатов можно рассматривать как выборку в математической совокупности (штатном комплекте специалистов). Здесь критерием следует считать объем переподготовки, позволяющий получить объем знаний и навыков, необходимых для намечаемого и выпуску вида качественных изделий.
Должно быть известно количество
специалистов (n), необходимых
для выпуска нескольких видов родственной
продукции с возможностью обеспечить
изготовление (сборку) деталей, часть
которых может быть идентичной, но иметь
отличие по затратам на материал, контроль,
испытания. При изготовлении двух видов
продукции для каждого из них необходимо
![]() и
и
![]() исполнителей.
исполнителей.
![]() (1)
(1)
где - количество специалистов, необходимых для изготовления (сборки) деталей на программу выпуска каждого изделия.
Выбирают минимальное количество из
![]() ,
которое планируют для переподготовки.
,
которое планируют для переподготовки.
![]() (2)
(2)
В пределах
![]() специалисты составляют группы
специалисты составляют группы
![]() по профессиональному назначению
по профессиональному назначению
![]() (3)
(3)
Очевидно, что в пределах групп могут быть перестановки (например в период одновременного выпуска продукции двойного назначения), поэтому специалисты не теряют своей квалификации и их переподготовка в этот период не требуется.
Если количество таких исполнителей , то выборка в (1) снижается на такое же число
![]() (4)
(4)
В пределах каждой группы исполнителей
![]() может быть разработан свой график
переподготовки.
может быть разработан свой график
переподготовки.
Подбор групп выполняется путем использования булевых множеств
![]()
Для выпуска каждого вида изделий требуется хотя бы один специалист. Это ограничение может быть представлено в виде:
![]() (5)
(5)
Специалисты могут выполнить работу только в случае, когда имеют полный состав исполнителей. И здесь имеет место множество допустимых решений при определении сроков переподготовки.
Для оптимизации составов исполнителей
в составе групп по переподготовке
можно ввести критерий оптимальности
![]() ,
аналогичный приведенному в [4].
,
аналогичный приведенному в [4].
![]() (6)
(6)
Период между переподготовками (Т) будет связан зависимостью
![]() (7)
(7)
где
![]() - изменение уровня знаний каждого
исполнителя в период между переподготовками.
- изменение уровня знаний каждого
исполнителя в период между переподготовками.
По [3] граничное значение уровня, после которого специалисту требуется переподготовка, составляет 50% от базового значения. Закономерность изменения во времени уровня знания зависит от индивидуального состояния исполнителей (начальной подготовки, возраста, опыта и др.), пополнения информации в течение периода работы с одним из изделий, других факторов. Обычно для каждой группы исполнителей составляется регрессионное уравнение, в котором используются осредненные коэффициенты на базе статистической информации
![]() (8)
(8)
где
![]() - временный показатель.
- временный показатель.
Литература
1. Бондарь А.В. Качество и надежность. М: Машиностроение, 2007-308с.
2. Уваров М.А. Управление научными исследованиями при создании наукоемких технологий для опытного производства / М.А. Уваров, В.П. Смоленцев, А.И. Найденов // Нетрадиционные методы обработки: сб.научн. тр., М: Машиностроение, 2009-с.66-71.
3. Юревич Н.В. Управление проектом реализации системы интегрированного внутрифирменного планирования / Вестник ВГТУ, том 5, № 4, 2009 – с. 120.
4. Батищев Д.И. оптимизация в САПР/Д.И. Батищев, Я.Е. Львович, В.Н. Фролов// Воронеж: ВГУ, 1997 – 416 с.
УДК 621.9.047
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ФОРМИРОВАНИЯ КРОМКИ ЗУБЧАТЫХ КОЛЕС МАШИН
В.А. Нилов, Б.И. Омигов
Показаны возможности повышения качества зубчатых передач путем профилирования кромки в местах силового воздействия контактных пар при передаче вращения в механизмах.
Разрушение деталей нагруженных передач, как правило, начинается на границах контактных поверхностей, где силовая схема не содержит достаточного запаса прочности. Особенно заметно это проявляется при эксплуатации зубчатых передач. Для повышения надежности и работоспособности таких механизмов используются различные технологические приемы, в их числе механическое скругление кромки по профилю зуба, электрические и комбинированные методы обработки, напыление, упрочнение и другие способы.
Скругление кромок нашло применение для крупных зубчатых передач, где применяют металлический и абразивный инструмент, перемещаемый вдоль профиля зуба. Однако эта трудоемкая операция не получила широкого использования, так как она не обеспечивает требуемой точности и хорошего сопряжения с поверхностями зуба.
Более успешными оказались попытки скругления кромок непрофилированным инструментом в форме щетки с ворсом из металла или морской травы [1]. Но и здесь не удалось обеспечить требуемое качество поверхностного слоя, равномерность наклепа, определяющего усталостные характеристики передачи. Дальнейшее развитие метод получил после ряда исследований по сочетанию воздействий металлической щетки с анодным растворением кромки под действием тока [2]. Были получены положительные результаты по точному сопряжению поверхностей при скруглении кромки, устранен перенаклеп мест сопряжения и другие концентраторы напряжений. Разработанные технологические процессы нашли использование при изготовлении и ремонте зубчатых передач с модулем более 3, где электрическое поле не вызывало нарушения профиля эвольвенты. Для устранения нежелательного воздействия поля на рабочую часть мелкомодульного зуба было предложено [3] защищать его порошковым материалом, образующим местное сопротивление прохождению тока и способствующим пассивации поверхности. Для этого по [3] пассивирующую пленку создают подачей напряжения 3-4 в течение 1-2 с, затем при напряжении 12-18 В ведут процесс электрохимической обработки в течение 2-6 с, причем между зубьями колеса создают застойную зону, а в качестве наполнителя используют химически нейтральный нетокопроводящий мелкодисперсный материал типа формовочной смеси.
На рис. 1 представлена схема устройства для реализации способа.
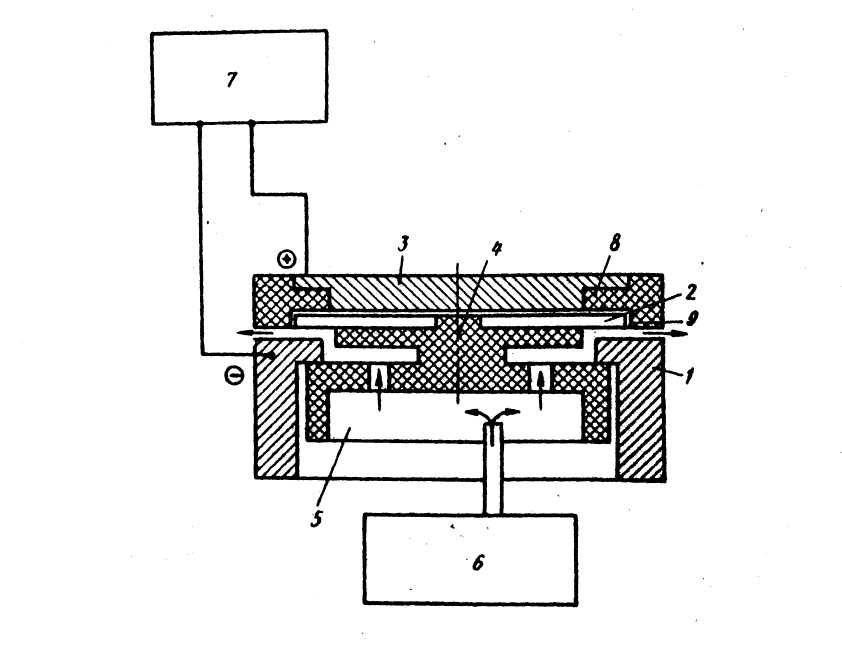
Рис. 1. Схема электрохимической обработки кромок мелкомодульных зубчатых колес
Схема содержит электрод-инструмент 1, обрабатываемую деталь – мелкомодульное зубчатое колесо 2, крышку 3, служащую для создания застойной зоны электролита, оправку 4 для снятия заусенцев с мелкомодульных колес, распределительную камеру 5 для подачи электролита в зону обработки, бак 6 для электролита с наполнителем, источник 7 питания, втулку 8 из изоляционного материала с выступами 9, в которую запрессована крышка 3 с таким расчетом, чтобы обеспечить ее надежный контакт с обрабатываемой деталью 2, причем высоту выступа 9 берут равной толщине обрабатываемого колеса. Диаметр изоляционной втулки 8 берут на 8-10 мм больше диаметра мелкомодульного колеса 2.
Способ осуществляют следующим образом.
В бак для электролита 6 добавляют 0,5-1% токонепроводящего химически нейтрального мелкодисперсного наполнителя, например, формовочную смесь. На мелкомодульное колесо 2 надевают крышку 3 и включают подачу электролита и источник 7 питания. Первоначально в течение 1-2 с обработку ведут при напряжении 3-4 В. При этом происходит пассивация детали, после чего ведут электрохимическую обработку при наложении 12-18 В в течение 2-6 с. Поток электролита, идущий вдоль обрабатываемой поверхности колеса 2, снимает с нее пассивирующую пленку, происходит электрохимическая обработка этой поверхности. Между зубьями мелкомодульного колеса 2 и выступом 9 втулки 8 скорость электролита снижается в 2-3 раза, то есть образуется застойная зона, и происходит оседание наполнителя электролита. Это обеспечивает сохранение пассивирующей пленки между зубьями мелкомодульного колеса, что защищает зубья от растравливания.
В [4] предложен новый способ скругления кромок, позволяющий локализовать процесс анодного растворения за счет снижения межэлектродного зазора путем возвратно-поступательного перемещения электрода и регулирования периодов подачи электролита в зону обработки. Такой способ испытан для удаления заусенцев и скругления кромок зубчатых колес с внутренним венцом, что открывает возможность механизировать операции при изготовлении передач с эвольвектными колесами, имеющим модуль более 2-3.
Наибольшие трудности вызывает получение скоса (так называемого фланка) на торце зубьев, снижающих силу удара при соприкосновении контактных поверхностей в момент сопряжения рабочих участков передач, когда могут быть импульсные ударные нагрузки, снижающие надежность и ресурс изделий. Предложен новый способ [5], при котором обработку осуществляют электродом-щеткой с торцевой рабочей частью из пучков проволоки с высокой пассивационной способностью. Для повышения производительности образования фланка и долговечности зубчатых передач электроду-щетке придают вибрацию и подают её вдоль оси, одновременно перемещая вдоль образующей профиля со скоростью, обратно пропорциональной глубине фланка на торце зубчатого колеса.
На рис. 2 представлена схема осуществления способа.
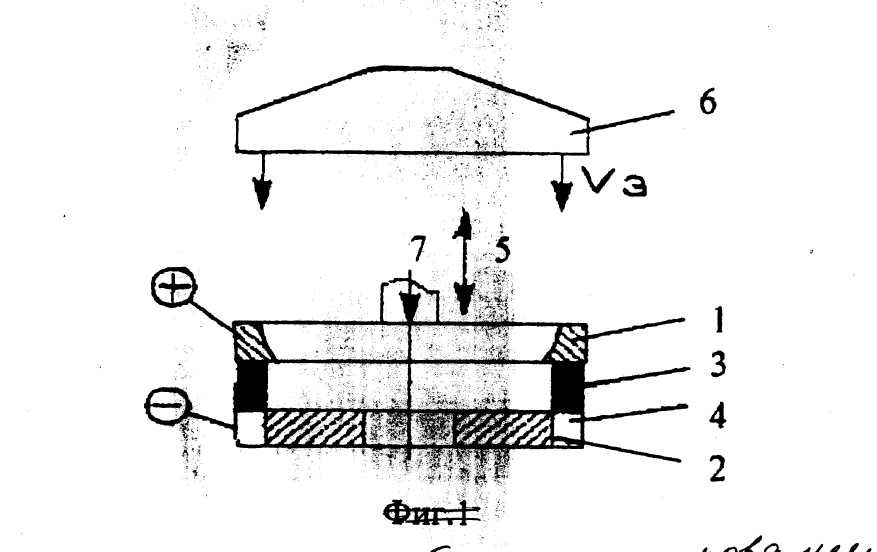
Рис. 2. Способ фланкирования зуба
Способ выполняется следующим образом.
Электрод-щетку 1 подводят к торцевой части зубчатого колеса 2, устанавливают торцы пучков 3 (рис. 2) против межзубовых впадин так, что пучки размещаются по касательной к диаметру, проходящему через точки сопряжения профиля зуба с радиусом r выкружки впадины между соседними зубьями, велючают вибрацию 5 с частотой 50-100 Гц и амплитудой 0,3-0,5 мм, подают электролит VЭ из емкости 6 на пучки, включают ток с напряжением обеспечивающим плотность на электродах для сталей 1,5-2 А/см2, для титановых сплавов 1-1,2 А/см2, включают подачу 7 со скоростью V.
Скорость (V) подачи 7 рассчитывают по зависимости, полученной из условия равенства времени растворения припуска h на торце и времени подачи инструмента на величину длины L фланка (рисунок 3).
![]()
где
![]() - электрохимический эквивалент материала
обрабатываемого колеса 2;
- электрохимический эквивалент материала
обрабатываемого колеса 2;
![]() - выход по току;
- выход по току;
![]() -
электропроводимость электролита;
-
электропроводимость электролита;
![]() -
напряжение на электродах, находится из
условия получения предельной плотности
тока, при которой процесс анодного
растворения прекращается;
-
напряжение на электродах, находится из
условия получения предельной плотности
тока, при которой процесс анодного
растворения прекращается;
![]() -
потери напряжения;
-
потери напряжения;
![]() -
плотность материала зубчатого колеса;
-
плотность материала зубчатого колеса;
S - межэлектродный зазор.
За счет трения между пучками 3 и боковой поверхностью зубьев колеса 2 оксидная пленка на пучках 3 частично снимается и начинается анодный съем материала на боковых поверхностях зубъеъ.
На рис. 3 показана форма границ фланка, получаемого по предлагаемому способу.
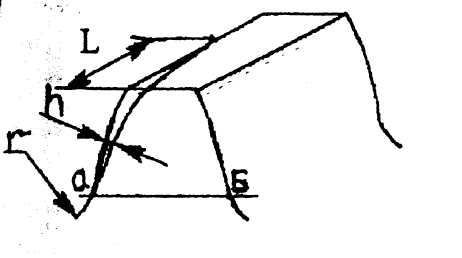
Рис. 3. Форма фланка эвольвентного зуба: L – длина фланка; h – величина съема по фланку, r – радиус выкружки впадины; а,Б – граница формирования фланка.
При обработке на глубину L фланк плавно сопрягается с профилем зуба, а за счет концентрации поля на кромках на торце зубчатого колеса здесь происходит скругление, т.е. снижаются концентрации напряжений и повышается ресурс зубчатых передач.
В качестве примера показана обработка зубчатого колеса шириной 15 мм с модулем 3 и числом зубьев 28 электродом-щеткой с пучками из титановой ленты, шириной 0,5 мм, Электролит, 10 %-ный раствор NaNO3, льется из бачка на пучки. Подается напряжение на электрод-щетку 1 и зубчатое колесо 2, величина напряжения 3,2 В, включают вибратор с частотой 50 Гц и амплитудой 0,3 мм. По амперметру наблюдают рост тока. В нашем случае 32 А. Включают подачу 7 на расчетную величину 12 мм/мин. Длина фланка L=4 мм. Время обработки 20 секунд. Съем с торца 25-30 мкм (допустимое изменение глубины фланка 20-40 мкм). Время обработки по сравнению с обработкой долбяком сократилось в 40-50 раз. Аналогично ведется фланкирование с другого торца. Испытания фланкированных колес на стендах при ударных нагрузках показали повышение ресурса зубчатых передач в 15-20 раз.
Литература
Перепичка Е.В. Очистко-упрочняющая обработка изделий щетками. М.: Машиностроение, 1989. – 134 с.
А.с. 891307 Электрод-инструмент / В.П. Смоленцев, В.Ю. Черепанов, Г.П. Смоленцев // Бюллетень изобр., 1981, № 47
А.с. 1093456 Способ очистки необрабатываемых участков детали при электрохимической обработке / Р.Г. Кешнер, П.С. Яшин, З.Б. Садыков, В.П. Смоленцев и др. // Бюллетень изобр., 1984, № 19
Патент 2303087 Способ и устройство для локальной электрохимической обработки кромок каналов/ В.Г. Грицюк, В.П. Смоленцев и др. // Бюллетень изобр., 2006, № 20
Патент 2183537 Способ фланкирования зубчатых колес/ В.П. Смоленцев, А.В. Писарев и др. // Бюллетень изобр., 2002, № 17
Воронежский государственный технический университет
УДК 621.9.047
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И РЕЖИМЫ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ГРАНУЛЬНЫХ МАТЕРИАЛОВ
В.Г. Грицюк, В.А. Нилов
В работе рассмотрены особенности формообразования поверхностей и поверхностного слоя деталей из порошковых материалов, имеющих крупные частицы в виде гранул. Показано, что при наложении электрического поля динамика удаления припуска имеет существенные отличия от электрохимической размерной и комбинированной обработки монолитных металлических материалов
Для создания перспективных поколений конкурентоспособной продукции машиностроения требуются новые виды материалов, учитывающих требования к эксплуатации высоконагруженных изделий. Перспективным направлением получения таких материалов является порошковая металлургия, где возможна комбинация в одном объекте различных составляющих, обладающих наиболее высокими эксплуатационными свойствами. Однако обработка комбинированных материалов может вызывать серьезные технологические затруднения и требовать вложения крупных материальных средств для создания нового оборудования и способов. Здесь весьма перспективными являются комбинированные методы обработки с наложением электрического поля. Попытки последних лет применить для формообразования заготовок из порошка и гранул электрохимической размерной и комбинированной обработки показали, что механизм удаления припуска с гранульных заготовок существенно отличается от установленного ранее для материалов. В частности, наблюдается заметное возрастание коэффициента полезного использования подводимого тока (выход по току) по сравнению с расчетными показателями для сплавов с однородной структурой. В ряде случаев выход по току значительно превышает 100 %, что противоречит классическим законам по сохранению энергии. Установлено также, что показатели качества поверхностного слоя после анодного растворения могут изменяться в пределах, на порядок и более превышающих аналогичные данные для электрохимической размерной обработки.
Тогда становится целесообразным разработать и обосновать новый подход к технологии формирования заготовок из порошковых и гранульных материалов, сущность которого сводится к следующему: исходя из эксплуатационных требований необходимо подбирать из числа известных компонентов несколько структурных составляющих материала, установить их обрабатываемость анодным растворением, оптимизировать все структурные составляющие материалов. Далее, в зависимости от обрабатываемости, установить допустимые размеры зерен или гранул для получения требуемой высоты неровностей. При этом возможно обеспечить съем материала в форме удаления гранул после анодного растворения соседних участков. С учетом нового подхода удается объяснить повышенную величину выхода по току за счет удаления части припуска в виде гранул, на которые не тратился ток для анодного растворения.
На предприятиях авиационной и космической отрасли имеются участки и цеха по изготовлению заготовок из порошковых материалов, поэтому индивидуальный подбор состава материала на стадии изготовления заготовок не вызывает затруднений.
Современная техника требует от разработчиков новых композиционных материалов включающих нетокопроводящие частицы или гранулы. Как правило, обработка таких материалов вызывает технологические трудности, т.к. различная обрабатываемость структурных составляющих вызывает снижение качества поверхностного слоя и точности деталей, что в ряде случаев не позволяет использовать как традиционные, так и современные технологические приемы.
Предлагаемый метод локализации электрического поля на границах гранул позволяет решить проблему обработки весьма перспективных порошковых и гранульных материалов, в том числе содержащих слабо проводящие и диэлектрические частицы.
Ранее [1] была решена проблема электрохимической размерной обработки биметаллических прессованных изделий. Были разработаны технологические режимы, установлены закономерности [2] подбора рабочих сред в зависимости от марки обрабатываемых материалов. Позднее подобные исследования были выполнены для комбинированных методов формообразования [3].
Для многокомпонентных гранульных материалов построение технологического процесса включает следующие этапы:
1. Анализ технологических требований к обрабатываемой детали. Как правило здесь учитываются условия эксплуатации достигнутый технический уровень при использовании принятых технологических приемов, возможности известных методов по обеспечению заданных показателей при эксплуатации изделия и др.
2. Изучение обрабатываемости и технологических показателей обработки с наложением электрического поля для предлагаемой структуры и состава материала. Если поучаемые показатели отвечают требованиям чертежа, то переходят к расчету режимов обработки [3]. В случае существенных различий проектируют структуру материала.
3. При проектировании материала учитывают требования разработчиков и стремятся вносить изменения в состав, размеры гранул, режимы прессования и обжига в пределах, допустимых материаловедами.
4. Проектирование [3] режимов обработки, которые должны охватывать все виды гранул материала и поддаваться управлению по таким показателям, как состав рабочей среды, напряжение, геометрия электрода-инструмента.
5. Учет условий утилизации продуктов обработки, т.к. при большом количестве компонентов часть из них или продукты внутренних реакций могут оказаться токсичными и требуются специальные меры по нейтрализации вредного воздействия. Примером может служить прессованный бериллиевый материал, который в случае анодного растворения образует пока не известные газообразные продукты с токсичным действием на человека.
Аналогичный подход может быть использован при комбинированной обработке изделий из материалов с анизотронными свойствами. Это могут быть соединения из составляющих материалов с различной обрабатываемостью анодным растворением, места сварки, пайки и др.
Литература
Грицюк В.Г. Обработка биметаллов с наложением электрического тока // Нетрадиционные методы обработки: Межвуз. сб. науч. тр., Воронеж: ВГТУ, 2003, Вып.6. – С. 49-52
Смоленцев В.П. Электрохимическое маркирование деталей / В.П. Смоленцев, Г.П. Смоленцев, З.Б. Садыков // М.: Машиностроение, 1983. – 72 с.
Смоленцев Е.В. Проектирование электрических и комбинированных методов обработки // М.: Машиностроение, 2005. – 511 с.
Воронежский государственный технический университет
УДК 621.09
ПОВЫШЕНИЕ КАЧЕСТВА ВЫСОКОТОЧНЫХ ДЕТАЛЕЙ МАШИН ПРИ РЕМОНТЕ
Е.В. Смоленцев, И.Т. Коптев, Н.И. Воронова
В работе рассматривается способ восстановления и ремонта деталей машин за счет нанесения покрытий с высокими эксплуатационными характеристиками
В Воронежском государственном техническом университете был разработан и защищён патентом РФ 2284253 способ, позволяющий восстанавливать эксплуатационные параметры и геометрию зубчатых колес путем нанесения покрытий с высокими эксплуатационными характеристиками. Большим достоинством нового метода является возможность выполнения операций по восстановлению зазоров и профиля передачи непосредственно в рабочем положении контактных пар.
Изобретение относится к области машиностроения и может быть использовано при восстановлении зубчатых реверсивных передач с беззазорным зацеплением.
На рис. 1 показана схема осуществления способа.
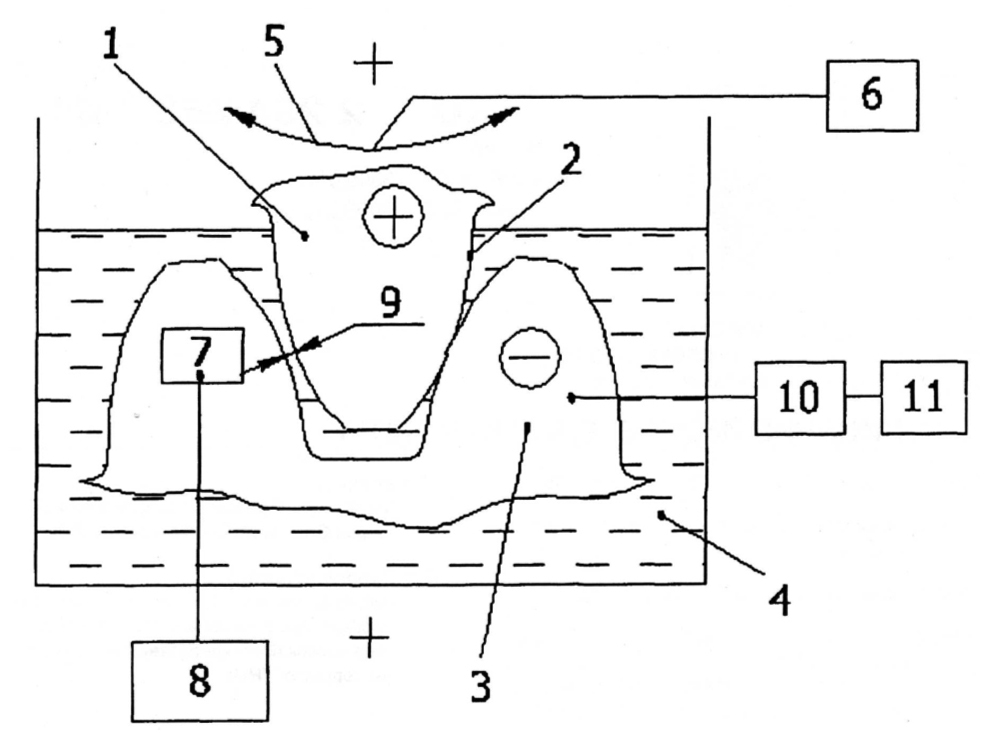
Рис. 1. Схема способа восстановления профиля зубчатых колёс
Кондиционное зубчатое колесо 1 с покрытием 2 титаном установлено в рабочем положении с изношенным колесом 3 в ванну со стандартным электролитом 4. На зубчатые колеса 1 и 3 подается постоянный ток от генератора (не показан) с отрицательным полюсом на изношенном колесе 3. Колесо 1 имеет привод (не показан) с возможностью вращения его в направлениях 5 по командам от регулятора реверса 6. На колесе 3 установлен тормоз 7 с регулятором 8 контактного давления между зубьями зубчатых колес 1, 3. Боковой зазор 9 регистрируется датчиком 10, который соединен с выключателем процесса нанесения покрытия 11.
Способ осуществляют следующим образом. На кондиционное колесо 1 наносят гальванически или напылением слой титана 2 с толщиной, обеспечивающей сплошное покрытие рабочего профиля зубьев, но не более допуска на профиль зуба, после чего пассивируют поверхность, что позволяет сохранить токоподвод к колесу 1, но не исключает его растворение и нарушение качества поверхностного слоя. Колеса 1 и 3 устанавливают в рабочее положение на установке, подключают, например, гибким проводником к источнику постоянного тока с отрицательным полюсом на изношенном колесе 3, наливают в установку стандартный электролит, подключают привод с возможностью реверсивного вращения 5 колеса 1. В момент переключения вращения (при реверсировании) сопротивление вращению возрастает за счет инерционных сил, что фиксируется регулятором 8. В процессе нанесения на колесо 3 покрытия зазор 9 снижается, поэтому требуется его фиксация регулятором 8 при минимальном интервале между измерениями. Таким минимальным интервалом является полный оборот колеса большего диаметра, что определяет период реверса. Устанавливают на регуляторе 8 величину давления между зубьями. Регулятор 8 передает команду на тормоз 7, установленный на колесе 3. Включают ток на колеса 1 и 3, реверсивное вращение колеса 1. В момент переключения направления вращения регулятором 6 при наличии между зубьями зазора 9 движение колеса 1 ускоряется, что фиксируется датчиком 10. По мере нанесения на рабочий профиль колеса 3 слоя гальваномеханического покрытия, например хрома, величина зазора 9 будет снижаться до плотного прилегания рабочих поверхностей зубьев при обеих направлениях вращения колес 1 и 3. При устранении бокового зазора 9 датчик 10 подает команду выключателю 11 на прекращение процесса осаждения покрытия на колесо 3. Далее отключают колеса 1, 3 от источника тока, снимают тормоз 7, датчик 10 с выключателем 11, регуляторы 6, 8, вынимают зубчатую передачу из ванны установки, промывают ее и ставят в корпус передачи. Покрытие 2 на колесе 1 не удаляется, так как оно улучшает эксплуатационные характеристики передачи (исключает схватывание металла в местах контакта силовых передач, может защищать от коррозии).
Для управления процессом восстановления беззазорных зубчатых передач используют приведённые ниже показатели.
Давление в месте контакта зубьев. На этапах восстановления профиля эвольвенты и устранения бокового зазора давление зубьев ведущего колеса на зубья ведомого должно обеспечивать вращение пары при плотном контакте поверхностей. На этапе третьем этапе восстановления давление должно обеспечивать формирование качественного поверхностного слоя.
Общее время этапов восстановления профиля эвольвенты и устранения бокового зазора необходимо для своевременного изменения давления контактных поверхностей.
Частота вращения колёс назначается таким образом чтобы осаждённый поверхностный слой отвечал требуемым эксплуатационным качествам. Её оценка ведётся по колесу большего диаметра в виду того, что здесь её значение будет наименьшим.
Реверсирование колёс осуществляют с целью восстаноновления обеих сторон профиля зубчатого колеса, а также своевременного механического воздействия на формирующееся покрытие на этапе нанесения качественного поверхностного слоя.
Плотность тока выбирается таким образом чтобы избежать анодного растворения во время обработки.
При восстановлении беззазорных зубчатых передач в большинстве случаев возможно избежать разборки редуктора и операций, связанных с ней (сборки, комплектации, восстановления баз), а следовательно, избежать неточности, возникающей при напрессовке колес во время сборки и возможной потери установочных баз. Исключение вышеуказанных операций будет возможно при условии, что зубчатые колеса можно очистить и замерить без разборки узла, а также не возникает необходимости полностью исключать анодного растворения на какой-либо поверхности.
В процессе эксплуатации передач в зависимости от соотношения диаметров сопрягаемых колёс их износ может иметь различную величину. Если диаметры колёс приблизительно одинаковые, износ их боковых поверхностей будет принимать близкие значения. Чем больше будет кратность передач, тем значительнее отличается износ колёс. Это объясняется тем, что за каждый полный оборот колеса большего диаметра второе колесо совершает вращение более чем на 3600. За счёт этого периодичность вхождения в зацепление каждого зуба колеса меньшего диаметра будет чаще, чем у большего. Разность углового вращения колёс зависит от соотношения их диаметров. Данное обстоятельство свидетельствует, что износ меньшего колеса происходит интенсивнее и профиль колеса быстрее выходит из поля допуска, в то время как большее колесо остаётся кондиционным. В связи с этим в первую очередь возникает потребность восстановления изношенного профиля колеса меньшего диаметра для возврата работоспособности зубчатой передаче вцелом.
Анализ перспектив развития и внедрения способа показывает, что в случае редукторов управляющих систем выгодно восстановление всех изношенных колёс из-за высокой стоимости отсчётных зубчатых передач. Колёса большего диаметра скоростных зубчатых передач выгодно восстанавливать, а колёса меньшего диаметра выборочно целесообразно заменять новыми. В случае силовых передач, используемых, к примеру, в грузоподъёмных машинах, как правило, колесо большего диаметра восстанавливается, а колесо меньшего диаметра заменяются на новое. Во всех случаях целесообразность восстановления зависит от цены на новое колесо и возможности его приобретения. Также следует учитывать, является ли зубчатое колесо элементом каскада и есть ли возможность снять с него это колесо. Если нет, то рациональность восстановления оценивается уже исходя из стоимости целого каскада колёс, если возможность снять колесо с каскада есть, то учитывается стоимость переборки узла.
Воронежский государственный технический университет
УДК 621
АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КАЛИБРОВОК ПРОКАТКИ ФАСОННЫХ ПРОФИЛЕЙ
А.И. Петров
В статье приведены результаты по автоматизации проектирования технологии проката фасонных профилей
В процессе проектирования технологии прокатки фасонных профилей основным, наиболее трудоемким этапом, требующим высокой квалификации технолога, является калибровка прокатных валков: совокупности методов определения размеров, формы, числа и характера расположения калибров в валках. В связи с отсутствием нормализированных научных рекомендаций калибровку одинаковых или близких по конфигурации профилей на различных станах и предприятиях проектируют на основе принципиально различных методов, выбор которых зависит от опыта и знаний калибровщика [1].
Для создания общих принципов автоматизированного проектирования калибровок необходимо формализовать следующие этапы проектирования:
- определение возможности использования процесса прокатки в качестве финишной формообразующей операции для получения профиля с требуемой геометрией поперечного сечения;
- выбор оптимального направления деформирующего усилия прокатки (ориентация сечения профиля относительно направления сближения прокатных валков) и изменение этого направления (кантовка) в процессе калибровки;
- проектирование переходных сечений от готового профиля до заготовки;
-конструирование системы калибров.
Прокаткой как финишной операцией производят профили с формой поперечного сечения, обеспечивающей контакт калибра и профиля в момент выхода профиля из валков по всему их периметру. Это означает, что любая прямая, параллельная направлению деформирующего усилия, пересекает контур сечения профиля не более чем в двух точках. Интервал углов варьирования направления деформирующего усилия прокатки, в пределах которого в двухвалковых калибрах обеспечивается данное условие, назовем диапазоном возможных направлений деформирующего усилия.
При определении возможности использования процесса прокатки для производства профиля и выбора направления деформирующего усилия все профили по форме поперечного сечения, в зависимости от интегральной кривизны и наличия внешнего скелета , относятся к выпуклым или невыпуклым [2]. Для выпуклого сечения внешний скелет вырождается в бесконечно удаленную точку. Профили с выпуклой формой поперечного сечения можно катать при любом направлении деформирующего усилия, так как любая прямая пересекает его контур не более чем в двух точках. Диапазон возможных направлений прокатки таких профилей равен 2π.
Наличие на контуре сечения профиля впадин, их конфигурация с взаимное расположение ограничивают возможность прокатки, а в некоторых случаях вообще исключают её. Для определения возможности прокатки впадины, а также их совокупности введем следующие характеристики: угол впадины, её глубину, оптимальное направление деформирующего усилия для быстрейшего закрытия впадины (выход на выпуклую оболочку).
При построении внешнего скелета нормаль к контуру впадины по отношению к нормалям в точках их входа и выхода изменяется в широких диапазонах и достигает максимального отклонения в точках перегиба (вторая производная по контуру впадины равна нулю). В том случае, если это отклонение не превышает ±π/2, впадина открытая, не имеет поднутрений и может быть получена прокаткой (рис. 1,а). В противном случае впадину прокаткой получить невозможно (рис. 1,б).
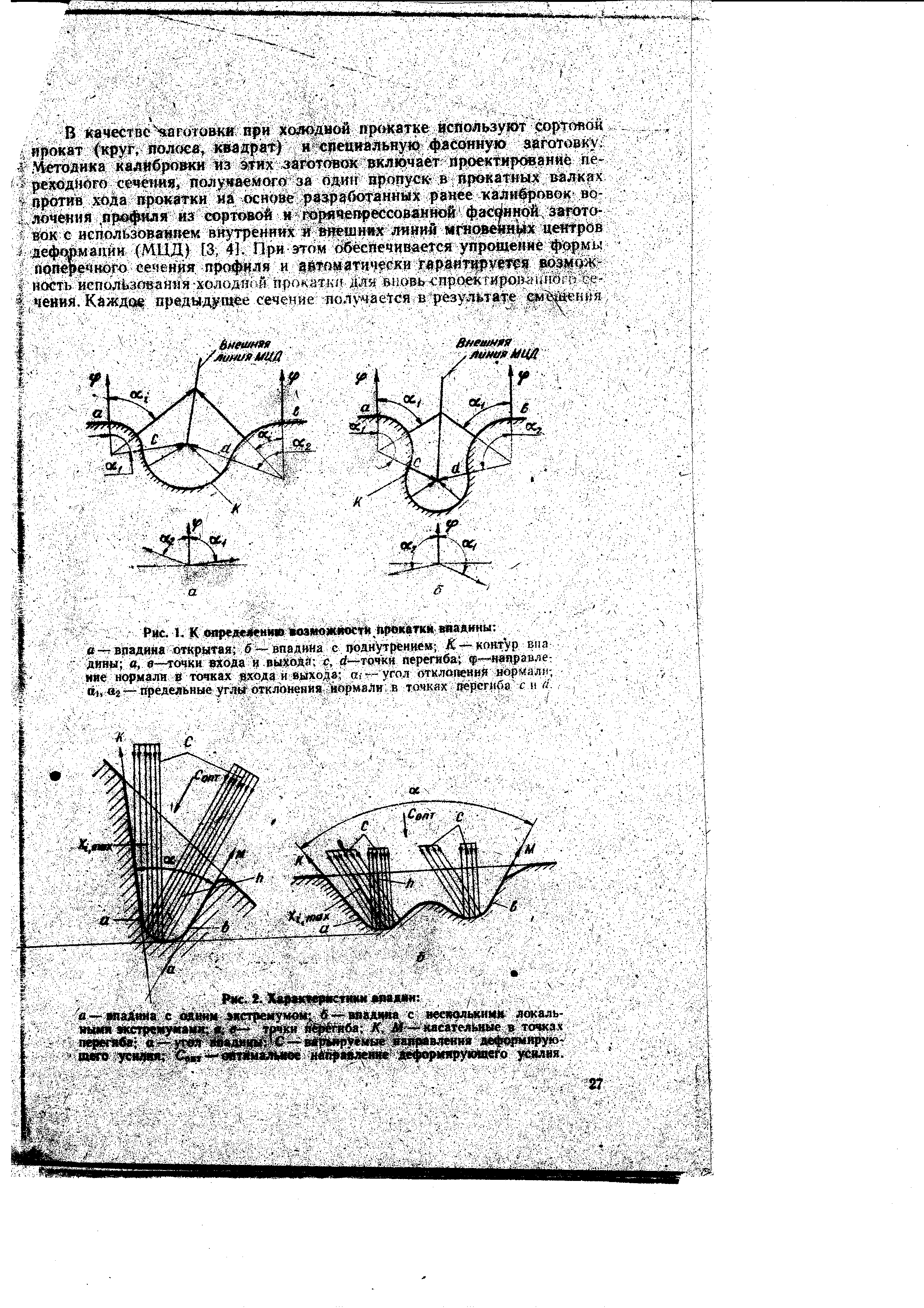
Рис. 1. Определение возможности проката впадины: а - впадина открытая; б – впадина с поднутрением; К – контур впадины; а, b – точки входа и выхода; с, d – точки перегиба; φ - направление нормали в точках входа и выхода; αi - угол отклонения нормали α1; α2 - предельные углы отклонения нормали в точках перегиба с и а
Простая впадина с одним экстремумом имеет две точки перегиба. Направления касательных в этих точках контура определяют угол впадины (рис. 2,а). Сложную впадину с несколькими локальными экстремумами представим как сумму простых впадин. Угол такой впадины определим как общий угол для всех локальных впадин (рис. 2,б).
Рис. 2. Характеристики впадин: а – впадина с одним экстремумом; б – впадина с несколькими локальными экстремумами; a, b – точки перегиба; К, М – касательные в точках перегиба; α - угол впадины; С – варьируемые направления деформирующего усилия; Сопт – оптимальное направление деформирующего усилия.
По мере калибровки профиля (против хода прокатки) его поперечное сечение должно упрощаться и постепенно из невыпуклого превратиться в выпуклое а затем и в сечение сортового проката - круг, квадрат, полосу. В двухвалковых калибрах максимальные обжатия достигаются в направлении приложения деформирующего усилия. Варьируя направление приложения деформирующего усилия в пределах угла впадины можно определить оптимальное направление по критерию h , определяющему глубину впадины:
![]()
где
![]() -
максимальное расстояние по i-му
направлению между выпуклой оболочкой
и контуром впадины.
-
максимальное расстояние по i-му
направлению между выпуклой оболочкой
и контуром впадины.
Таким образом, прокатка в качестве формообразующей операции при производстве фасонных профилей может быть использована в том случае если величина угла каждой впадины контура сечения профиля больше нуля (все впадины без поднутрений) и если все впадины имеют общий совместный диапазон варьирования направления приложения деформирующего усилия.
Производительность процесса прокатки будет определяться выбором направления деформирующего усилия и его изменением (кантовкой), обеспечивающим скорейшее закрытие всех впадин на контуре сечения профиля. Это направление лежит в общем совместном диапазоне прокатки и определяется по критерию:
![]()
где - максимальное расстояние по данному направлению в i–ой впадине между выпуклой оболочкой и контуром впадины.
У контура профиля может быть до трех независимых диапазонов возможных направлений деформирующих усилий прокатки (рис. 3). Критерий H определяем для всех диапазонов и выбираем то направление, у которого критерий наименьший. При выборе направления деформирующего усилия прокатки необходимо учитывать наличие осей симметрии сечения профиля, а также перепад диаметра валков по линии раздела калибра.
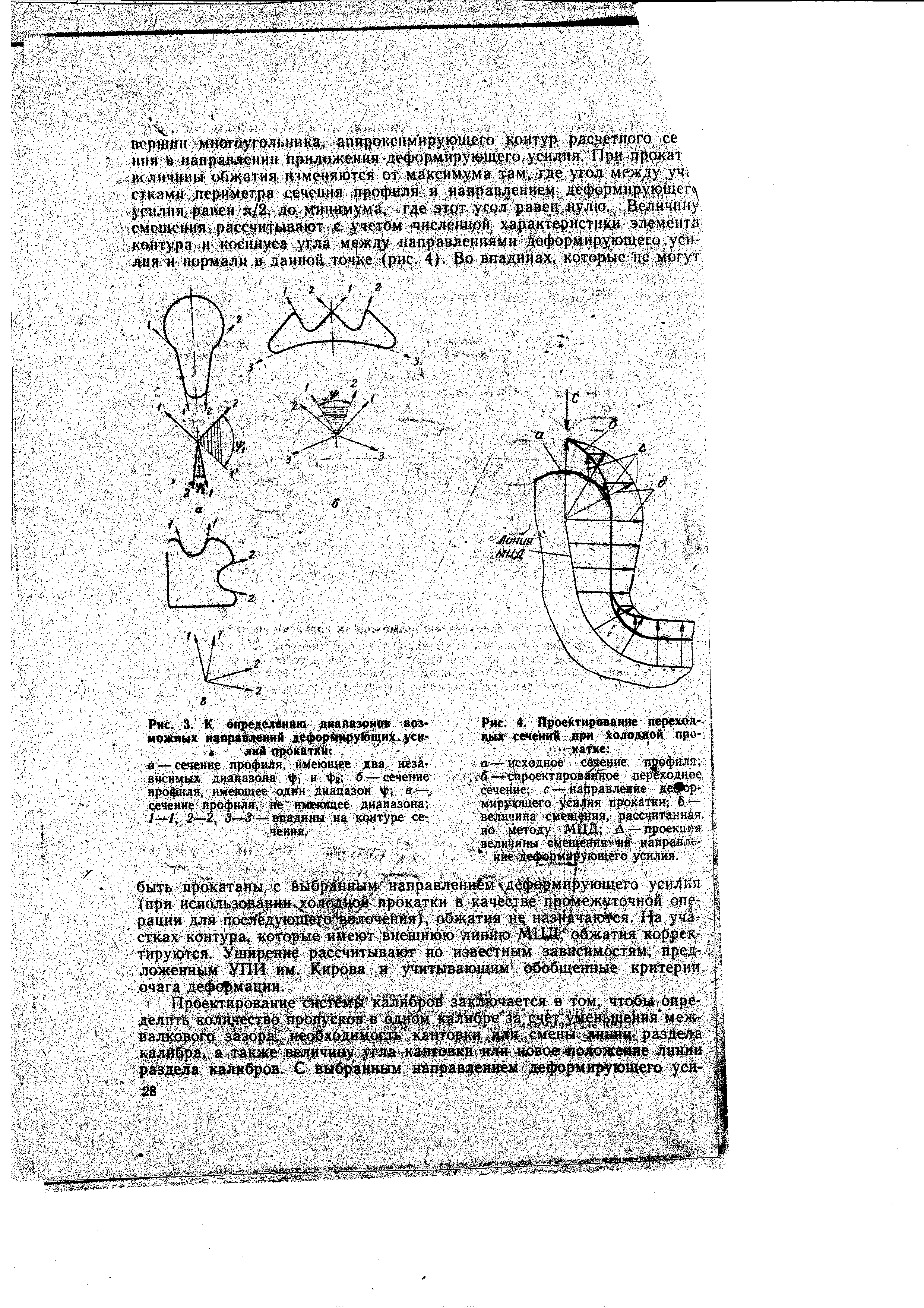
Рис. 3. Определение диапазонов возможных направлений деформирующих усилий прокатки: a – сечение профиля, имеющее два независимых диапозона ψ1 и ψ2; б – сечение профиля, имеющего один диапазон ψ; в – сечение профиля, не имеющее диапазона; 1-1, 2-2, 3-3 – впадины на контуре сечения
Некоторые особенности проектирования калибровок необходимо учитывать при проектировании калибровок процесса холодной прокатки. В качестве исходной заготовки при холодной прокатке используют сортовой прокат (круг, полоса, квадрат), а также специальную фасонную заготовку. Методика калибровки из фасонных заготовок включает проектирование переходного сечения, получаемого за один пропуск в прокатных валках (против хода прокатки), на основе разработанных ранее калибровок волочения профиля из сортовой и горячепрессованной фасонной заготовок с использованием внутренних и внешних линий мгновенных центров деформаций (МЦД) [3,4]. При этом обеспечивается упрощение формы поперечного сечения профиля и автоматически гарантируется возможность использование холодной прокатки для вновь спроектированного сечения. Каждое предыдущее сечение получается в результате смещения вершин многоугольника, аппроксимирующего контур расчетного сечения в направлении приложения деформирующего усилия. При прокатке величина обжатия изменяется от максимума там, где угол между участками периметра сечения профиля в направлении деформирующего усилия равен π/2, до минимума, где этот угол равен нулю. Величину смещения рассчитывают с учетом численной характеристики элемента контура и косинуса угла между направлениями деформирующего усилия и нормали в данной точке (рис. 4). Во впадинах, которые не могут быть прокатаны с выбранным направлением деформирующего усилия, обжатия не назначаются. На участках контура, которые имеют внешнюю линию МЦД, обжатия корректируются. Уширение рассчитывают по известным зависимостям, учитывающим обобщенные критерии очага деформации.
Рис. 4. Проектирование переходных сечений при холодной прокатке: а – исходное сечение профиля; б – спроектированное переходное сечение; с – направление деформирующего усилия прокатки; δ - величина смещения, рассчитанная по методу МЦД; Δ - проекция величины смещения на направление деформирующего усилия
Проектирование системы калибров заключается в том, чтобы определить количество пропусков в одном калибре за счет уменьшения межвалкового зазора, необходимость кантовки или смены линии раздела калибра, а также величину угла кантовки или новое положение линии раздела калибров. С выбранным направлением деформирующего усилия калибровка выполняется до тех пор, пока у спроектированного переходного сечения не определится новое, отличное от выполняемого оптимальное направление деформирующего усилия.
На основе спроектированной системы переходных сечений конструируют калибры валков: определяют линии раздела калибра, выпуски, межвалковый зазор, нейтральную линию калибра с использованием свойств скелета гладкого контура. Так, нейтральная линия калибра проходит через среднюю точку линии, соединяющей центры тяжести контуров верхнего и нижнего калибров. При этом их центры тяжести определяют с учетом весовых коэффициентов, равных обжатию в данной точке (предполагается, что обжатия пропорциональны удельному давлению металла на валки).
Привязку спроектированной системы калибров к валкам конкретного стана и поверочные расчеты энергосиловых параметров прокатки следует выполнять по общепринятым методикам.
Литература
1. Скороходов Н.Е. Илюхович Б.М. и др. Калибровка сложных фасонных профилей. Справочник. – М. Металлургия, 1979.
2. Петров А.И., Тарасов В.С. Автоматизированное проектирование технологии обработки материалов. – Ижевск, "Удмуртия", 1978, С. 16 – 24.
3. Петров А.И., Девятериков А.Г., Нирман С.Е. – Сталь, 1978, №3, С. 234-239.
4. Петров А.И., Девятериков А.Г., Нирман С.Е. – Технология легких сплавов, 1978, № 3, С. 34 – 39.
Воронежский государственный технический университет
УДК 65.018(075)
ОБЪЕКТЫ, ОПРЕДЕЛЯЮЩИЕ ФУНКЦИОНИРОВАНИЕ СИСТЕМ КАЧЕСТВА
В.Н. Старов
Рассмотрено влияние показателей качества на механизмы функционирования предприятия в поле концепции качества продукции.
Независимо от организационно-правовой и организационно-экономической формы, а также вида выпускаемой продукции любое предприятие является открытой экономической системой, основной задачей которого является преобразование ресурсов в экономически выгодную, высококачественную продукцию.
Совокупность свойств, представленных определенным набором характеристик, удовлетворяющих заданным потребностям, является качеством продукции. При этом продукцией может быть процесс или любой результат деятельности, т.е. объект - все то, что может быть индивидуально описано (рассмотрено) и имеет определенные свойства. Признаком продукции является качественная или количественная характеристика любых её свойств или состояний. Продукция рассматривается как материализованный результат процесса трудовой деятельности, обладающий набором свойств и предназначенный для удовлетворения потребностей или личного характера.
Номенклатура показателей качества зависит от назначения продукции (объекта). Она характеризуется конкретными количественными характеристиками её наименованных свойств, с численными значениями, определяющими в соответствии со стандартами (или с нашими представлениями) оценку её качества. Количественная характеристика одного или нескольких свойств продукции, составляющих её сущность, сформированную и рассматриваемую как совокупность нескольких подсистем (проектирования - условия создания - потребления - эксплуатации), во многом определяет показатель качества продукции.
Термины и определения, используемые в области управления качеством продукции, следует брать в соответствии с международными и российскими стандартами. Базовыми являются стандарты класса ISO, начиная от версий 80-90-х годов прошлого века, с последующим развитием этих идей в стандартах серии 9000:2000 и кончая сегодняшней версией - 9000:2008 г.
Качество выпускаемой предприятием продукции - это своеобразный символ сегодняшнего имиджа предприятия и его экономики. Для многих ведущих фирм мира качество продукции является передней линией в конкурентной борьбе. Такими предприятиями создана эффективная стратегия управления качеством продукции, которая включает следующие положения: - качество ориентировано на удовлетворение потребностей; - качество пронизывает весь жизненный цикл изделия (ЖЦП), включая разработку - производство - маркетинг - эксплуатацию; - качество обеспечивается соответствующей структурой предприятия, пронизывающей всю организационную структуру фирмы; - всеобъемлющее повышение качества достигается единством действий всего персонала фирмы, на всех этапах ЖЦП с применением эффективных систем контроля качества; - качество продукции (услуг) – это основная стратегическая в деятельности предприятия. В общем виде указанные взаимосвязи представлены на рис.1.
Рассмотрим влияние показателей качества на механизмы функционирования предприятия.
Преобразование одних ресурсов в другие или создание продукции обладающей определенным качеством, является основной особенностью производственных бизнес – процессов. При этом соотношение ресурсов на входе (In) системы (ST) предприятия (ПТ) или организации (О) и на выходе (Ou) состав содержание такого понятия, как экономика предприятия.
Для экономики безразлично, какой процесс преобразования ресурсов реализуется в результате выполнения технологического цикла производства. Важно другое – каково соотношение в использовании ресурсов (материалов, энергии, орудий, предметов труда, рабочей силы, капитала и т. д.) на входе и выходе.
Представим систему
предприятия в виде схемы, см. рис.2. В
системе предприятия STO посредством
суммарных воздействий
![]() ресурсы R(I) на входе преобразуются в
продукцию R(J) на выходе. Любые преобразования
осуществляются под действием материальных
SM , энергетических En, информационных
I потоков при наличии людей Me и внешней
среды Umg, (см. рис.). Денежная
стоимость ресурсов на входе – величина
Va. На выходе системы STO имеем товары
(услуги) требуемого качества, суммарно
оцененных стоимостью Vm, т.
е.добиваемся соответствия качества
товара уплаченным деньгам. Причем
потребитель и производитель удовлетворены
тем продуктом, который они получили в
обмен на деньги.
ресурсы R(I) на входе преобразуются в
продукцию R(J) на выходе. Любые преобразования
осуществляются под действием материальных
SM , энергетических En, информационных
I потоков при наличии людей Me и внешней
среды Umg, (см. рис.). Денежная
стоимость ресурсов на входе – величина
Va. На выходе системы STO имеем товары
(услуги) требуемого качества, суммарно
оцененных стоимостью Vm, т.
е.добиваемся соответствия качества
товара уплаченным деньгам. Причем
потребитель и производитель удовлетворены
тем продуктом, который они получили в
обмен на деньги.
SM En I Me Umg

STO
В
 ход
R(I) Выход R(J)
ход
R(I) Выход R(J)
[Va] In Ou [Vm]
Рис.2.- Предприятие, как система, преобразующая ресурсы стоимостью Va в товар, соответствие качества которых оценено (уплачено) деньгами Vm.
Работу предприятия оценивают по результатам соотношения Vm и Va. Если Va <Vm , то имеем рентабельно работающее предприятие, где доходная часть больше расходной. Когда имеем равенство доходной и расходной частей, говорят что предприятие работает в условиях самоокупаемости. Убыточной работе предприятия соответствует ситуация, если Va >Vm.
Основная цель функционирования любой организации – получение прибыли (П), но получить прибыль удается только тогда, когда произведенная продукция реализуется, т. е. созданное качество, удовлетворяет общественные потребности, причем цена продукта приемлема покупателю и производителю.
Приемлемая цена возможна только в том случае, когда предприятие выдерживает определенный уровень Va (в конечном выражении это уровень издержек), но при этом суммой своих технологий, совершенством методов использования материалов и энергий, обеспечивают изделия достаточным набором свойств, отвечающих высокому уровню качества продукции. В конкурентной борьбе это может оказаться решающим фактором. Если предприятие не обеспечивает этого и не получает прибыль от своей деятельности, то оно будет вынуждено покинуть этот вид бизнеса.
Рассмотрим из чего в общим виде складывается выручка В от реализации произведенного и проданного продукта. Пусть основа – это стоимость продукта с учетом его признанного качества, т. е. Vm. Сюда следует добавить различные наценки (или наоборот – вынужденное снижение цены), проведенные в процессе реализации товара. Это относится к ситуации, когда
общественное мнение относительно стоимости с учетом текущего изменения о качестве товара также изменяется, причем или в период предшествующий реализации, или в течение собственно реализации продукции.
С учетом этого можно проводить некоторое изменение наценок за счет текущего мнения о качестве, которое выразится в форме текущего индекса качества. Обозначим его как Q’TP. Необходимо также учесть расходы на текущие и будущие сервисные услуги CQ по поддержанию качества эксплуатации. Поэтому выручка такова:
В= Vm![]() QP
- СУ.
(1)
QP
- СУ.
(1)
Затраты З на
производство и реализацию созданной
продукции складываются из затрат на
ресурсы и их преобразование, т. е. Va.
Необходимо также учесть потери (выгоды
процесса) продвижения ресурсов от
источника непосредственно до их
преобразования в производственном
процессе, связанные с определенным
качеством сырья, материалов, энергий и
т. д; обозначим их как
![]() QПВ.
Предприятию также необходимо осуществлять
выплату налогов На и прочих платежей
Пл.
QПВ.
Предприятию также необходимо осуществлять
выплату налогов На и прочих платежей
Пл.
Таким образом, прибыль, являющаяся результатом деятельности предприятия по созданию и реализации продукта, наделенного определенным качеством, может быть представлена в общем виде так:
П = (Vm QТР – CQ) – (Va QПВ + На + Пл). (2)
В условиях рыночной экономики предприятие стремится максимизировать свою прибыль, задействовав все направления деятельности.
Воронежский государственный технический университет
УДК 65.018(075)
ВЛИЯНИЕ И ВЗАИМОСВЯЗИ ФАКТОРОВ ФУНКЦИОНИРОВАНИЯ ПРЕДПРИЯТИЯ НА КАЧЕСТВО ПРОДУКЦИИ
В.Н. Старов
Рассмотрено влияние факторов функционирования предприятия на качество выпускаемой предприятием продукции
Стремление иметь продукцию высокого качество является одним из основных направлений деятельности предприятия, идущего к лидерству. Это непрерывный, постоянный процесс, затрагивающий все функции и механизмы любой современно организации. Качество предполагает использование новых материалов, сырья, энергий, ресурсов, совершенной техники и новейших технологий. Качество не препятствует, а способствует снижению себестоимости продукции фирмы.
Качеству уделяется главенствующая роль на предприятии. Обеспечение качества понимается, как системный процесс, пронизывающий организационную структуру предприятия, рис.1.
Качество это система, которой необходимо управлять так же эффективно, как и любой основной подсистемой предприятия, будь это производственный процесс или финансовое обеспечение. Качество продукции создается всем персоналом и зависит от вклада в дело всех работников организации. На достижение новых уровней качества направлено действие всех сотрудников предприятия, причем не только в процессе разработок, проектирования и создания продукта, но и в процессе маркетинга, послепродажного обслуживания, вплоть до утилизации изделия.
Производство продукции требует применение новых технологий, средств автоматизации процессов изготовления, контроля и испытаний и обеспечения надежности работы изделий. Все вместе, связанное воедино позволяет утверждать, что в современных условиях преуспевающее предприятие может находиться в роли лидера в том случае и до тех пор, пока качество выпускаемой им продукции ориентировано на удовлетворение требований потребителя, а совокупное свойство характеристик его товара (услуг) выше, чем у соперника.

Рис. 1. - Управление качеством
Процессы, протекающие на предприятии – лидере ориентированы на поддержание и улучшение качества их выполнения. Рассмотрим пример анализа основных процессов, происходящих (существующих) на промышленном предприятии.
В общем виде перечень и общие взаимосвязи процессов представлены на рис 2. Все процессы можно систематизировать по признаку приоритетности воздействия на качество. Так, важнейшими процессами, первоочередно влияющими на качество (назовем их IPQ), являются: проектирование (8), технологическая подготовка производства (11), собственно производство (12), менеджмент качества (19), контроль и профилактика брака (15), маркетинг (7) и др.
Формирование качества продукции целесообразно начинать еще на стадии ее проектирования. Собранные маркетинговой службой данные о требованиях потребителей воплощаются в параметры, обеспечивающие необходимое качество в документации, чертежах узлов, рекомендуемых технологиях изготовления изделий, которые закладываются опытно – конструкторским подразделением, а затем реализуются в производстве. Каждый процесс из этой группы в значительной мере и по – своему влияет на качество продукции.
Вторую группу II PQ процессов составляют неярко выраженные взаимосвязи, например, воспроизводство (20), капитальное строительство (21), процесс внешнего транспортирования (23) продукции и т. п. Так, качество проведения капитального строительства корпуса механообрабатывающего цеха при расширении производства может способствовать улучшению эксплуатационных показателей машин и технологических линий, благодаря чему стабилизируются температурные и вибрационные показатели работы оборудования, что повышает точность изготовления деталей и способствует получению поверхностей с улучшенными физико – механическими свойствами. В итоге повышается надежность и срок службы изделия.
Третья группа процессов Ш PQ представленной систематизации объединяет неявно выраженные взаимосвязи.
Однако они имеют заметное влияние, как на качество продукции, так и на базовые процессы первой группы. Например, качественная очистки и обезвреживание технологически токсичных отходов (24) обеспечивает поддержание экологической безопасности (25) предприятия.
Рис. 2- Основные процессы промышленного предприятия
Если при этом не требуется дополнительных средств на воздушные фильтры, не требуется средств обеспечения микроклимата в цехах предприятия; нет необходимости работать в сокращенном режиме смен, высвобождаются средства на промышленную санитарию, безопасность труда, обеспечивает повышение производительности труда, улучшает стимулирование нормальных условий работы, улучшает отдачу и обеспечивает повышение качества изготавливаемых деталей и изделий.
Подобная сложная цепочка взаимосвязей присуща немалому количеству факторов, в том числе процессам социально – бытовой сферы (31), налогообложения (30) и другим.
Чтобы выразить влияние факторов функционирования предприятия на качество продукции необходимо оценить само предприятие и элементы его структуры, сравнить результаты работы (это общепринятые показатели эффективности производственной деятельности) в разных ситуациях и затраты. Поэтому приходим к базовому варианту оценки работы предприятия по преобразованию теми или иными методами ресурсов в ресурсную продукцию на выходе.
В итоге, обращаемся к известным показателям: эффективность использования основных производственных фондов – фондоотдача или обратный ему показатель фондоемкость (ФЕ) – величина основных фондов, приходящаяся на один рубль выпускаемой качественной продукции; трудоемкость производимой продукции, которая показывает, сколько единиц труда требуется на изготовление качественной единицы продукции; эффективность использования материальных затрат – материалоотдача (или показатель обратный ему – материалоемкость); прибыль П предприятия (или убыток); фондорентабельность ФР, которая определяется как балансовая прибыль, приходящаяся на один рубль стоимости основных фондов и другие.
Стиль работы
предприятия, механизмы его функционирования,
совершенство технологий, средств и
наличие системы управления качеством
продукции определяют условия формирования
качества продукции. Совокупность ряда
показателей, таких как надежность,
технологичность, эргономика, эстетичность,
безопасность в единении с параметрами
технического уровня качества обеспечивают
формирование желаемого качества
продукции. Но помимо этих показателей
важна также цена изделия. Приобретая
товар, покупатель сопоставляет, насколько
компенсирует цена тот набор свойств,
которыми обладает изделие. Cледовательно,
покупатель связывает совокупность
свойств изделия соотношением со своими
затратами. Его интересует экономически
оптимальное качество (ЭоQП),
под которым понимают соотношение
качества изделия
![]() с
затратами на приобретение и эксплуатацию
изделия
с
затратами на приобретение и эксплуатацию
изделия
![]() ,
то есть:
,
то есть:
![]() .
(1)
.
(1)
Для производителя продукции понятие качества, значительно более сложная система соотношений капитала и затрат, умения управлять и удачи в конкурентной борьбе, интеллекта и т. д. Поэтому производитель, проявляющий заботу о качестве изделия в течение изготовления и потребления продукта, видит экономически целесообразное качество (ЭЦQР). Считаем, что качество, как его понимает производитель и качество, как его понимает потребитель, понятия взаимосвязанные. Если они тождественны, то этот товар будет на рынке, ему гарантировано жизненный цикл.
ЭоQП
![]() ЭЦQР.
(2)
ЭЦQР.
(2)
Таким образом, предприятие осуществляет выбор номенклатуры и ассортимент продукции, формирует объем производства и устанавливает цены. Предприятие формирует свои затраты, где центральное место занимают качественные: труд, предметы труда, средства труда, технологии, управление, благодаря которым формируется производственная среда в целом. Вся совокупность факторов обеспечивает выпуск высококачественной продукции или качественного промежуточного продукта, из которого на окончательной стадии формируется качество жизни.
Воронежский государственный технический университет
УДК 65.018(075)
ИСТОРИИ ПРОДУКТА КАК ТРАНСФОРМАЦИЯ УРОВНЕЙ СВОЙСТВ В ШКАЛЕ ВРЕМЕНИ
В.Н. Старов
Рассмотрены взаимосвязи факторов в истории свойств продукта как трансформаця уровней в шкале времени
Существует несколько подходов к определению качества и конкурентоспособности товаров и услуг. Не обсуждая их достоинства и недостатки, отметим, что разнообразие подходов вызвано как спецификой отраслей, в которых выпущена продукция (оказаны услуги), так и принципиальных отличий и номенклатур стандартов, а также требований к набору показателей внутри их.
Унифицированный подход невозможен из-за трудностей создания основополагающего обобщённого стандарта по номенклатуре показателей качества и конкурентоспособности. Мы умышленно ставим эти две категории рядом, не разделяя их, т.к. они взаимосвязаны, о чём говорилось ранее.
Отметим, что есть подходы, мероприятия, действия, которые можно применить, чтобы сгруппировать показатели, связанные с качеством продукции. В частности, следует выделить уровни требований, ввести дифференцированные и комплексные показатели на различных стадиях исследования проблемы. Можно использовать показатели, соответствующие понятиям интегрального качества или уровня качества. Указать основополагающие критерии или наборы услуг, провести учёт соответствия принятым стандартам и удовлетворение требований потребителей и др.
Таким образом, имеем большой набор факторов, определяющих управление показателями качества продукции и конкурентоспособности. Рассмотрим, что стоит в основе сущности понятий конкуренция, конкурентоспособности и показателей качества продукции (услуг).
Есть интересный подход, учитывающий уровни конкуренции. Соревнование между собой производителей (субъектов) товаров (услуг) посредством представления к конкуренции их продукции и получения как результатов этого какой- то прибыли (или убытков) можно представить в виде моделей конкуренции. Одна из известных представлена в форме лучевой модели. В этом варианте объектом конкуренции считают потребности группы потребителей, образующих сегмент рынка, выбранный соперниками. Субъекты (изготовители товаров) (Сi) по-разному: от слабого до сверхсильного воздействуют на объект своих интересов – потребителя с их средствами и желанием купить товар. Действие множества субъектов направлено на базовый набор необходимых свойств одного объекта. В модели (рис.1) обозначены зоны, которые выполняют роль отборочных уровней, приближаясь к идеальному варианту. Причём зону тотальной конкуренции достигают только субъекты, продукция которых полностью (и также в избытке) удовлетворяет потребности потребителей сегмента. Товары, не отвечающие требованиям этой группы потребителей, отсеиваются.
Автор предлагает иную модель, связывающую истории продукта, трансформации показателей качества или в общем виде - уровней свойств, в шкале времени. Поясним эту идею.
Процесс конкуренции не зависимо от того, участвуем мы в оценке свойств или нет, но он имеет, по крайней мере, двуполярный характер. Когда один товар побеждает в конкурсе изготовителей, другой автоматически занимает нижний уровень.
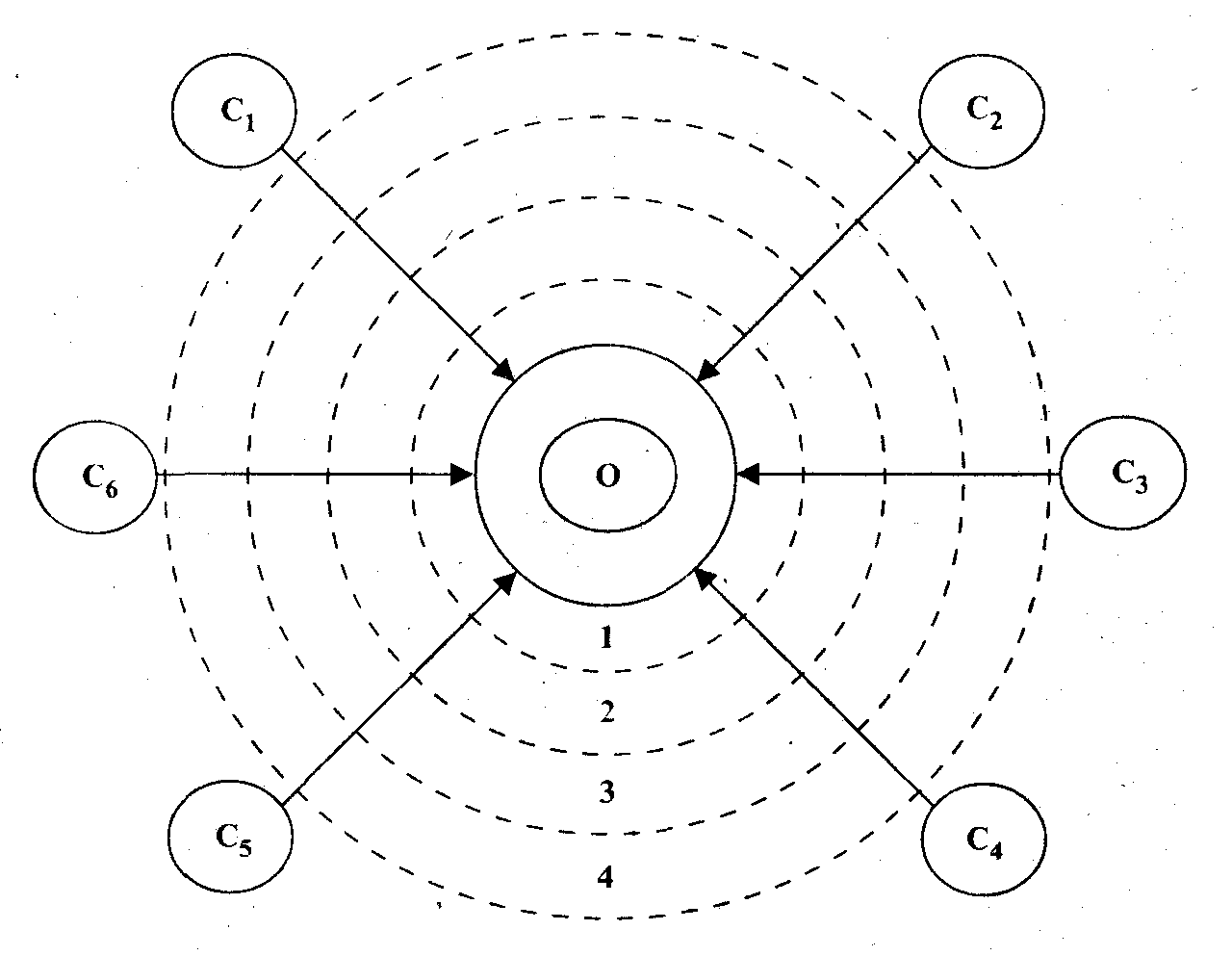
Рис. 1. Лучевая модель конкуренции: С1…С6 — субъекты (изготовители товаров); О — объект. Зоны конкуренции: 1 — тотальная; 2 — сильная; 3 — средняя; 4 — слабая
Если уровень свойства продукта не совершенствовать, то с течением времени при каждой новой оценке набор существующих свойств всё больше будет отставать от новых образцов конкурентов. Система координат отсчёта начального уровня продукта с течением времени постоянно изменяется и в первую очередь по отношению к начальному уровню (НО), принятому за базу.
Исходный уровень свойств, определяющий конкурентоспособность товаров этой группы, понизится до НО, т.к. потребитель принимает за новый базовый уровень уже другой набор свойств, чем было ранее. Пример. В 60г. прошлого века большинство российских потребителей удовлетворяли чёрно-белые телевизоры (TV), например, модели «Рекорд», т.к. по отношению к TV типа КВН-47 (с линзой) это был новый товар. Однако в 80-х годах предпочтение стали отдавать TV с цветным изображением с диагональю 21, 24 дюйма и т.д. Но сегодня мы предпочитаем многофункциональные TV с дистанционным управлением, десятками программ, в том числе возможностью одновременного транслирования телепрограмм в окнах и это становится нормой (уровень 3), также как домашний кинотеатр (уровень 4). Хотя в России ещё не мало семей, где до сих пор чёрно-белый телевизор является источником видеоинформации, с присущим ему набором свойств. Это уровень, соответствующий старым стандартам, обозначим его СН1.
На рис. 2 представлены уровни свойств новые (Н) и старые (С) от КВН-47; фактически это уровень архива. Итак, имеем движение уровней свойства продукта в шкале времени потреблений и производства.
Таким образом, благодаря научно-техническому прогрессу уровень свойства продукта в шкале времени имеет свою динамику изменяющихся требований потребителей и усилий производителей по совершенствованию производства и технологий их реализации. Это приводит к тому, что начальный уровень последовательно в текущем режиме замещается новым, как бы начальным уровнем.
Предыдущий
уровень с набором его свойств перемещается
вниз от ОО по направлению к оси
![]() ,
переходя, в конечном итоге, в архив,
создавая историю. Своя история есть у
каждого товара (услуги), но причиной её
является конкуренция производителей
на рынке потребителей.
,
переходя, в конечном итоге, в архив,
создавая историю. Своя история есть у
каждого товара (услуги), но причиной её
является конкуренция производителей
на рынке потребителей.
История продукта Ипр определяется суммой свойств во времени В1, В2, …ВN, вплоть до НО, в области сегодня и от ВНО через прошлое время ПВ1, ПВ2, …, ПВМ, т.е. по длительности
![]() ,
,
где В(I) содержание существенных этапов продукта, ознаменованные своим набором свойств i = (1…k) – количество существенных этапов свойств, качеств, определяющих связанные уровни конкуренции.
Таковы предложенные автором модель и установленные особенности представления истории продукта как трансформации уровней свойств в шкале времени.
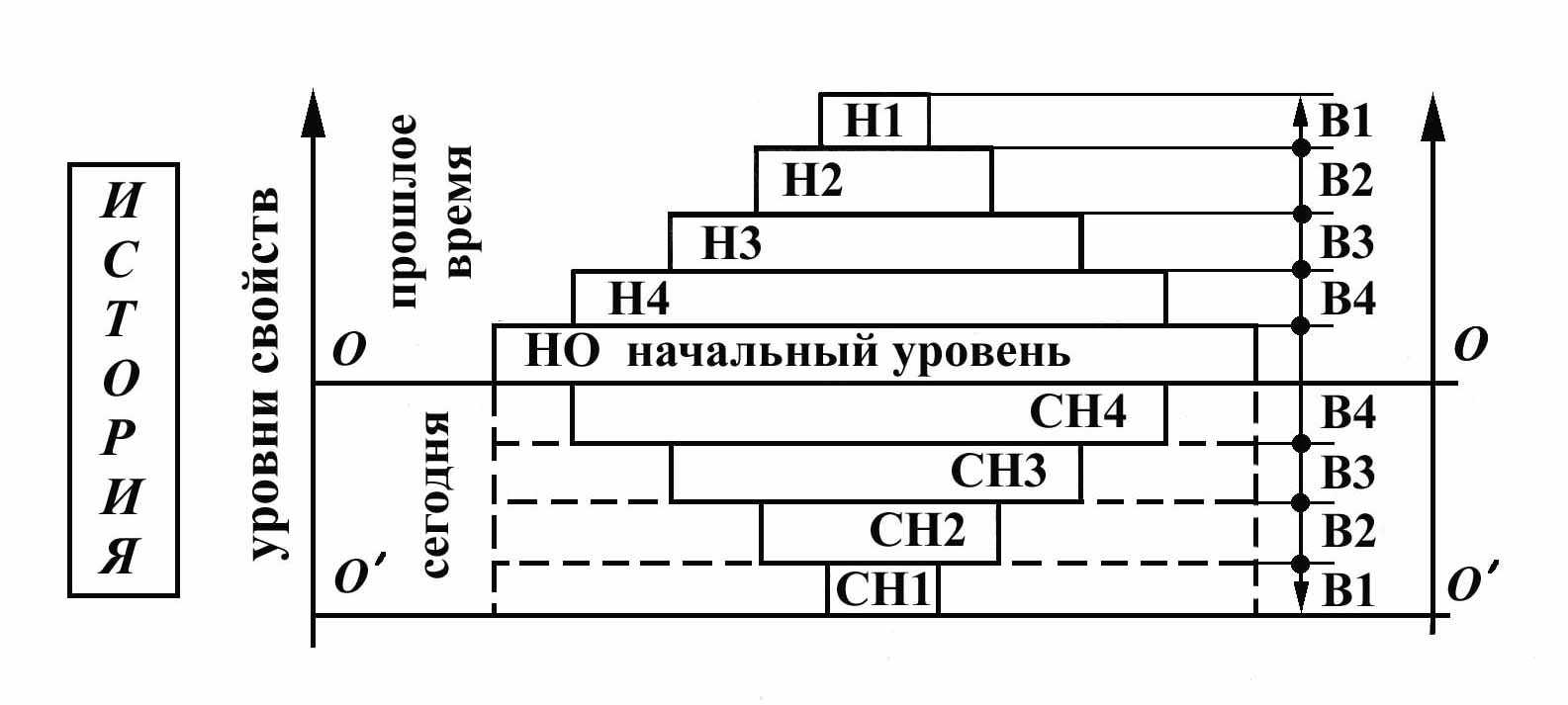
Рис.2. Иерархия уровней свойств изделия во времени
Воронежский государственный технический университет
УДК 65.018(075)
ПРЕДСТАВЛЕНИЯ К АНАЛИЗУ ПОКАЗАТЕЛЕЙ, СВЯЗЫВАЮЩИХ КОНКУРЕНТОСПОСОБНОСТЬ
В.Н. Старов
Рассмотрены взаимосвязи свойств продукта, уровней качества, конкурентоспособности и соперничества.
Считают, что конкуренция базируется на двух процессах: соперничестве производителей и удовлетворении потребностей клиентов. Поэтому процесс конкуренции представляется как система векторов, образуемых действием указанных процессов.
Вектор удовлетворения потребности, а определяется потребительной стоимостью товара, вектор соперничества b – числом производителей товаров-аналогов и характеристикой конкурентной среды. Векторы а и b дают совокупный вектор К– вектор конкуренции изделий в среде соревнований, см. рис. 1.
По мнению автора данных исследований конкуренцию (в векторной форме), как совокупность факторов, следует представить по-иному, так как необходимо учитывать, по крайней мере, четыре основных составляющих, определяющих конкуренцию: 1) время; 2) уровень требований потребителя (объекта); 3)затраты ресурсов на создание продукции с новым стабильным качеством; 4) собственно конкурентоспособность производителя продукции. Схематично это представлено на рис. 2.
а 1
а2 а3
1
а2 а3
К1 К3
b1 b2 b3
Рис. 1. Конкуренция как результирующий вектор удовлетворения потребностей и соперничества. Обозначено: а1, а2, а3 — вектор удовлетворения потребности; b1, b2, b3 — вектор соперничества; К1, К2, К3 - вектор конкуренции
Исследуем взаимовлияние этих четырёх составляющих. Время это равномерно протекающий в пространстве процесс, т.е. возрастающая шкала (1).
Процессы (элементы) 2, 3, 4 с течением времени изменяются по-разному, каждый по -своему.
Так, потребители постоянно выдвигают возрастающие требования (2) к качеству продукции. Это сложная закономерность, имеющая, как правило, нелинейный характер.
Известно, что с ростом потребностей значительно возрастают затраты (3) производителей (это тоже сложная нелинейная зависимость).
Конкурентоспособность также не может быть представлена как постоянная или неизменная, стабильная величина (иначе пропадает смысл конкурентного соревнования). Обычно это возрастающая (с каким-то переменным градиентом) величина, например, направление (4), как указано на рис.2.
Если рассмотреть изменение элементов 1-4 на оси факторов при движении субъекта к объекту, то на разных этапах времени формируются взаимосвязанные элементами 1-4 ситуации, назовём их позициями. Получим разные характеристики конкурентоспособности изделия.
На всех позициях будут разные конкурентные ситуации (КоСТ). Они изменяются от 1 до N, т.е. имеем 1(КоСт), … N(КоСТ). Графически наше рассуждение иллюстрирует рис. 2.
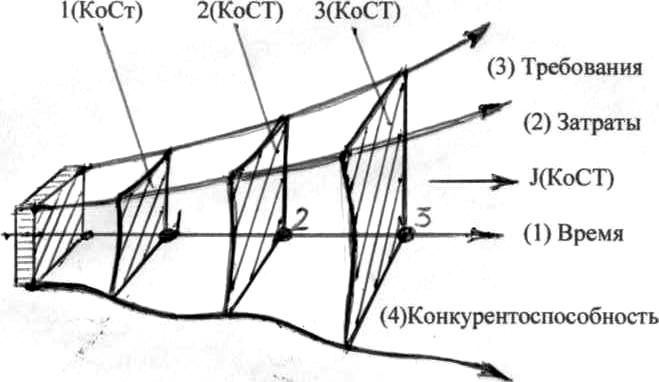
Рис.2. Обоснование позиций процесса с разными конкурентными ситуации (КоСТ) во времени
Таким образом, с течением времени на рынке происходит возрастание конкуренции между фирмами, это отражает конкурентная ситуация J(КоСТ). Она является объективной реальностью развития процессов прогресса требований и используемых для их удовлетворения ресурсов и технологий.
Воронежский государственный технический университет
УДК 65.018(075)
СОРЕВНОВАНИЯ В СРЕДЕ КОНКУРЕНТЦИИ
В.Н. Старов
Рассмотрены взаимосвязи факторов, определяющих, конкурентоспособность предприятия и соперничество во внешней среде.
Конкуренция базируется на совокупности процессов рыночной среды. Однако заметим, что конкуренция базируется на двух взаимосвязанных процессах - это соперничество производителей продукции в удовлетворении возникающих потребностей клиентов. Поэтому процессы конкуренции следует тщательно анализировать и подробно исследовать. При этом возникают необходимости представления процессов в разнообразных видах, например, как система векторов, образуемых действием указанных процессов, что представлено в предыдущих работах автора, или как-то иначе.
Упрощённо можно считать, что соперничество происходит лишь в удовлетворении требований потребителей. Однако соперничество – это идеология бизнеса, определяющая направления протекания рыночных бизнес – процессов.
Соперничество – многопараметрическое действие и состояние субъекта. Если фирма пришла на рынок и её приняли, значит есть определённый уровень качества продукции и поддерживающие её технологии. Следовательно, можно говорить, что данная фирма конкурентоспособна, но уровень соперничества, к которому она готова, ещё невысок, однако предприятие уже в системе конкуренции.
Соперничество также многогранно по сути и является лишь поверхностным отражением тех глубинных процессов, которые происходят на рынке и которым подчинена внутренняя структура и также деятельность любого предприятия. Особая сложность этих процессов свойственна фирмам – лидерам, которые владеют передовыми средствами (технологиями), обеспечивающими создание наилучших по качеству товаров (услуг) и вкладывающие большие ресурсы в свой бизнес. Рассмотрим некоторые особенности представления процессов соперничества.
По мнению автора в среде процессов соперничества (Сп) следует выделить несколько уровней (Ур), т.е. (СпУр), по которым можно судить, где находится предприятие в шкале соперничества и успехов на рынке, реализуя конкурентные преимущества. Реально могут быть различные уровни, но наиболее отличительными являются следующие, см. рисунок.
Представляя существующие процессы в соперничестве как дискретные, мы специально разносим их в шкале уровней соперничества. Однако в реальных условиях более правильно следовало бы показать все уровни совместно, что нами и сделано.
Первый уровень I СпУр – отсутствие соперничества в связи с монопольной ситуацией по вопросам качества товаров. Успехи этой фирмы вне конкуренции. Соперники ещё слабы, они далеко в стороне. Фактически это прямая линия бизнеса без серьезного соперничества со стороны.
Второй уровень II СпУр отражает иные процессы. Идёт жёсткая конкуренция между равными фирмами. Благодаря владению ноу-хау, других причин осуществляется разработке новой продукции, пользующейся спросом, поэтому создаются условия, при которых фирма становится лидером, но затем по каким-то причинам фирма уступает лидерство другой, опускаясь ниже. Однако утраченные позиции спустя некоторое время вновь восстанавливаются. Фирма опять лидер – она на верхней части гребня. Поэтому эти процессы соперничества уподоблены синусоиде. Отметим, что соревнование идёт между тремя – пятью наиболее подготовленными для конкурентной борьбы организациями. Как правило, это соперничество на уровне основных параметров продукции. На рисунке оно отражено как процесс, имеющий амплитудный характер соперничества (с равномерными успехами и падением).
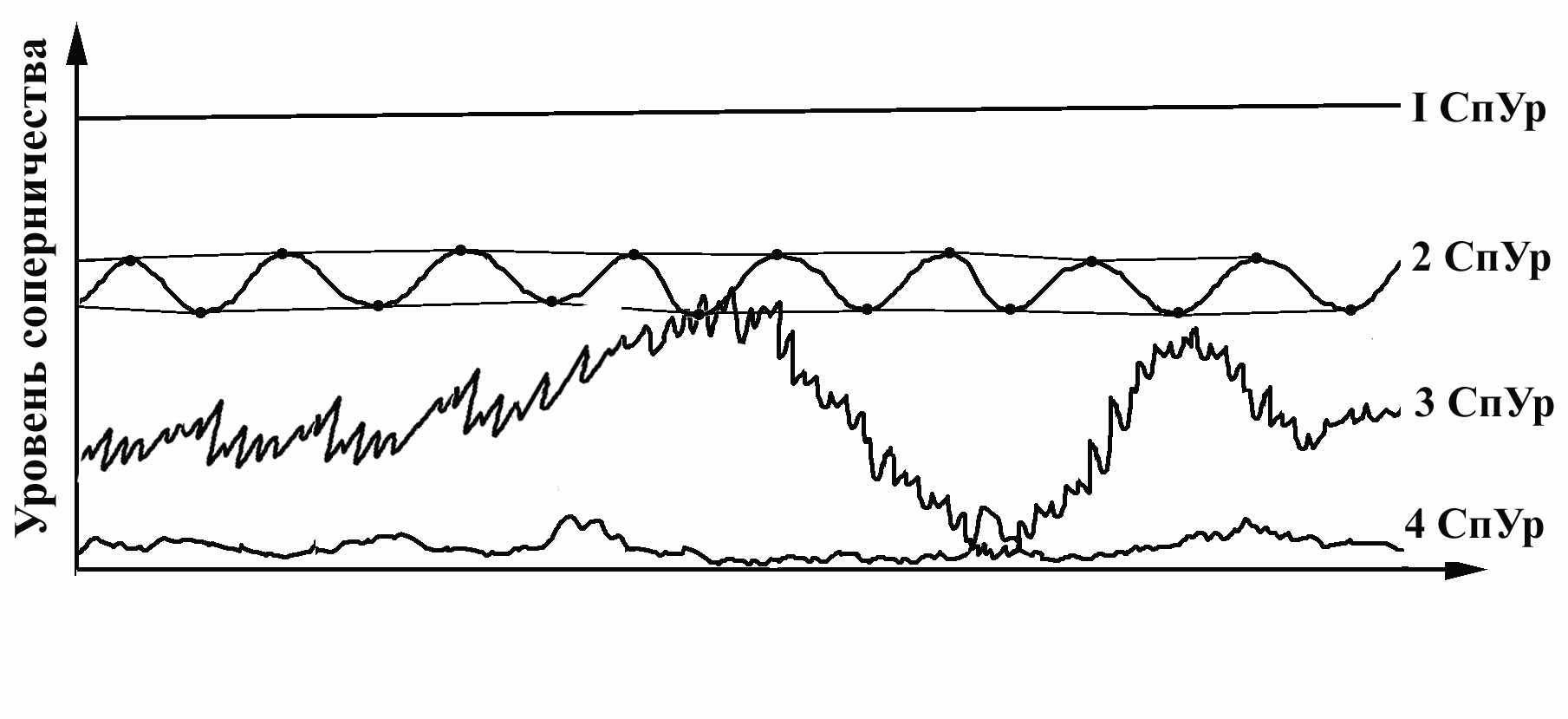
Рис .1. Представление уровней соперничества и видов процессов их определяющих
Третий уровень III СпУр соответствует соревнованию фирм – середнячков во всём диапазоне параметров качества продукции, причём фирмы на некоторое время поднимаются в конкуренции до уровня параметров ведущих предприятий, но под натиском соперников вновь уступают позиции.
Этим ситуациям соответствует на рисунке сложный характер соревнований, присущий третьему уровню.
Предприятия, которые пытаются удержаться на рынке, им это удаётся, а порой они даже попадают в середнячки, имеют низший уровень соперничества – IV СпУр.
Укажем на некоторые аспекты конкурентного преимущества при соперничестве, чтобы успешно действовать на рынке против конкурентов и привлечь к себе потребителей. На базе соперничества предприятие должно обладать определёнными активами, атрибутами (иметь низкие издержки, владеть новейшими торговыми марками, технологиями, комплексом ресурсов, иметь надёжных партнёров, - поставщиков и т.п.) и иметь продуманную стратегию конкуренции, что в сумме даёт ему некоторые конкурентные преимущества перед другими поставщиками аналогичной продукции на рынок.
Эффективное с точки зрения издержек предприятие способно соревноваться с конкурентами в цене, используя два типа преимуществ перед конкурентами: абсолютные и относительные. Абсолютные преимущества в издержках перед соперниками дают прибыль, например, лишь на уровнях производства они обеспечивают значительный выигрыш, в том числе, за счёт поставок сырья, комплектующих, использования лучшего оборудования (точного и автоматизированного), технологий и т. п.
Относительные преимущества в издержках, т.е. преимущества в том же производстве, полученные за счёт экономии на масштабе производства и маркетинге, также обеспечивают существенный прирост прибыли на основе использования конкурентного преимущества. Через некоторое время инвестиции на обновление новых технологий, совершенствование базовых или адаптация на ранних стадиях чужих разработок становятся необходимыми, чтобы поддерживать преимущества в издержках, входящих в перечень факторов обеспечения конкурентного преимущества.
Суммарно конкурентные преимущества достигаются за счёт следующих факторов: а) в производстве - наличием множества дополнительных приспособлений и оснастки, обеспечивающих новые свойства продукции; б) в маркетинге - нюансы и психологические ассоциации, закреплённые в сознании потребителей рекламой и средствами массовой информации; в) особые методы стимулирования сбыта продукции; г) уникальность в сервисном обслуживании и многое другое, что позволяет предприятию использовать свои преимущества благодаря дифференциации продукта.
Учитывая динамику рынка и особенности жизненного цикла продукта, конкурентные преимущества в этой области нуждаются в активных программах по обновлению продукции, т.е. в SWOT – анализе реализации стратегии конкуренции принятой на предприятии.
Таковы некоторые рассмотренные взаимосвязи факторов, определяющих конкурентоспособность продукции предприятия и соперничество во внешней среде.
Воронежский государственный технический университет
УДК 65.018(075)
УРОВНИ КОНКУРЕНТОСПОСОБНОСТИ ПРОДУКЦИИ
В.Н. Старов
Рассмотрены взаимосвязи факторов, определяющих, конкурентоспособность продукции предприятия
Конкуренция обязывает фирмы создавать конкурентоспособный товар или предоставлять конкурентоспособную услугу. Существует диалектическая связь конкуренции и конкурентоспособности, т.к. одно вытекает из другого. При этом конкуренция и конкурентоспособность должны относиться к фиксированному периоду времени и конкретному рынку, региону, отрасли.
Оценкой конкурентоспособности товаров (услуг) занимаются все основные субъекты рынка, а именно: государство, предприятия-изготовители продукции, предприятия сферы услуг, потребительские организации и другие. Однако главная оценка конкурентоспособности продукции является прерогативой потребителя.
Современная терминология в области конкурентоспособности объектов не стандартизирована. Предпосылкой к определению понятий в любой области является систематизация. Считается, что главным признаком систематизации в рассматриваемой области является объект оценки конкурентоспособности:
- конкурентоспособность продукции (товары, услуги, работа);
- конкурентоспособность предприятия;
- конкурентоспособность отрасли;
- конкурентоспособность страны.
Укажем, что конкурентоспособность продукции – это способность конкретной продукции отвечать предъявляемым запросам рынка, в том числе, соответствием стандартов, характеристик и параметров, уровней качества, ценой продукции и другим требованиям, выдвигаемым обществом для удовлетворения своих потребностей в данный отрезок времени. Поэтому важно установить основные критерии и факторы конкурентоспособности продукции.
Принято выделять качественные и количественные, единичные и комплексные, обобщённые и интегральные критерии (показатели). Для оценки конкурентоспособности по аналогии с классификацией показателей качества используют единичный и комплексный критерий в качестве простых параметрических характеристик, дающих конкретные представления о продукте в сравнении с другим аналогом.
Наиболее частот используют простые критерии, такие как средний срок службы, цена при продаже.
Разновидностями комплексного критерия являются групповой и обобщённый критерии. Например, групповые критерии это уровень качества и уровень новизны, которые позволяют судить об изделии с разных сторон. Отметим, что разделение понятий единичного и группового критериев несколько условны, ведь в разных условиях оценки некоторые критерии могут выступать в роли, как единичных, так и групповых критериев.
На практике нередко используют обобщенный критерий конкурентоспособности – это комплексный критерий конкурентоспособности, по которому принимают решение о результатах проведённой оценки конкурентоспособности продукции, например, оценка уровня конкурентоспособности продукции.
Установление, обеспечение и поддержание необходимого уровня конкурентоспособности продукта на всех этапах жизненного цикла (от создания и продвижения к потребителю, вплоть до утилизации) – это дело и производителей, и продавцов. Поэтому необходимо формирование собственно конкурентоспособности изделия.
Укажем еще на два взаимосвязанных аспекта, т.е. факторы конкурентоспособности и формирование конкурентоспособности. Отметим также, что при оценке можно также использовать известные диаграммы «причина- следствие», по типу, указанному не рисунке.
Существует хороший пример формирования конкурентоспособности и её факторов. Так, для обеспечения необходимого качества товаров осуществляют воздействие на производственные факторы во всех направлениях (это конструкция, сырьё, технология). Далее учитывают сбытовые факторы (условия транспортирования, хранения); сервисные факторы (помощь в выборе товара, обслуживание изделия) и т.д.
Для обеспечения необходимого уровня цены товара воздействуют на производственные (конструкция, материалы, технологии), сбытовые (выбор транспортного средства, числа посреднических организаций), сервисные факторы (условия реализации и технического обслуживания) и др.

Рис. 1. Макроэкономические факторы конкурентоспособности продукции
Выявляемые при оценке конкурентоспособности отклонения от и товаров-конкурентов побуждают изготовителя (продавца) срочно осуществлять корректировку своих действий.
Фактор конкурентоспособности — непосредственная причина, наличие которой необходимо и достаточно для изменения одного или нескольких критериев конкурентоспособности. Анализ причин снижения значения отдельных критериев конкурентоспособности продукции и установления факторов, повышающих конкурентоспособность.
В
итоге конкурентоспособность рассматривают
как свойство продукции. Ее количественной
характеристикой является показатель
конкурентоспособности продукции,
интегрального в форме показателя
качества. В соответствии с этим
интегральный показатель качества
продукции (ИП) представляет собой
отношение суммарного полезного эффекта
от использования продукции по назначению
![]() к суммарным затратам на разработку,
создание и эксплуатацию продукции т.е.
к суммарным затратам на разработку,
создание и эксплуатацию продукции т.е.
![]() ,
поэтому имеем
,
поэтому имеем
![]() .
(1)
.
(1)
Обычно интегральному показателю придают более широкий смысл, понимая под ним относительную характеристику, основанную на сравнении комплексного показателя качества (U), определяющего полезность продукции, и цены потребления (С), складывающейся из продажной цены и затрат потребителя при эксплуатации: т.е. интегральный показатель равен
![]() .
(2)
.
(2)
Чаще всего этим показателем руководствуется потребитель, выбирая необходимый ему товар на рынке.
Таким образом, термины «качество» и «конкурентоспособность» – не тождественные, а «интегральный показатель» – это одна из форм связи между ними, которая обеспечивает качественным товарам конкурентоспособность, а конкурентоспособность проявляется тогда, когда есть качество у товара.
Поэтому, чтобы определить уровень взаимовлияния качества на конкурентоспособность необходимо сравнить товары между собой. В соперничестве возникает необходимость использования относительного показателя конкурентоспособности. Его называют уровень конкурентоспособности (Укн).
Уровень конкурентоспособности продукции – это отличительный количественный показатель, характеризующий способность продукции удовлетворять требования конкретного рынка в сравнении с одноимённой продукцией разных производителей.
Если известен интегральный показатель оцениваемой продукции Ипо, а также интегральный показатель продукции аналога Ипа, то уровень конкурентоспособности (Укн) определяется по следующей формуле:
![]() .
(3)
.
(3)
Когда УКн 1, то оцениваемая продукция превосходит продукцию конкурента, если Укн 1, то ситуация обратная.
Независимо от того, в каком представлении нам предпочтительно исследовать положение продукта на рынке используя единичный или интегральный показателя, для полной информативности необходимо использовать производственные, сбытовые, рыночные, моральные, национальные (престижные) или иные критерии. В большинстве случаев критерии конкурентоспособности обеспечивают удовлетворение требований потребителей, которые глобально сводятся к двум направлениям: привлекательность продукции по качеству или по цене.
Сюда же входит и понятие структура продукта. Причём в оба направления посредством структуры продукта связывают уровень качества продукции с набором показателей качества, а также напрямую или косвенно увязанный с ним технологический уровень, организация сбыта, сервисное обслуживание, цена за всё это и т.д. Или наоборот: это приемлемая цена за такое качество, уникальность продукции, её привлекательность и другое.
Воронежский государственный технический университет
УДК 539.4.014.13
УСТРАНЕНИЕ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ОБЕЧАЙКАХ
С.И. Ткачев
Предложен, теоретически обоснован и подтвержден экспериментально способ устранения нежелательных остаточных напряжений в сосудах нагружением их внутренним давлением, превышающим контрольное.
Рекомендуется применять при снятии остаточных напряжений в емкостях с толщиной стенок менее 36 мм, работающих под давлением и изготовленных методом холодной гибки вместо таких известных способов, как отжиг (в химическом, нефтяном аппаратостроении, котлостроении) или приложение добавочной осевой растягивающей силы.
Способ заключается в создании в сосудах внутреннего давления, позволяющего достигнуть растягивающих напряжений порядка предела текучести материала. При этом он может быть совмещен с обычными стандартными испытаниями с давлениями, превышающими контрольные.
Процесс устранения значительных остаточных напряжений от предшествующей холодной гибки листа заключается в следующем. Сосуд 3 (см. схему), имеющий остаточные напряжения, по трубопроводу 2 заполняется жидкостью. Затем в нем с помощью насоса 1 создается необходимое расчетное давление, которое контролируется манометром 4. Под действием внутреннего давления в стенках сосуда происходит выравнивание остаточных напряжений (по всей толщине стенки они приближаются к пределу текучести). После снятия давления остаточные напряжения вследствие их однородности почти полностью исчезают. Это благоприятно сказывается в дальнейшем на эксплуатации емкости: повышается надежность сварных швов, уменьшается коррозия при работе в агрессивных средах, возрастает общая долговечность сосудов.
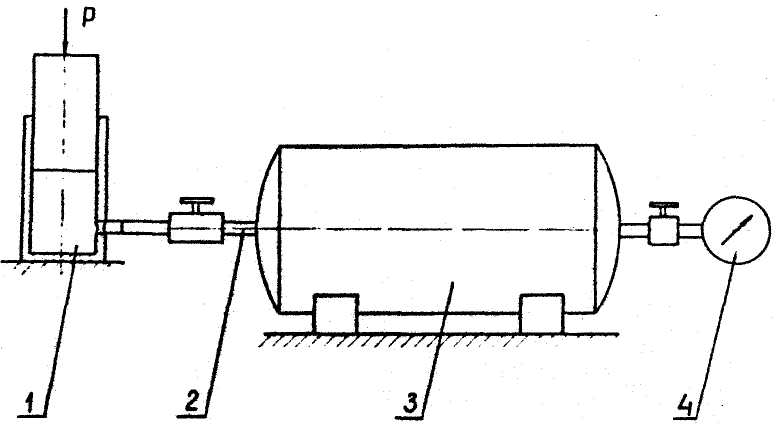
Схема установки для устранения остаточных напряжений в емкостях
Согласно теории процесса устранения остаточных напряжений в обечайках получены соответствующие зависимости для создания необходимого давления, а также соответствующие этому наибольшие деформации и напряжения. Расчетное давление определяется по формуле
![]() ,
,
где σТ – предел текучести материала;
d, h – размеры сосуда;
Е,П – модули упругости и упрочнения материала соответственно;
μ – коэффициент Пуассона.
Например, для емкости с внутренним диаметром d=2500 мм, изготовленной из стального листа толщиной h=12 мм с пределом текучести σТ=240 МПа, для снятия остаточных напряжений требуется создание внутреннего давления, равного 2,3 МПа.
Эксперименты подтвердили эффективность предложенного способа устранения технологических остаточных напряжений в обечайках. Установлено, что искажения геометрических размеров изделия не наблюдалось, а наибольшие из оставшихся остаточных напряжений были в 1,4 раза меньше предела текучести материала емкости и были сжимающими на внутренней поверхности сосуда.
Литература
1. Унксов Е.П., Джонсон У., Овчинников А.Г. и др. Теория ковки и штамповки, 2-е изд. М.: Машиностроение. 1992. 718 с.
Воронежский государственный технический университет
УДК 621.981.1.001
РАСЧЕТ ПАРАМЕТРОВ ПРУЖИНЕНИЯ ПРИ ГИБКЕ ЗАГОТОВОК РАЗЛИЧНОЙ ШИРИНЫ
И.В. Ткачев, С.И. Ткачев, А.В. Бесько
Рассмотрено определение остаточного радиуса кривизны листовой заготовки после гибки с использованием теоремы о разгрузке. Приведены результаты экспериментов и предложена эмпирическая зависимость для расчета параметров пружинения заготовок различной ширины.
При изгибе листовой заготовки до значительных деформаций напряженное состояние материала оценивается как объемное, а деформированное – плоское. При изгибе узкой полосы возникает плоское напряженное и объемное деформированное состояния. Принимая концепцию жестко-пластического материала и линейным упрочнением, рассматривая изгиб заготовок на относительные радиусы R/h = 10…100 и отождествляя нейтральный слой со срединным, получаем зависимости для радиусов кривизны срединного слоя при разгрузке.
Для широкой заготовки
![]() ,
(1)
,
(1)
для узкой полосы
![]() ,
(2)
,
(2)
где Е – модуль упругости;
σт – предел текучести материала;
μ – коэффициент Пуассона;
П – модуль упрочнения;
Rо – радиус нейтрального слоя при нагрузке;
h – толщина листа.
Для проверки расчетных зависимостей были проведены эксперименты. Из листовой заготовки (Ст.3) изготавливались наборы полос с различными соотношениями к толщине b/h и образцы на растяжение.
Пластический изгиб заготовок производился в специальном приспособлении, имеющем постоянный радиус гибки. После изгиба заготовок и их пружинения замерялись диаметры. Результаты эксперимента представлены на рисунке, где прямые соответствуют значению остаточного радиуса кривизны заготовки, вычисленному по зависимостям (1) и (2) для листовой заготовки (вверху) и для полосовой заготовки (внизу).
Результаты эксперимента позволяют предложить простую эмпирическую зависимость, взамен формулы (1), для расчета параметра пружинения заготовки различной ширины и заданного радиуса кривизны
![]() ,
(3)
,
(3)
где К = 6,14 ∙ 10-5 м3/Мн = const.
Таким образом, экспериментально найденные значения остаточных радиусов кривизны не выходят за пределы расчетных значений, причем с увеличением отношения b/h наблюдается некоторое увеличение остаточного радиуса кривизны.
Расчет параметров пружинения для заготовок значительной ширины (формула (1)) может быть заменен расчетом параметров пружинения полосовой заготовки той же ширины (формула (2)) с коррекцией по зависимости (3).
Литература
1. Мошнин Е.Н. Гибка и правка на ротационных машинах. М.: Машиностроение. 1997. 271 с.
2. Феодосьев В.И. Сопротивление материалов. М.: Физматгиз. 1996. 385 с.
Воронежский государственный технический университет
УДК 621.981.1.001
ВОЗМОЖНОСТИ ГИБКИ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК НА ВАЛКОВЫХ МАШИНАХ
И.В. Ткачев, С.И. Ткачев, А.В. Бесько
Исследованы условия потери устойчивости листовых заготовок при гибке крупногабаритных обечаек на валковых машинах. Рассмотрены особенности образования пластических шарниров с учетом остаточных напряжений для трех типов потери устойчивости заготовок. Проведены эксперименты, показавшие сходимость с расчетными данными.
Основной элемент аппаратов химического и нефтяного машиностроения - обечайку изготовляют гибкой листового материала на валковых машинах. Технологические возможности валковых машин определяют по паспорту в зависимости от ширины и толщины изгибаемого листового материала, а также минимального радиуса гибки. Однако при гибке обечаек крупногабаритной аппаратуры возникает нарушение заданной конфигурации заготовки под действием собственного веса (потеря устойчивости).
Условия потери устойчивости заготовки в процессе гибки определяются во многом количеством, расположением и направлением перемещения валков. Наибольшее распространение получили трехвалковые машины (рис. 1, а) с симметричным расположением боковых приводных валков относительно верхнего. В большинстве конструкций деформация заготовки производится верхним нажимным валков, в некоторых - за счет перемещения боковых. В последнее время получили распространение трехвалковые асимметричные машины со смещением нижнего валка относительно верхнего (рис. 1, б). Для гибки толстолистового материала применяют четырехвалковые машины (рис. 1, в) с верхним и нижним приводами. Деформация заготовки осуществляется верхним и боковыми валками, которые при регулировке перемещаются под углом = 25-40 к вертикали. Последняя схема сочетает элементы симметричной и асимметричной трехвалковой машины.
Можно выделить три типа потери устойчивости заготовки [1] (рис. 2): тип I - уменьшение кривизны отформованной заготовки, миновавшей зону деформации в валках, с последующим падением листа (положение заготовки АВ1); тип II - увеличение кривизны заготовки, отформованной более чем на половину окружности (положение заготовки ОВ1); тип III - увеличение кривизны заготовки после прохождения поддерживающего ролика, устанавливаемого в некоторых конструкциях машин для предотвращения потери устойчивости (положение О1В1).

Рис. 1. Схема валковых машин: а – симметричная трехвалковая; б – асимметричная трехвалковая; в - четырехвалковая

I тип II тип III тип
Рис. 2. Различные типы потери устойчивости заготовки
Для оценки устойчивости обечайки в процессе гибки в валковых машинах предложено эмпирическое выражение [1]
![]() (1)
(1)
где D=2R - диаметр заготовки, мм; h - толщина заготовки, мм.
При выполнении условия (1) заготовка сохраняет устойчивость. Однако зависимость (1) не отражает конструктивных особенностей валковых машин и механических характеристик материала листа.
Рассмотрим условия, при которых возникает потеря устойчивости заготовки применительно к основным типам валковых машин.
При гибке в симметричной трехвалковой машине заготовки радиусом R из листового материала с удельным весом , толщиной h возможность потери устойчивости типа I сохраняется в области от точки А до точки В, координаты которых определяются соответственно углами 1 и 2 (см. рис. 2, тип I).
Элементарная сила, возникающая в заготовке единичной ширины,
![]()
![]()
создает элементарный изгибающий момент
![]() (2)
(2)
Интегрируя выражение (2) в пределах от 1 до 2 получим
![]() .
.
Наибольшая величина изгибающего его момента для симметричных машин соответствует углу 2 = 180 – 1:
![]() (3)
(3)
Из анализа кинематических схем асимметричных трехвалковых и четырехвалковых машин (см. рис. 1, б и в) очевидно, что условие потери устойчивости заготовки типа I для них аналогично.
При потере устойчивости заготовки типа II наибольший изгибающий момент возникает в точке О (см. рис.2, тип II) от формирования заготовки на угол 2. У симметричных трёхвалковых и четырёхвалковых машин угол 2 = 270– 1. В соответствии с изложенной выше методикой максимальная величина изгибающего момента
![]() (4)
(4)
В конструкции асимметричных трёхвалковых машин нижний валок расположен под углом относительно центра заготовки (см. рис. 1, б). Следовательно, 2 = 270+ и
![]() .
(5)
.
(5)
При потере устойчивости типа III максимальный изгибающий момент, рассчитанный относительно точки расположения поддерживающего ролика при формовании заготовки на угол 3 = 180– 1 (см. рис. 2, тип III),
![]()
Потеря устойчивости обечайки при гибке на валковых машинах происходит вследствие образования пластического шарнира в опасном сечении заготовки. Процессы образования пластического шарнира при потери устойчивости типа I и типов II и III несколько различаются, что объясняется эффектом Баушингера и наличием остаточных напряжений. При потери устойчивости типа I происходит уменьшение кривизны заготовки, и деформация от собственного веса заготовки имеет знак, обратный знаку деформации при ее изгибе. Добавочные напряжения д накладываются на остаточные напряжения, появившиеся в материале от изгиба и последующего пружинения заготовки.
Характер распределений напряжений в случае линейной схемы чисто пластической стадии изгиба полосовой заготовки из неупрочняющего материала 2 показан на рис. 3: по всему сечению напряжения имеют величину, равную пределу текучести т (линия oabc).
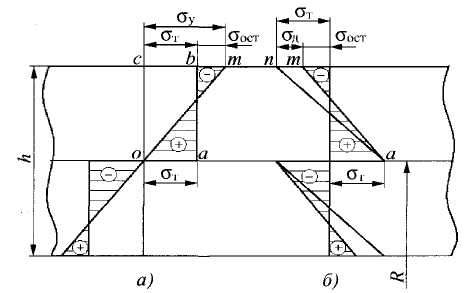
Рис. 3. Распределение напряжений по толщине заготовки при потере устойчивости типа I: а - при изгибе с пружинением; б – при разгрузке
Изгибающий момент при нагружении для заготовки единичной ширины.
![]() (6)
(6)
Снятие нагрузки при пружинении заготовки происходит по упругому закону (линия om); момент разгрузки
![]() .
.
Из равенства моментов нагрузки и разгрузки получим величину напряжения упругой разгрузки
![]()
В результате наложения эпюр нагрузки и разгрузки возникают остаточные напряжения (заштрихованная часть эпюры на рис. 3, а), значение которых в крайних волокнах ОСТ =Т, а знак будет обратным знаку напряжений нагрузке. Отметим, что при гибке листового материала напряжения возрастут в 1,15 раза.
Добавочные напряжения, как указано выше, накладываются на остаточные, причем суммарная величина их в крайних волокнах не должна превышать предела текучести
д = 0,5Т.
Разгибка (разгрузка) (рис. 3,б ) происходит по упругому закону, поэтому линия аn будет прямой и добавочной момент разгибки
![]()
Характер распределения напряжений для остальных типов потери устойчивости аналогичен характеру распределения напряжений при нагружении для потери устойчивости типа I. При последующем нагружении происходит образование пластического шарнира, и изгибающий момент достигает величины, рассчитываемой по формуле (6).
Следовательно, за критерий сохранения обечайкой единичной ширины заданного радиуса кривизны следует принять соотношения:
при потере устойчивости типа I
![]() (7)
(7)
при потере устойчивости типов II и III
![]() (8)
(8)
Получить аналитическую зависимость для расчета наибольшего радиуса гибки заготовки на основании предельных условий сохранения заданного радиуса кривизны и приведенных выше выражений (3)-(5) для максимальных величин и изгибающих моментов при различных типах потери устойчивости не представляется возможным, так как выражения (3) - (5) входит угол 1, зависящий от радиуса гибки [2]. В результате совместного решения уравнений (3) и (7), (4) и (8), (5) и (8) построены номограммы (рис. 4) для определения наибольших радиусов Rmax гибки листов заготовки в зависимости от ее толщины h и предела текучести материала Т. Например, для заготовки с h = 20 мм и Т = 250 МПа по номограмме получаем Rmax = 1,55 м при условии потери устойчивости типа II; при установке поддерживающего ролика радиус гибки увеличивается до Rmax = 2,55 м.
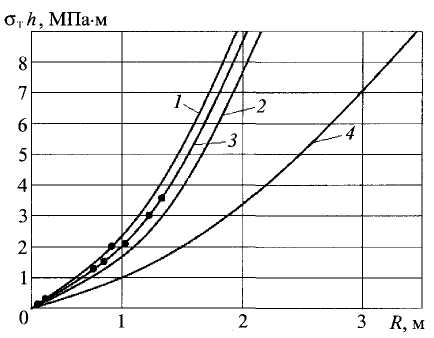
Рис. 4. Номограмма для определения наибольшего радиуса гибки заготовки: 1 – расчет по эмпирической зависимости; 2,3,4 – расчет по предлагаемой методике при потере устойчивости типа I, II и III соотвественно; - экспериментальные данные
Из анализа номограммы следует, что при гибке обечаек на валковых машинах наиболее реально потеря устойчивости типа II. Установка поддерживающего ролика в значительной степени расширяет диапазон наибольших допустимых радиусов гибки.
Проведена серия экспериментов по определению наибольших радиусов гибки заготовок из листовой прокатной стали Ст3 в диапазоне малых и средних значений показателя Тh(Т = 236312 МПа, h=2,46 мм). Гибку полос шириной, равной 20 толщинам, производили на трехвалковой машине, настроенной на достижении заданного радиуса за один проход. Радиус гибки определяли прогибомером с базой 100 мм и индикатором часового типа. Фиксировали потерю устойчивости заготовки типов I и II.
Исследования показали, что возникновение пластических деформаций в опасном сечении заготовки с последующей потерей устойчивости зависит в основном от механических свойств материала и толщины листа. Как видно из рис. 4, результаты эксперимента удовлетворительно совпадают с данными расчетов по предлагаемой методике и эмпирической зависимости (1) для условий потери устойчивости типов I и II. Следует отметить, что расчет по эмпирической зависимости значительно сужает диапазон наибольших радиусов гибки и не отражает запаса устойчивости от установки на валковых машинах поддерживающего ролика.
Литература
1. Берлинер Ю.Н., Балашов Ю.А. Технология химического и нефтяного машиностроения. М.: Машиностроение, 1976. 256 с.
2. Унксов Е.П., Джонсон У., Овчинников А.Г. и др. Теория ковки и штамповки / 2-е изд. Перераб. М.: Машиностроение. 1992. 718 с.
Воронежский государственный технический университет
УДК 627.09
ТЕХНОЛОГИЧЕСКИЕ РЕКОМЕНДАЦИИ ДЛЯ КОМБИНИРОВАННОЙ ЛОКАЛЬНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ
А.В. Кузовкин, А.А. Савин
В статье рассматривается пример разработки типовой технологии комбинированной обработки локальных сложных по профилю участков поверхности с применением многокомпонентных рабочих сред
Существует несколько схем осуществления процесса ЭХМО с наполнителем. В зависимости от целей, которые решаются при его внедрение в производство, можно рекомендовать три различных схемы реализации метода. Первая схема - это безразмерная финишная обработка по удалению заусенцев, неровностей поверхности и припуска на обработку за счет анодного растворения материала заготовки. В этом случае твердый токопроводящий наполнитель выступает в роли инструмента, интенсифицирующего процесс обработки за счет механической дипассивации и удаления окисной пленки, а так же за счет повышения токопроводящих свойств рабочей среды.
Вторая схема предполагает формирование упрочненного слоя на поверхности детали с обеспечением гарантированных, заранее заданных, качественных характеристик. Данная схема реализуется без использования анодной составляющей комбинированного процесса, а только лишь за счет регулирования условий механического контакта твердой составляющей рабочей среды и материала заготовки. Обработка в этом случае ведется либо размерная, когда обрабатываются локальные участки поверхности, кратные по площади и размеру “эффективному" пятну рабочей среды на поверхности детали, либо безразмерная, когда регулирование качественных характеристик поверхности осуществляется только за счет варьирования временем протекания процесса упрочнения.
Третья схема представляет собой комбинацию анодной и механической составляющих комбинированного процесса. При этом за счет анодного растворения материала детали происходит удаление наследственного слоя с предыдущих операций, а механическая составляющая формирует качественные и эксплуатационные характеристики поверхностного слоя изделия. Такая схема так же может применяться в размерном и безразмерном варианте. Если производится размерная обработка, то для ее проведения используются уравнения границ рабочих сред и зависимости расчета площади эффективного пятна рабочей среды.
Приведенные схемы позволяют обрабатывать большую номенклатуру сложнопрофильных деталей, имеющих поверхности, недоступные для цельных традиционных и электрохимических инструментов. Разработанные и апробированные типовые технологические процессы составлены для такой схемы обработки, которая охватывает все возможные варианты воздействия многокомпонентной рабочей среды на обрабатываемую поверхность: производится размерная обработка локального участка поверхности детали с анодным растворением материала заготовки, механической дипассивацией и пластическим деформированием. При этом каждый из разделов технологии, описывающий то или иное воздействие, является в некотором смысле самостоятельной частью и может быть исключен из анализа при разработке технологии комбинированной обработки с наполнителем, проводимой по конкретной схеме. В самом общем случае разработка технологического процесса производится в несколько этапов, представленных ниже.
Совокупность уравнений, составляющих математическую модель процесса обработки, позволяет определять технологические параметры обработки в зависимости от требуемых показателей качества поверхностного слоя деталей, получаемых с гарантированной точностью. Исходными данными для проектирования технологического процесса ЭХМО являются: чертеж готовой детали и чертеж заготовки на операции, предшествующей предлагаемой обработке; данные о материале заготовки и ее наследственных характеристиках и требуемые показатели качества поверхностного слоя (шероховатость, микротвердость) после планируемой обработки.
Разработку и проектирование технологического процесса, для исключения ошибок и существенных материальных затрат на переделку и исправление допущенных просчетов, необходимо выполнять в следующей последовательности.
1. По чертежам готовой детали и заготовки выбирают оду из возможных схем рассматриваемого метода.
2. В зависимости от выбранной схемы, размеров обрабатываемой поверхности и специфических геометрических параметров детали выбирают конструкцию гидравлического элемента, обеспечивающего оптимальный подвод и смешивание твердой и жидкой фаз рабочей среды. При отсутствии на предприятии гидравлических элементов и оборудования необходимых характеристик, разрабатывается техническое задание на их проектирование и изготовление.
З. В соответствии с чертежом детали и выбранной схемой комбинированной обработки определяется диапазон величины межэлектродного промежутка, если производится обработка без наложения тока, - то этот параметр определяется как “рабочая зона”. В зависимости от его размеров выбирается материал и размер гранул наполнителя, определяется их концентрация.
4. Производится выбор жидкой составляющей многофазной рабочей среды. Если осуществляется комбинированная обработка с наложением электрического тока, то в качестве такой фазы принимается электролит и в зависимости от материала заготовки, гранул наполнителя, геометрии сложнопрофильной поверхности и других параметров. Если осуществляется обработка без анодного растворения материала заготовки, то в качестве жидкой составляющей рабочей среды выступает либо техническая вода, либо СОЖ, при этом на значение ее электропроводности не накладывается ограничений.
5. Для выбранного электролита, материала и размера гранул наполнителя определяется удельная проводимость рабочей среды, потери напряжения на электродах и гранулах, определяются технологические показатели процесса анодного растворения материала заготовки (этот этап выполняетя только при комбинированной обработке с наложением электрической составляющей процесса).
6. Для выбранного материала и размера гранул, а так же исходя из условий обеспечения требуемого качества продукции и ее эксплуатационных характеристик по зависимостям, описывающим характер процесса обработки поверхности с использованием рабочей среды, выбирают конструкцию и характеристики гидрооборудования (производительность и рабочее давление насоса), источник питания (в случае обработки с наложением электрического тока) и конструкцию и параметры средств технологического оснащения процесса обработки.
7. Если необходимого оборудования и средств технологической оснастки на предприятии нет, то разрабатывают техническое задание на его проектирование и изготовление. При этом необходимо учитывать и наличие дополнительного оборудования и комплектующих (ванны, насосы, устройства разделения составляющих рабочих сред, устройства и емкости для их очистки и подготовки к работе, механизмы сортировки и удаления твердой составляющей рабочей среды в случае се износа).
8. Для выбранного оборудования (насоса, конструкции станка и гидравлического элемента), величины рабочего пространства, диаметра, материала и концентрации наполнителя определяют размеры “эффективного” пятна рабочей среды на обрабатываемой поверхности.
9. Если осуществляется размерная обработка деталей, то по экспериментальным или теоретическим данным составляется карта припусков обрабатываемого участка поверхности. Она представляет собой значения величин припуска, назначенного под обработку но всей площади детали. Карта припусков разбивается на зоны, соответствующие геометрическим размерам площади “эффективного” пятна рабочей среды. Выбирается кратчайшая траектория, связывающая все полученные зоны и охватывающая весь участок поверхности, требующий обработки. Разрабатывается математический закон движения струи рабочей среды по обрабатываемой поверхности.
10. Подбираются средства автоматизации, обеспечивающие отработку заданной траектории с высокой точностью (погрешность позиционирования не более 0,5 мм) и производится их привязка к имеющемуся оборудованию.
11. Разрабатывается программное обеспечение для полученного ранее закона перемещения струи рабочей среды по обрабатываемой поверхности и осуществляется его адаптация для выбранных средств автоматизации.
12. Определяется время формирования заданных качественных характеристик поверхностного слоя детали, скорость линейного растворения материала заготовки (для случая, когда эти процессы протекают одновременно) и соответствующеё ему время удаления припуска на площади поверхности, равной площади эффективного пятна. Эти величины сравниваются между собой, и определяется суммарное время обработки локальной площади детали.
Кроме того, при проектировании технологического процесса комбинированной обработки с использованием многофазной рабочей среды разрабатываются традиционные для всех технологических операций комбинированной обработки подготовительные и заключительные этапы. Они включают в себя очистку и обезжиривание детали (для случая обработки с наложением электрического тока); промывку, пассивацию и консервацию детали; этапы промежуточного и окончательного контроля.
Применительно к исследуемому комбинированному процессу, данные этапы имеют некоторые особенности, на которых необходимо остановиться. Если комбинированная обработка предполагает наличие анодной составляющей процесса, удаление нетокопроводящих участков поверхности (окалина, изоляционные покрытия) может быть организовано непосредственно в самом процессе обработки. В этом случае на первом этапе деталь подвергают обработке твердой составляющей рабочей среды без наложения электрического тока. При этом за счет механического контакта гранул наполнителя с поверхностью детали происходит удаление нетокопроводящих участков. Затем производится непосредственно комбинированная обработка, при которой за счет анодного растворения поверхности удаляется старый слой, несущий в себе наследственные качественные характеристики и шероховатость поверхности, а за счет пластического деформирования твердой составляющей рабочей среды материала заготовки происходит формирование новых, заранее заданных эксплуатационных показателей детали.
Аналогично традиционной ЭХО, на подготовительном этапе технологического процесса должно быть предусмотрено создание базовых поверхностей детали для ее установки и закрепления, а так же для подвода технологического напряжения. Шероховатость поверхности таких участков не должна превышать значение Ra = 5 - 10 мкм.
Сам процесс комбинированной обработки с применением твердого наполнителя представляет собой установку заготовки на станке; ее закрепление; подвод тока к обрабатываемой поверхности (для случая обработки с наложением электрического тока); установку гидравлического элемента в нулевую точку (при осуществлении размерной обработки); обработку детали за счет перемещения оси симметрии рабочей среды по обрабатываемой поверхности по заданной траектории или совместное взаимное перемещение среды и детали друг относительно друга и по заранее определенным технологическим параметрам и снятие детали.
На завершающем этапе технологического процесса осуществляется промывка и пассивация обработанной поверхности но методике, применяемой при традиционной электрохимической обработке и достаточно широко освещенной в литературе.
Воронежский государственный технический университет
УДК 621.09
ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ ИНСТРУМЕНТА ДЛЯ ЗУБООБРАБОТКИ
А.В. Кузовкин, А.И. Коптев
В статье рассматривается проблема проектирования и выбора конструкционных параметров режущего инструмента для обработки зубьев мелкомодульных зубчатых колес
Необходимость повышения технического уровня и качества изделий и в частности зубчатых передач заставляет изготавливать зубчатые колеса из высоколегированных сталей и сплавов. В связи с этим возникают серьезные трудности по выполнению операций нарезания зубьев. Одним из путей решения данной проблемы является применение твердосплавного инструмента и как следствие - разработка геометрических и конструкционных требований к нему.
Работы по оснащению режущей части долбяков среднего модуля твердым сплавом дали определенные положительные результаты. Распространение этого опыта на мелкомодульные долбяки затруднено в силу их конструктивных и эксплуатационных особенностей.
Авторами предполагается провести комплексное исследование процесса зубодолбления мелкомодульных зубчатых колес из труднообрабатываемых материалов твердосплавными долбяками. При этом целью работы является выработка технологических рекомендаций по проектированию и технологии изготовления твердосплавных мелкомодульных долбяков с определением наиболее износоустойчивых марок твердых сплавов и оптимальных геометрических параметров режущей части. При этом условия работы таких долбяков в диапазоне рациональных режимов резания должны существенно повысить производительность зубообработки (до 2-х раз), увеличить стойкость инструмента (до 3-х раз) за счет снижения температуры и силы резания и обеспечить точность эвольвентных поверхностей зубьев на уровне 7 квалитета точности.
Инструменты для нарезания зубьев, называемые общим термином долбяки, изобретены в 1899 году. При их использовании удалось осуществить получение колес высокой точности. Первоначально такой инструмент применялся совместно с зуборезными гребенками для окончательной обработки предварительно нарезанных зубчатых колес. Важным преимуществом зуборезных долбяков по сравнению с любым другим зуборезным инструментом для нарезания цилиндрических зубчатых колес является их универсальность. Зубодолблением можно подучить зубчатые колеса с внутренним и наружным зубчатым венцом, блочные колеса и колеса с буртами, колеса с прямыми и винтовыми зубьями, шевронные колеса, зубчатые секторы и рейки. Для нарезания зубчатых колес с внутренним венцом, втулок шлицевых соединений, блочных и шевронных колес, а также колес с буртами без продольной канавки зубодолбление является единственно возможным способом обработки. Зубодолбление позволяет получать зубчатые колеса в среднем 7-8 степени точности (достижимая степень точности 5) и шероховатостью поверхности зубьев от 1,25 до 0,32 мкм.
В настоящее время в общем случае червячные фрезы более производительны, по сравнению с долбяками (в промышленности применяются высокоточные фрезы класса точности ААА и фрезы классов точности АА и А). Это привело к вытеснению долбяков из некоторых областей зубообработки. Однако даже в этих условиях при обработке цилиндрических колес зачастую зубодолбление более производительно, чем зубефрезерование. Причина этого заключается в том, что при зубофрезеровании требуется значительное время для врезания в заготовку, особенно при фрезеровании косозубых колес и колес с большим числом зубьев. Так в работах В.М. Матюшина /1/ показаны условия зубообработки, при которых целесообразнее применение зубодолбления по сравнению с зубофрезерованием. К ним относится нарезание зубчатых колес с небольшим модулем m < 2 мм и шириной обода, но с большим числом зубьев и углом наклона зубьев.
Как показали исследования, процесс зубодолбления позволяет значительно повысить и срок службы зубчатых колес /2/. Зубчатые колеса, нарезанные новыми стандартными долбяками, имеют долговечность на 50 % выше, чем колеса с такими же параметрами, но полученные зубофрезерованием червячными фрезами. Причиной этого являются различные формы переходных кривых, которые существенно влияют на напряжения изгиба в корне зуба и, следовательно, на долговечность колес.
К настоящему времени известен целый ряд конструкций зуборезных долбяков, а также способов их использования, что позволяет значительно повысить производительность процесса зубодолбления, увеличить стойкость долбяков и улучшить качество получаемых зубчатых колес /1, 3/.
Как показали исследования, на стойкость зуборезных долбяков и производительность процесса зубодолбления, а также на точность зубчатых колес и качество обработанной поверхности зубьев главным образом влияют следующие факторы:
- физико-механические свойства инструментального и обрабатываемого материалов;
- режимы резания (скорость резания, круговая и радиальная подачи);
- параметры долбяка и нарезаемого колеса (модуль, число зубьев, угол зацепления, высота колеса);
- геометрические параметры зуба долбяка (передний и задний углы при вершине и боковых сторонах);
- величины и характер изменения сил и температуры резания.
Выбор оптимальных режимов резания долбяками должен учитывать тот факт, что допустимый износ для долбяков мелкого и среднего модуля при чистовой обработке составляет 0,06 - 0,12 мм, причем период стойкости составляет 240 – 300 мин. Только в случае недостаточной жесткости или мощности зубодолбежного станка следует назначать более двух проходов, а величина круговой подачи при чистовой обработке ограничивается степенью точности и шероховатостью обработки и колеблется в широких пределах (Sкр = 0,07 - 0,6 мм/дв. ход). С целью повышения производительности зубодолбления обычно рекомендуется повысить не скорость резания, а круговую подачу. Немногочисленные исследования, проведенные при зубодолблении жаропрочных сталей и сплавов, свидетельствуют о чрезвычайно низкой стойкости инструмента и поэтому принятые режимы резания являются низкими, особенно для сплавов на никелевой основе ( V = 0,03 - 0,05 м/с, т.е. 2-3 м/мин, Sкр = 0,07 - 0,1 мм/дв. ход) /4/.
На стойкость долбяков существенное влияние оказывает и геометрия его зубьев. Так увеличение переднего угла γоа до 12 - 15º (по сравнению с рекомендуемыми стандартами 5º) и заднего угла αоа до 9 - 12º (рекомендации стандартов 6º) повышает стойкость инструмента в 3-4 раза /1/. Увеличение переднего угла рекомендуется и с целью сохранения постоянной величины угла зацепления при переточках, а следовательно, и для сохранения точности долбяков. Стандартная геометрия не обеспечивает высокой стойкости и при обработке чугуна, но в этом случае рекомендуется величину заднего угла увеличить до +18°, а передний угол оставить нулевым. Для твердосплавных долбяков сведения по изменению геометрии вообще разнятся диаметрально. Так авторы /5/ говорят о целесообразности значительного уменьшения переднего угла γoa до -20º, а в других источниках /6/ рекомендуется сохранять геометрию долбяков близкими к стандартным.
Литература
1. Матюшин В.М. Зубодолбление.: Машгиз, 1953. 184 с.
2. Болотовский И.А., Беляев В.А. Влияние типа и параметров зуборезного инструмента на напряжение изгиба в зубьях цилиндрических эвольвентных колес. – Станки и инструмент, М., 1974, № 10, с. 27.
3. Мойсеенко О.И., Захаренко И.П., Сидоренко Л.С. и др. Скоростное зубофрезерование. – Киев: Техника, 1972. с. 216.
4. Гуревич Я.Д. и др. Режимы резания труднообрабатываемых материалов. Справочник. – М.: Машиностроение, 1996. 176 с.
5. Opitz H., Konig W., Sulrer Q., Bourakis K. Verschleißuntersuchungen beim Wälzstoßen von Geradverrahnungen – Forschungsberichte des landes Nordrhein Westfalen, 1994, N 2401 -655.
6. Пахомов В.В., Уваров В.Г. Исследование долбяков с напаянными пластинками твердого сплава для обработки зубчатых колес среднего модуля. – М.: Усовершенствование зубообрабатывающего инструмента. Материалы научн.-практ. конф., 1989, с. 475 – 479.
Воронежский государственный технический университет
Воронежский механический завод
УДК 621.981.1.001
Системный подход к формированию пространственного мышления студентов при решении задач графического конструирования
А.В. Бесько, И.В. Ткачев
В работе рассмотрена система графической подготовки студентов в ВУЗе, а также формирование навыков системного анализа в задачах графического моделирования
Содержание и форма конкретного учебного задания по инженерной графике определяются его местом в системе подготовки современного специалиста, выяснением тех аспектов творческой деятельности, которые должны быть сформированы в процессе обучения.
В процессе формирования необходимых профессиональных навыков достижение желаемого результата в умственном развитии студента невозможно без постановки целей развивающего уровня. Даже при высокой степени сформированности умения решать конкретные учебные задачи в памяти студента накапливается большое число не связанных друг с другом частных алгоритмов.
Формирование специальных умений и навыков в рамках развивающего обучения предусматривает предварительный системный анализ профессионального мышления, из структуры которого выделяются и кладутся в основу планирования организации учебного процесса обобщённые умственные действия.
В основе технического творчества находится вопрос изобретательской деятельности. Мышление конструктора-изобретателя включает в себя логические процедуры, определяющие структурную увязку элементов технического объекта до момента его создания.
К наиболее важным чертам мышления современного изобретателя, определяющим его творческую инициативу и эффективность поисковой деятельности можно отнести:
- целостность мышления, позволяющая анализировать любую проблемы во всём многообразии и единстве её противоречий. Благодаря этому качеству конструктор не только легко определяет основные альтернативы проблемы, но и находит пути решения этих проблем;
- познавательное сознание изобретателя прежде всего охватывает структуру объектов, процессов, явлений, с которыми имеет дело. Это качество можно условно назвать как видение структуры окружающих объектов;
- способность видеть новое в повседневной ситуации. В конструктивном объекте он прежде всего замечает новые функции, отличные от традиционных;
- способность к широкому переносу знаний, умений, навыков к применению их в совершенно новой системной ситуации;
- инверсионное мышление. Опытный конструктор-изобретатель легко переключается от первоначально принятой стратегии поиска к новой, способен на любой стадии вхождения в проблему сменить точку зрения на неё, как бы увидеть её изнутри.
Перечисленные черты мышления способствуют наиболее общему уровню постановки развивающих целей, характеризуют интеллектуальные способности, объединяющие в целое внутренний потенциал личности. Эти компоненты не могут быть сформированы в рамках одного предметного цикла. Ценность их постановки заключается в том, что они ориентируют каждую учебную дисциплину на системообразующие связи, определяющие правильный характер организационных систем построения учебного процесса. Эти связи предполагают наличие ясной целевой установки на выявление в частнодисциплинарном учебном материале общих существенных свойств; на формирование такого способа мышления, который позволяет не только овладеть предметом, но и определить общие черты структуры личности будущего специалиста, характер его поведения в профессиональной среде.
Система графической подготовки студентов в ВУЗе должна быть построена таким образом, чтобы за время обучения были сформированы следующие интеллектуальные качества мышления:
- навыки целостного мышления, системного анализа, и синтеза технических структур, основанные на широком использовании информационно-графических моделей;
- навыки структурного «видения», т.е. восприятия, представления, переработки технической информации, заданной в форме различных графических моделей;
- навыки комбинаторно-пространственного мышления, умения выполнять задачи пространственно-структурной комбинаторики в воображении или с помощью вспомогательных пространственно-графических моделей;
- навыки поисковой деятельности с использованием различных информационно-графических моделей;
- навыки инверсионного мышления в задачах объёмно-пространственного формообразования.
Приведённый перечень объединяет различные качества мышления, которые должны проявляться в процессе решения заданий графического конструирования. В каждой графической задаче, как правило, используются все перечисленные качества, не всегда можно выделить доминирующую линию, которая должна быть положена в основу разработки целей обучения.
Первый показатель качества относится к возможностям личности, определяющим успешное решение задач системного анализа и синтеза. Применительно к инженерной графике он концентрируется, прежде всего, вокруг интеллектуальных проблем деятельности с использованием информационных моделей. Системный характер языка графического моделирования проявляется в специальных вопросах оптимального кодирования технической информации, достижения лёгкости восприятия, быстроты осмысления и принятия адекватных оперативных решений.
Второй показатель развития технического мышления является достаточно традиционным, так как определяет структурно-геометрическую основу технического анализа и синтеза. Акцент делается на строгости проведения системного анализа в задачах графического моделирования. Такой подход позволяет увязать в целое структурную сущность информационного моделирования с конкретным многообразием методов и средств графического отображения информации. Остальные показатели интеллектуального развития затрагивают более частные стороны способностей студентов.
В учебном процессе, построенном на принципах развивающего обучения, должны быть управляемы не столько внешние стороны графической деятельности, сколько характер активации таких состояний, как восприятие, воображение, представление. На учебных занятиях по пространственно-графическому моделированию графическая деятельность студентов широко включается в более общую-поисковую.
Перечисленные развивающие цели реализуются в учебном процессе по инженерной графике только при наличии строго определённых форм его организации. Такие формы должны максимально способствовать выражению отличенных целей во всей структуре учебной деятельности (содержании, средствах, методах), во всех конкретных действиях студентов). Только в этом случае система целевого планирования будет завершена и преподаватель будет знать, какой вклад в умственное развитие студента вносит отдельная графическая задача, обработка того или иного графического навыка.
Воронежский государственный технический университет
УДК 621.981.1.001
развитие технических способностей студента при изучении курса «инженерная графика»
А.В. Бесько, И.В. Ткачев
Рассмотрены вопросы необходимости интеллектуального развития для активизации учебного процесса
Обучение творчеству – важная социально-воспитательная задача.
Она связана с ориентацией личности, оказывающей влияние на такую сторону её развития, как интеллектуальное совершенство будущего специалиста.
Любой вид профессиональной деятельности имеет творческое содержание. Инженеру необходимо не только безупречное знание всех специальных вопросов своей деятельности, но перед ним в первую очередь выдвигаются требования высокого качества её результатов. Рассчитывать на то, что творческие способности проявятся в будущей деятельности сами собой не следует и программа обучения творчеству в ВУЗ должна быть непрерывно связана с вопросами профессионального воспитания. Инженеру необходим высокий профессионализм именно в вопросах творческой проектной деятельности, которая понимается как специальная интеллектуальная деятельность по обеспечению качества любого технического решения.
Важным условием развития творческих способностей студента является положительная мотивация учебной деятельности, позволяющая активизировать интеллектуальный потенциал обучаемых и дифференцировать глубину усвоения материала в зависимости от индивидуальных способностей.
Мотивация пространственно-графического моделирования основывается на удовлетворении следующих базовых потребностей личности современного студента: познавательной, потребности в самовыражении, потребности в творческом общении.
Изучение мотивации учебной деятельности сводится к рассмотрению условий, при которых студент в наибольшей степени раскрывает свои потенциальные творческие возможности.
Достижение высоких результатов в реализации целей развития творчества студента возможно при разрешении на практике трёх задач мотивации учебной деятельности:
- создание на занятиях атмосферы психологической «открытости» личности;
- активизация познавательного потенциала студента;
- обучение на моделях профессиональной деятельности.
Условием развития активной профессиональной установки личности будущего инженера является, прежде всего, усиление развивающего и обучающего эффекта группового взаимодействия. Учебная группа при соответствующей организации деятельности должна стать первичной социально-психологической ячейкой, в которой формируется профессиональное самосознание личности. Творческое взаимодействие студентов в учебном процессе должно порождать предпосылки интеллектуального развития личности, способствовать их активному сознательному отношению к освоению опыта профессиональной деятельности.
Активизация познавательных потребностей личности в процессе обучения осуществляется путем включения графической деятельности в более общую (поисковую). С рассматриваемой точки зрения важен вопрос о степени влияния различных характеристик задач, предлагаемых в учебном процессе, на мотивацию графической деятельности студента. В задачах, основанных на предварительном создании проблемной ситуации, необходимо определить тот диапазон трудностей, выход за пределы которого как в сторону занижения, так и в сторону завышения приводит к снижению мотивации.
Учебная деятельность должна создавать в аудитории атмосферу творчества, коллективной увлеченности. Исходное положение о том, что учить творчеству можно в атмосфере творчества определяет направление основных усилий преподавателей в разработке средств активизации учебной деятельности студентов, в нахождении доминирующего типа учебного взаимодействия между преподавателем и студентом.
В качестве исходного приняли положение о природной потребности молодого человека в самораскрытии, творческом самовыражении. Создание атмосферы творческой деятельности и взаимного доверия между преподавателем и студентом дает возможность снять психологическую»защиту» личности учащегося, мобилизировать его активность на нужную деятельность. Знание психологии студента и характеристик его конкретной учебной деятельности является необходимым условием реализации методов управления, когда преподаватель выступает в роли организатора, направляющего групповую деятельность студентов на решение учебных задач. Но для этого необходимо знать особенности поведения студентов при решении типовых задач, необходима классификация этих задач по характеру реакции, психологической регуляции деятельности. Методическая разработка учебного процесса и определенной формы учебной деятельности в конечном счёте сводится к проектированию системы учебных задач. Поэтому характеристики задаваемых графических работ оказывают значительное влияние на успешность учебной деятельности студентов по реализации поставленных целей.
Основное требование к данной педагогической проблеме должно заключаться в широком диапазоне адаптационной возможности задания. Для каждого студента его трудность должна быть соизмерима с индивидуальными интеллектуальными возможностями.
Для жестко детерминированных заданий ( типа упражнений по начертательной геометрии) адаптация трудности может носить количественный характер. Студентам в этом случае предлагается не определенное количество задач, которое необходимо решить в аудитории и дома, а те навыки умственных действий, которые должны быть сформированы к следующему занятию. Кроме того, даётся методика рационального «тренинга» этих навыков. Количество задач, входящих в методику отработки навыка, должно индивидуально варьироваться в зависимости от получаемого результата. При таком подходе развивающие цели должны быть дифференцированы до уровня каждой единицы учебной темы. Они должны быть не только глубоко усвоены преподавателем, но и в доступной форме донесены до сознания каждого студента. Следует убедить его в необходимости достижения высокого уровня развития основных действий, научить методам самоконтроля и самооценки в процессе приобретения новых знаний.
Осознание необходимости интеллектуального развития, возможность принятия на себя функций управления процессом усвоения знаний является характерным требованием любого метода активизации учебного процесса.
Кроме полностью детерминированных задач в деятельности графического моделирования широко используются задания поискового (исследовательского) характера. В этих заданиях цель деятельности указана заранее. Вариация сложности осуществляется за счет глубины разработки темы, которая может быть неограниченной. Задачи данного типа – многовариантные, с качественными критериями оптимизации.
Особенность графической деятельности заключается в необходимости формирования на должном уровне самых элементарных навыков вплоть до навыка проведения линии.
Обращаясь к проблеме формирования «рабочих» навыков графического моделирования, следует отметить, что любая самая рутинная деятельность должна сопровождаться определенной интеллектуальной активностью. Ориентация на «чистую» обработку одних умений и навыков подавляет деятельность сознания и одновременно формирует очень распространенную в практике обучения привычку: сначала чертить (или рисовать), а затем уже думать.
Обработка графических навыков, включенная в структуру деятельности, максимально приближенную к профессиональному творчеству, приводит к радикальному отличию в результатах. В процессе формирования навыка одновременно формируются те необходимые связи между двумя уровнями деятельности, которые адекватно соответствуют творческой деятельности.
Воронежский государственный технический университет
УДК387.14:744(07)
ПАРАМЕТРИЗАЦИЯ ФИГУР КАК ФОРМИРОВАНИЕ И ЧТЕНИЕ ЧЕРТЕЖА
А.В. Бесько, И.Н. Касаткина
В статье рассматриваются основные вопросы формирования и чтения чертежа, а также правила геометрического конструирования
Теория параметризации является единой методической базой, отвечающей на основные вопросы формирования и чтения чертежа любой плоскости или трехмерной фигуры. Осмысление ее основных положений позволяет выбрать четкую последовательность действий (алгоритм) при построении чертежа и оптимизировать его путем формализации изображений.
Итак, что же такое геометрические параметры? Это независимые величины, выделяющие из множества геометрических объектов единственный или несколько с одинаковыми геометрическими свойствами. Например, из множества треугольников можно выделить единственный: с заданными углом и длинами прилежащих сторон либо множество подобных треугольников.
Каждый геометрический объект характеризуется формой, размерами и положением относительно других геометрических тел, причем два первых свойства не зависят от последнего. Если представить геометрический объект множеством точек, то его форма определяется законом их распределения в пространстве (либо плоскости). Закон распределения точек может быть выражен семантически: например, слова окружность, квадрат, ромб позволяют мысленно выделить определенный класс фигур и распознать изображение его представителей на чертеже; или графически.
Множество геометрических параметров делится на два основных подмножества – параметры формы (ПФ) и параметры положения (ПП).
ПФ позволяют выделить из множества геометрических объектов единственный (определенных формы и размеров), а ПП – зафиксировать его положение в пространстве относительно других фигур. Каждый геометрический объект задается своими ПФ с точностью до процесса (технологии)его воспроизведения. Например, для треугольника, заданного стороной и двумя углами (а, α, β), существует одна технология построения, а заданного тремя сторонами (а, b, c ) – другая. Однако количество ПФ для любой технологии воспроизведения остается неизменным, а для производственного чертежа количество размеров, определяющих форму детали, не зависит от конкретных технологий ее изготовления.
Поскольку фигуру обычно задают в декартовой либо полярной системе координат, то измерение параметров выполняется координатным методом в заданной системе отсчета .
Помимо параметров, для определения фигуры на чертеже используются геометрические условия, которые задаются семантически либо графически. Введение геометрических условий эквивалентно заданию одного либо нескольких параметров. Обычно условия касания, сопряжения, симметрии воспринимаются «на глаз», поэтому количество параметров, определяющих объект на чертеже, может быть сведено к минимуму.
Параметризация – наиболее важный этап построения чертежа, связанный с назначением и подсчетом количества параметров фигуры в области ее существования. Параметризация предусматривает следующий порядок действий:
1. В составе параметризуемой составной фигуры (СФ) выделяют более простые и простейшие непроизводные фигуры (НФ), которые в структуре СФ находятся в различных геометрических отношениях (сопряжения, касания, пересечения и т.д.).
2. Описывают каждую непроизводную фигуру парамертами и геометрическими условиями в абсолютной (базовой) либо локальной системе координат. Базовая система назначается чертежником и зависит от алгоритма построения самого объекта. В ней определяют взаимное расположение НФ, входящих в структуру СФ.
3. Любую СФ принимают на НФ и включают в состав структуры фигуры более высокой степени сложности.
4. Среди НФ выделяют элементарные и простейшие фигуры. Элементарные НФ характеризуются только ПП – точка, прямая, плоскость. Простейшие, наряду с ПП, включают ПФ – окружность, эллипс, сфера, конус и т.д.
Воронежский государственный технический университет
УДК 621
ПРОСТРАНСТВЕННОЕ ГРАФИЧЕСКОЕ МОДЕЛИРОВАНИЕ В ИССЛЕДОВАТЕЛЬСКОЙ ДЕЯТЕЛЬНОСТИ СТУДЕНТОВ
Т.П. Кравцова, М.Н. Подоприхин, Ю.С. Золототрубова В.Н. Проценко
В статье рассматриваются возможности методики графической поисковой деятельности на базе различных пространственных операций
Разработана методика графической поисковой деятельности, включающей все фазы исследовательского метода обучения, характерными чертами реализации которого являются:
1. Многовариантность решения задачи.
2. Наличие как строго формализованных (конструктивных), так и качественных критериев формообразования.
3. Осуществление основных фаз анализа и синтеза, по возможности, с помощью графических моделей различного уровня абстрактности.
4. Активный пространственный характер всех элементов разрабатываемой системы так же, как и структуры задачи.
Исследовательский метод, как известно, является основным методом обучения студентов творчеству. Его функции определяются реализацией следующих факторов:
1. С помощью метода формируются черты творческой личности студента.
2. Осуществляется более глубокое творческое усвоение знаний.
3. Студенты овладевают научным методом познания, всегда связанным с открытием нового.
4. Этот метод дает внутренний импульс потребности деятельности.
Выделено три типа задач, которые можно использовать при конструировании проблемной ситуации и одновременно для более глубокого развития отдельных составляющих пространственного мышления. К такому типу относятся, во-первых, практически-действенные задания на комбинаторику пространственных структур, во-вторых, геометрические задачи на определение структурной связи композиций из нескольких элементов, в-третьих, «абсурдные» изображения, анализ которых приводит к необходимости понять причину «обмана» и более глубоко уяснить сущность геометрических методов пространственного формообразования.
Широкое использование практически-действенных задач на основе пространственно-структурной модели определяется следующими достоинствам
1. Возможностью получения элементов сложной пространственной структуры.
2. Ясностью восприятия пространственной структуры.
3. Метрической определенностью структуры, связанной с модульным принципом строения.
4. Простотой реализации на ЭВМ.
5. Возможностью «конструирования» большого количества задач.
6. Возможностью использования данных элементов, как материальной основы для формирования умственных действий (с использованием материальных моделей).
7. Возможностью получения сходных по структуре элементов, соответствующих различной степени трудности задач.
8. Возможностью формулирования большого количества задач комбинаторно-пространственного содержания.
9. Активностью учебной графической деятельности студентов при выполнении практически-действенных задач.
Воронежский государственный технический университет
УДК 621
ПРОФЕССИОНАЛЬНАЯ ОРИЕНТАЦИЯ ГРАФИЧЕСКОЙ ПОДГОТОВКИ СТУДЕНТОВ СПЕЦИАЛЬНОСТИ "ЗАЩИТА В ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯХ"
Ю.С. Золототрубова, М.Н. Подоприхин, Т.П. Кравцова, В.Н. Проценко
В статье рассматривается технология формирования структуры и содержания графической подготовки в соответствии с квалификационной характеристикой и мнениями ведущих специалистов
Качество профессионального образования, интегральным показателем которого является качество выпускаемого специалиста, выступает результирующей целого ряда качеств: контингента абитуриентов, а затем студентов; преподавательского состава; содержания образования; качества образовательной среды и условий организации обучения; качества педагогических технологий; качества образовательного процесса; качества его ресурсного обеспечения; качества участия специалиста в производстве товаров или услуг по окончании вуза; качества его социокультурной деятельности в обществе; наконец, качества жизни самого специалиста, возможностей его самореализации.
Производство, общество, государство - являются внешними по отношению к образовательной системе. Но они-то, в конечном счете, и дают оценку качеству подготовки специалиста, прежде всего практической, опираясь отнюдь не на академические критерии вроде уровня усвоения знаний или сформированности умений и навыков. Работодателя не интересуют качество образовательного процесса, качество образовательной системы и те критерии, по которым они там оцениваются. Для него важна профессиональная компетентность специалиста, его способности эффективно выполнять производственные функции, практически решать определенные классы задач и проблем. (А.А. Вербицкий).
Из профессиональных компетенций, которыми должны обладать выпускники специальности "Защита в чрезвычайных ситуациях", наиболее значимыми являются следующие:
знание спасательной техники и правил ее эксплуатации;
владение методикой оценки инженерной обстановки в зонах чрезвычайных ситуаций (ЧС);
оптимальное использование технических средств для ведения работ в ЧС и правил их применения;
умение анализа, выбора, разработки и эксплуатации систем и методов защиты среды обитания в ЧС;
умение проводить расчеты и математическое моделирование нагрузок на конструкции зданий и сооружений.
По мнению компетентных экспертов, работающих в системе МЧС РФ, большая часть этих компетенций должна начинать формироваться на самом начальном этапе обучения студентов - в системе графических дисциплин, обеспечивающих освоение общепрофессиональных, специальных дисциплин, а также будущую профессиональную деятельность.
Так, кафедра "Технология обеспечения гражданской обороны чрезвычайных ситуаций" акцентировала внимание на подробнейшем изучении таких тем, как резьбовые соединения (в частности трубных резьб и деталей их соединения), сборочный чертеж и его чтение; электрические схемы, схемы испытаний; а также геометрическое черчение, развивающее топографические умения студентов. Ведущими специалистами особо выделен раздел "Строительное черчение".
Кроме профессиональных компетенций, выпускники должны обладать и такими социально-значимыми компетенциями, как: знание психологии человека, умение работать в коллективе, которые также надо формировать с первых курсов обучения.
Но, в условиях чрезвычайных ситуаций реализация профессиональных и социально-значимых компетенций осуществляется в ограниченный период времени, так как от этого зависит жизнь многих людей. Специалисты работают в режиме "мозгового" штурма. С целью профессиональной ориентации студентов на будущую профессиональную деятельность часть практических занятий по инженерной графике проходят в контексте этой деятельности.
Учебная группа разбивается на мини-группы (4 - 5 человек) и в режиме "мозгового" штурма в течение 20 минут решают комплексные (проблемные) задачи по инженерной графике. За это время осуществляется анализ условия, составляются предполагаемые варианты решения, выбор наиболее оптимального из них и его оформление.
Решение задачи оценивается по 10-балльной шкале, которые распределяются внутри мини-группы самими участниками, в зависимости от степени участия каждого. С каждым занятием время на "мозговой" штурм уменьшается. Группа, решившая задачу первой, поощряется дополнительными баллами.
Переход студентов из одной мини-группы другую не желателен, как в будущей профессиональной деятельности они должны быть психологически готовы к сотрудничеству с профессионалами не только разных уровней подготовки, но и обладающими различными человеческими качествами.
В ходе эксперимента выявлен рост значимости инженерной графики, усиление мотивации к ее изучению и развитие креативных способностей студентов, обеспечивающих порождение разнообразных оригинальных идей в нерегламентированных условиях деятельности. Происходит обострение реакции - одной из ключевых профессиональных компетенций. Обучающиеся регулярно готовятся к практическим занятиям, используя при этом не только конспект лекций, но и различные литературные источники. Для обеспечения качества формирования профессиональных и социально-значимых компетенций необходимо решить ряд проблем: выявить оптимальное число участников мини групп; создать банк равноценных проблемных задач и разработать методические рекомендации и средства диагностики сформированности компетенций.
Воронежский государственный технический университет
УДК 621
ФОРМИРОВАНИЕ ПРОСТРАНСТВЕННОГО МЫШЛЕНИЯ СТУДЕНТОВ ТЕХНИЧЕСКОГО ВУЗА
Т.П. Кравцова, М.Н. Подоприхин, Ю.С. Золототрубова, В.Н. Проценко
Рассматриваются технологии использования пространственных графических моделей и цвета для формирования пространственного мышления студентов
Талантливые проектировщики отличаются тем, что системное пространственное мышление у них развивается очень быстро, что и обеспечивает качество и конкурентно способность проектируемых ими изделий.
Целью высшего технического образования является подготовка именно таких специалистов, а фундаментальной основой являются графические дисциплины в процессе освоения которых осуществляется формирование основных составляющих пространственного мышления.
Педагогические технологии, используемые для достижения поставленных целей меняются в зависимости от начальной графической подготовленности студентов. В ΧΧΙ веке приходится возвращаться в ручному способу выполнения пространственных графических моделей, причем используя при этом возможности цвета. Так, при изображении любой поверхности, акцентируется внимание студентов на линейчатый, именно линейчатый, каркас данной поверхности, т. к. точечный практически не воспринимается в виду отсутствия пространственного мышления. Направляющие при этом изображаются одним цветом, только яркость или оттенки этого цвета позволяют отделить их друг от друга и помогают безошибочно строить те или иные их проекции.
В отличие от направляющих, образующие изображаются разными цветами, при этом акцентируется внимание на точках направляющей (любой из множества) через которые проходят образующие.
Изображение, особенно то, построение которого происходит перед взором обучающегося, воспринимается одномоментно, а изображение в «цвете» запоминается на всю жизнь.
Всевозможные пространственные операции на поверхностях легче выполнять, используя возможности цвета. Видимость поверхности также удобно определять, используя цветные образующие.
Сложные комплексные задачи удобно решать, используя теорию множеств, алгоритм решения и цвет.
Например: найти кратчайшее расстояние от точки А плоскости α ( f ∩ h ) до прямой L. Из учебной информации, полученной на лекции, студент знает, что кратчайшее расстояние измеряется величиной перпендикуляра, опущенного из данной точки на прямую. Данная прямая занимает общее положение в пространстве, поэтому приходится использовать теорию множеств: в данном случае множество перпендикуляров прямой L представляют собой плоскость β, перпендикулярную к прямой L, проведенную через точку А и заданную линиями уровня f´ и h´.
Единственный перпендикуляр из этого множества, удовлетворяющий решению задачи проходит через точку А и точку, общую для L и β - точку К их пересечения. Найти натуральную величину (НВ) отрезка прямой АК можно методом треугольника или вращения.
Исходя из приведенных выше рассуждений записываем пространственный алгоритм решения задачи:
1. А β (f´ ∩ h´) L
2. L ∩ β = К
3. |АК|
Прежде, чем приступить к решению, определяем цвет линий f´ и h´, чтобы отделить их визуально от f и h. Например, это желтый.
Отрезок АК выделим красным цветом, а натуральную его величину насыщенным красным – можно утолщенной линией.
Таким образом, у студента формируется умения: анализа условия задачи (с помощью теории множеств видеть не только конечный результат, но и этапы решения); использование цвета. А самое главное, формируются основные составляющие пространственного мышления.
Каждый студент решает задачи самостоятельно, используя конспект лекций или консультацию преподавателя, т. к. только в процессе собственной графической и умственной деятельности формируются умения и навыки будущих проектировщиков.
Для развития сформированных умений и навыков, студентам предлагается найти другие варианты решения задачи, используя, например, методы преобразований комплексного чертежа или сопровождать решение пространственной геометрической моделью.
Затем происходит коллективное обсуждение вариантов решения и выбор оптимального.
Воронежский государственный технический университет
УДК 621
АКТИВНЫЕ МЕТОДЫ ОБУЧЕНИЯ В СИСТЕМЕ ГРАФИЧЕСКОЙ ПОДГОТОВКИ
Ю.С. Золототрубова, М.Н. Подоприхин, Т.П. Кравцова, В.Н. Проценко
Статья посвящена реализации принципов имитационного и делового моделирования в учебном процессе
Основной целью вузовского обучения является общее и профессиональное развитие личности будущего специалиста, овладение им целостной профессиональной деятельностью.
Для обеспечения качества подготовки специалистов их обучение должно осуществляться в контексте будущей практической профессиональной деятельности с реализацией в содержании обучения и в самом образовательном процессе принципа проблемности как ведущего.
Процесс решения производственно-технических задач происходит в ходе поисковой деятельности. Решение конструктивно-технических задач способствует овладению обучающимися технологическими понятиями, что является исключительно важным моментом в развитии технического мышления.
Тем более, что профессиональная деятельность специалистов МЧС направлена на разрешение различных проблем, возникающих в чрезвычайных ситуациях.
Проектируя курс инженерной графики для специальности «Защита в чрезвычайных ситуациях, нами проводится тщательное исследование структуры и содержания учебной информации, прежде всего, по признаку ее практической значимости для данной специальности
По мнению компетентных экспертов, работающих в системе МЧС РФ, большая часть профессиональных навыков и умений должна начинать формироваться на самом начальном этапе обучения студентов – в системе графических дисциплин, обеспечивающих освоение общепрофессиональных, специальных дисциплин, а также будущую профессиональную деятельность.
Кафедра «Технология и обеспечение гражданской обороны в чрезвычайных ситуациях» акцентировала внимание на подробнейшем изучении таких тем как резьбовые соединения (в частности трубных резьб и деталей их соединения), сборочный чертеж и его чтение, электрические схемы, схемы испытаний, а также геометрическое черчение, развивающее топографические умения студентов, Ведущими специалистами особо выделен раздел «Строительное черчение».
В качестве методических средств, реализующих такой подход в образовании, все большее признание находят активные групповые методы и формы обучения, в частности деловые игры. А.А. Вербицкий определяет деловую игру как форму воссоздания предметного и социального содержания профессиональной деятельности, моделирования систем отношений, характерных для данного вида труда. Деловая игра позволяет задать в обучении предметный и социальный контексты будущей профессиональной деятельности и тем самым смоделировать более адекватные по сравнению с традиционным обучением условия формирования личности специалиста. В деловой игре студенты выполняют квазипрофессиональную деятельность, которая несет в себе черты как учебной, так и будущей профессиональной деятельности. В процессе деловой игры у студентов появляется потребность в розыске необходимых для профессиональной деятельности знаний, происходит формирование не только профессиональных умений и навыков, но и качеств, присущих творческой личности будущего специалиста. Разработка системы деловых игр по инженерной графике происходила на основе следующих принципов.
1. Принцип имитационного моделирования графической деятельности инженера специальности «Защита в чрезвычайных ситуациях». Моделирование учебной деятельности происходит на основе содержания профессиональных задач выбранного направления.
2. Принцип игрового моделирования содержания и форм профессиональной деятельности. Моделирование профессиональной деятельности производится в соответствии с дидактическими и воспитательными целями, мотивами и способами действии, коммуникативной структурой действий и отношений участников игры. Процесс деловой игры осуществлялся как совместная деятельность участников в ходе решения профессиональных задач. При этих условиях реализуется система субъект-субъектных отношений, в результате которых формируются особенности критического мышления специалиста, эмоционального отношения к выбранной профессии, ответственности и других нравственных качеств личности. Кроме того, участие в деловой игре приводит к активизации мыслительной и речевой деятельности, необходимой для принятия совместного решения.
3. Принцип проблемности содержания имитационной модели и процесса его развертывания в игровой деятельности. Принцип заключается в том, что игра содержит систему творческих проектных заданий, в форме описания конкретных производственных ситуаций. В процессе игры студент должен провести анализ этих ситуаций, выявить противоречия, поставить цель, разработать задачи, провести исследование проблемы, разработать способы и средства ее решения, разработать варианты и защитить окончательный графический проект решения.
Разработка системы деловых игр в процессе обучения инженерной графике осуществлялась исходя из следующих целей:
- формирование профессионально значимых умений и навыков, закрепление знаний, необходимых для решения профессиональных задач;
- приобретение первоначального опыта профессиональной деятельности, включающего опыт принятия индивидуальных и совместных решений;
- формирование представления первокурсника о будущей профессиональной деятельности;
- развитие профессионального мышления;
- формирование познавательной и профессиональной мотивации;
- воспитание волевых, коммуникативных, нравственных качеств личности.
Условием развития активной профессиональной установки личности будущего инженера является, прежде всего, усиление развивающего и обучающего эффекта группового взаимодействия. Учебная группа при соответствующей организации деятельности должна стать первичной социально-психологической ячейкой, в которой формируется профессиональное самосознание личности.
Деловая игра по теме «Резьбовые соединения»
Содержание настоящей деловой игры базируется на основных законах и методах теоретической части курса графики и элементах конструирования.
Цель и содержание деловой игры
1. С помощью методов активного обучения научить обучающихся организовать и проводить заданную работу с учетом индивидуальных особенностей личности.
2. Имитация реальной производственной обстановки.
3. Закрепить умения и навыки путем практического применения знаний ЕСКД ГОСТ 2.311-89 и стандартов на крепежные изделия.
Основные задачи, выдвигаемые перед участниками игры: осмыслить содержание предложенной роли (руководитель отдела; руководитель группы; разработчик-исполнитель), психологически настроить на ее исполнение.
Деловая игра по теме «Чрезвычайная ситуация»
Игра заключается в моделировании чрезвычайной ситуации промышленного объекта с вариантами ее ликвидации.
Содержание настоящей деловой игры основывается на законах и методах теоретической части курса инженерной графики и элементах строительного черчения, одновременно сочетаясь с такой дисциплиной как введение в специальность.
Цель и содержание деловой игры
1. С помощью данной игры сформировать навыки решения профессиональных задач.
2. Получение обучающимися представления о символах и графических обозначениях на чертежах зданий и промышленных объектов.
3. Выработать у обучающихся графические навыки их оформления.
4. Закрепить основные правила выполнения схем расстановки сил и средств.
Деловая игра по теме «Мозговой штурм в пространственном эскизировании»
Для развития технического интеллекта будущих инженеров в системе изучения графических дисциплин нами разработана деловая игра «Мозговой штурм в пространственном эскизировании».
Цель и содержание деловой игры
1. С помощью методов активного обучения научить обучающихся анализировать предложенные условия, решать комплексные задачи по инженерной графике в режиме «мозгового штурма».
2. Моделирование реальной производственной обстановки.
3. Закрепить умения и навыки путем практического применения полученных знаний по теме «Эскизирование».
5. Привить умения и навыки работать в команде и самостоятельно.
6. Создать условия для формирования профессиональной мотивации.
Как показали исследования эффективным способом формирования профессионального самосознания является выполнение студентами совместных графических работ. В ходе совместной деятельности происходит взаимный анализ и взаимная оценка различных точек зрения и совместное принятие решений.
Воронежский государственный технический университет
УДК 621
ПРОСТРАНСТВЕННОЕ МЫШЛЕНИЕ КАК СРЕДСТВО ФОРМИРОВАНИЯ ТЕХНИЧЕСКОГО ИНТЕЛЕКТА У СТУДЕНТОВ ТЕХНИЧЕСКОГО ВУЗА
Т.П. Кравцова, М.Н. Подоприхин, Ю.С. Золототрубова, В.Н. Проценко
В статье рассмотрена методика формирования технического интеллекта у студентов технического ВУЗа
В машиностроении проектировщиком формы промышленного изделия является инженер, участие которого в макропроектировании, включающем прогнозирование конкурентноспособности и потребительского качества изделия, привело к изменениям в содержании профессиональной проектно-конструкторской деятельности.
Известно, что каждая стадия творческого процесса (определение «идеального конечного» результата, выявление и устранение технического противоречия и др.) может быть пройдена на одном из пяти уровней сложности изобретательских задач. На первых двух уровнях может работать каждый инженер, на высших подуровнях пятого, связанных с использованием новых открытий при создании комплекса объекта – изобретательская элита.
Для современного изобретательского творчества характерен диапазон с 3-го по середину 5-го уровней. Количество таких изобретений составляет менее ¼ всех регистрируемых. Но, именно эти изобретения обеспечивают качественное изменение техники.
Интеллект – тончайший инструмент познавательной деятельности человека, включающий в себя как приобретенный опыт, знание, умения, навыки, так и способности к дальнейшему их пополнению и применению на практике. Интеллект обобщает все познавательные процессы человеческой психики – мышление, внимание, память, восприятие.
Технический интеллект инженера формируется, начиная с простой способности действовать руками, производить вещи, орудия труда. Затем эта способность переносится у инженера в интеллектуальный план. И главное даже не в том, что инженер легко угадывает внутреннее строение окружающего предметного мира, а в том, что он творит новый мир, создавая его в соответствии с законами природы. Простые навыки ручной деятельности трансформируются у инженера в сложные мыслительные процедуры структурного и функционального моделирования, лежащего в основе созидательного творчества.
Ни в одном виде интеллектуальной деятельности не проявляется так ясно единство двух главных парных операционных структур мышления – анализа и синтеза.
На ранних стадиях проектирования познавательную функцию (анализ) выполняет первичная поисковая пространственно-графическая модель, помогающая осмыслить целостную структуру появляющегося образа изделия. Для обеспечения всей совокупности требований конкуренции качества проектировщик использует функцию управления образом (интеллектуальный синтез), преобразуя облик модели. Различные варианты модели создаваемого изделия фиксируют определенные этапы мыслительной деятельности проектировщика, основанной на психологическом механизме «синтез через анализ».
Структура машинной графики и структура дизайнерского формообразования оказываются сходными по своей методологической основе. Деятельность проектировщика в обоих случаях выступает как системно-композиционная. Это подчеркивает актуальность использования пространственно-графического моделирования в современном поисковом конструировании.
Коммуникативная функция графической модели является средством общении между участниками создаваемого изделия на конечных стадиях проектировании и требует строгой формализации изображения. Это ортогональный чертеж, выполненный в соответствии со стандартами.
Создание пространственного образа и оперирование им в процессе решения различных практических, конструкторских и теоретических задач обеспечивает такой вид умственной деятельности, как пространственное мышление, проблема формирования которого является одной из самых важных и сложных в современной практике и методике обучения графике.
Для развития технического интеллекта будущих инженеров-проектировщиков в системе изучения графических дисциплин нами разработан гуманизированный курс «Пространственное эскизирование». Наблюдение за эффективностью использования программы и инновационных технологий курса осуществлялось в течение девяти семестров. Тестированием определялись два показателя: уровень технического интеллекта и доминирующий тип сформированного пространственного мышления.
Сравнивались результаты обучения студентов экспериментальной группы, в которой занятия проводились на основе разработанной методики; группы, где в процессе обучения инженерной графике частично использовалось пространственное эскизирование, и контрольной группы, в которой занятия проводились по традиционной методике.
Оценка общего уровня развития технического интеллекта осуществлялась по суммарному количеству баллов, полученных при решении задач, предложенных в тестах. Число баллов, меньшее 30,соответствует низкому интеллекту, от 30 до 100 свидетельствует о среднем его развитии. Количество баллов более 100 говорит о высоком показателе технического интеллекта.
Доминирующий тип сформированного пространственного мышления зависит от типа сложности задания (выбранного студентом при тестировании), включающего различные комбинации пространственных преобразований двух деталей, составляющих сборочную единицу.
Полученные экспериментальные данные подтвердили действенность использования курса «Пространственное эскизирование» в системе общепрофессиональной и специальной подготовки специалистов-проектировщиков, а также эффект их ранней адаптации к автоматизированному проектированию.
Значительное повышение уровня современных требований к поисковой деятельности инженера вызывает необходимость формирования в процессе изучения дисциплин проектировочного цикла следующих качеств мышления: навыков целостного мышления, системного анализа им синтеза технических структур; навыков структурного восприятия, представления и переработки технической информации; навыков мысленных пространственных преобразований.
Разработана система творческих задач, эффективно формирующих и развивающих у студентов эти интеллектуальные качества.
Воронежский государственный технический университет
УДК 744: 378.146/147
ТЕСТИРОВАНИЕ – ОДИН ИЗ ПОКАЗАТЕЛЕЙ КАЧЕСТВА ОБРАЗОВАНИЯ ПО ГРАФИЧЕСКИМ ДИСЦИПЛИНАМ
В.И. Тарлыков
В статье приводятся результаты тестирования студентов по графическим дисциплинам в ВФ МИИТ за последние 5 лет, формы карт-тестов. Показано снижение графической грамотности, что связано с сокращением внимания к графическим дисциплинам в школах, колледжах и вузах.
В системах образования развитых стран оценкой качества образования выступает сам процесс предоставления вузом услуг, отвечающим требованиям организаций, а также карьерный рост выпускников. В рамках реформы системы образования РФ особое внимание уделено созданию сети исследовательских университетов, разработке новых образовательных стандартов, развитию системы независимой оценки качества услуг. Выделяются положения о комплексной оценке, рассматривая учреждение во всех направлениях деятельности, об управлении качеством, решаемое путем мониторинга, о тестировании результатов образования.
Контроль знаний студентов всегда являлся одним из основных элементов оценки образования. Учебную деятельность студентов контролируют путем устных опросов в аудитории и путем оценки письменных работ. Современный подход к оценке результатов в образовании более критичен. Результаты должны быть объективными и стабильными, соответствовать программам преподавания, а также доступными обучаемому по времени и средствам на их получение.
Основным из показателей качества контроля является тестирование. Для его проведения в РОАТ МИИТ имеется внутри вузовская программа «Космос», которая может использоваться как для текущего контроля знаний студентов, так и для итогового контроля. По графическим дисциплинам кафедрой разработаны тесты по всем разделам и темам курсов начертательной геометрии (НГ) и инженерной графике (ИГ). Все тесты разделены на серии по темам [1,2]. Задания-тесты по каждой теме включают в основном пять вопросов с тремя ответами. Вопросы представлены в текстовом виде, ответы – текстом, в буквенно-цифровом виде и графически; в последнем случае правильный ответ нужно выбрать из трех рисунков. Студент считывает вопросы с экрана дисплея или карт-тестов и отмечает правильные ответы. Правильность ответов оценивается системой в режиме диалога или преподавателем по таблице ответов. При 60-70% правильных ответов студент получает зачет, меньше – направляется на собеседование. Практикуется контроль по заданиям на бумажных носителях (карт-тестам).
В Воронежском филиале учебный процесс организован так, что в течение всего срока обучения ведется оценка знаний и навыков. На первых занятиях проводится «Входной контроль», в течение семестра - «Промежуточный контроль», проверка и рецензирование графических работ и в конце - итоговый экзамен или дифференцированный зачет. Текущий контроль знаний студентов за прошедшие 3-5 лет проводился по одним и тем же тестам [3,4]. Обобщенные результаты ответов в процентах, средние баллы и ответы на вопросы промежуточного контроля даны в табл. 1.
Таблица 1
Учебный год |
Выдано тестов |
Результаты ответов, % |
Средний балл |
Дано правильных ответов на вопрос, % |
||||||||
5 |
4 |
3 |
2 |
1 |
1 |
2 |
3 |
4 |
5 |
|||
2005/06 |
ВК:266 |
8 |
26 |
39 |
17 |
10 |
3,04 |
47 |
47 |
47 |
55 |
67 |
2006/07 |
ВК:234 |
15 |
25 |
27 |
19 |
14 |
3,08 |
44 |
48 |
43 |
59 |
69 |
2007/08 |
ВК:199 |
10 |
20 |
38 |
18 |
14 |
2,92 |
57 |
50 |
36 |
50 |
65 |
2008/09 |
ВК:162 |
9 |
32 |
36 |
22 |
11 |
2,94 |
32 |
40 |
42 |
49 |
70 |
2004/05 |
НГ:382 |
3 |
13 |
25 |
35 |
4 |
2,26 |
57 |
47 |
40 |
39 |
38 |
2005/06 |
НГ:191 |
3 |
16 |
23 |
34 |
24 |
2,4 |
59 |
53 |
39 |
46 |
45 |
2006/07 |
НГ:363 |
4 |
13 |
26 |
30 |
26 |
2,4 |
59 |
49 |
44 |
40 |
37 |
2007/08 |
НГ:489 |
3 |
13 |
24 |
29 |
31 |
2,27 |
52 |
44 |
38 |
37 |
39 |
2008/09 |
НГ:132 |
3 |
18 |
36 |
21 |
22 |
2,79 |
74 |
64 |
48 |
40 |
46 |
2003/04 |
ПЧ:178 |
6 |
22 |
27 |
29 |
16 |
2,8 |
61 |
39 |
33 |
71 |
49 |
2006/07 |
ПЧ477 |
10 |
18 |
28 |
17 |
20 |
2,8 |
52 |
43 |
40 |
46 |
20 |
2007/08 |
ПЧ:385 |
10 |
15 |
25 |
25 |
25 |
2,6 |
52 |
47 |
44 |
58 |
24 |
2008/09 |
ПЧ660 |
8 |
21 |
26 |
24 |
21 |
2,71 |
50 |
54 |
48 |
59 |
32 |
2005/06 |
СБ:153 |
8 |
16 |
40 |
29 |
12 |
2,99 |
46 |
58 |
65 |
57 |
55 |
2006/07 |
СБ:86 |
9 |
23 |
24 |
24 |
20 |
2,77 |
40 |
50 |
60 |
53 |
10 |
2007/08 |
СБ:179 |
11 |
25 |
30 |
23 |
11 |
3,02 |
45 |
59 |
67 |
56 |
57 |
2008/09 |
СБ:157 |
9 |
17 |
27 |
27 |
20 |
2,59 |
75 |
40 |
59 |
70 |
54 |
2006/07 |
СЧ:107 |
13 |
28 |
34 |
17 |
/8 |
3,21 |
69 |
77 |
53 |
65 |
62 |
2007/08 |
СЧ:162 |
15 |
25 |
30 |
20 |
10 |
3,15 |
71 |
76 |
56 |
63 |
63 |
2008/09 |
СЧ:124 |
10 |
23 |
33 |
21 |
13 |
2,96 |
73 |
69 |
52 |
49 |
56 |
По входному контролю (тесты ВК) результаты 2008/09 уч. г. находятся на уровне прошлого года, но значительно снижены по сравнению 2003-2004 годами, когда средний балл был 3,23 и 3,15. По начертательной геометрии (тесты НГ) средний балл составил 2,79. Всего на «отлично» и «хорошо» ответило 21%, на «неудовлетворительно» и «плохо» - 43%. Правильные ответы на вопросы 1-5 составили от 40% до 74%. При этом на тесты по проецированию геометрических фигур (НГ1) балл составил 2,83, по позиционным и метрическим задачам (НГ2) – 2,71, на пересечение поверхностей (НГ3) – 2,65.
По инженерной графике (тесты ПЧ) в 2008/09 уч г. выдано 660 карт-тестов (2800 вопросов). Положительно на них ответило 55% студентов, Средний балл составил – 2,71, отличные и хорошие оценки -29%, ответы на отдельные вопросы – от 32до 59%. (Показатели у студентов очного обучения 2 курса «ДС»: балл – 3,18; отличные и хорошие оценки составили 44%). Балл ответов на тесты по изображениям (ПЧ1-30 серий) равен 3,2; по параметризации плоских фигур (ПЧ2-10 серий)– 2,09; то же - трехмерных фигур (ПЧ3) – 2,58. По отношению к 2007/08 г. средний балл вырос на 0,11. Количество отличных и хороших оценок осталось на прежнем уровне, а «плохих» сократилось на 5%. По сравнению с 2003-2006 г. балл снизился до 7%.
По машиностроительным чертежам (СБ) на 157 тестов (785 вопросов) 26% студентов ответили на «отлично» и «хорошо», а 47% - на «неуд» и «плохо». Средний балл на теоретические вопросы по оформлению чертежей по ЕСКД (СБ1-15 серий) составил 2,47, качественные оценки составили 22%, «плохие» и «очень плохие» - 54%, правильные ответы на вопросы - от 40 до 59%. Балл ответов на чтение чертежа ВО (СБ2-15 серий) равен 2,70; качественные оценки составили 28%, а «плохие» и «очень плохие» - 42%; положительные ответы на вопросы составили от 41 до 69%. В целом эти показатели ниже данных за прошлые годы.
По строительным чертежам (СЧ) выдано 124 теста (620 вопросов). Результаты тестирования таковы: общий средний балл равен 2,96, количество отличных и хороших оценок составило 33%, плохих и очень плохих - 34%. Средний балл ответов на теоретические вопросы по оформлению строительных чертежей марок АС, КЖ, КМ, КД по СПДС (СЧ1-15 серий) и равен 3,7, что на 0,11 ниже показателя ответов на чтение чертежей и их фрагментов (СЧ2-15 серий). Количество положительных ответов на отдельные вопросы колеблется от 51% до 89%. Эти показатели также снизились: средний балл на 0,19 и 0,25 (до 8%), что можно объяснить сокращением в этом году учебных часов для этих специальностей.
В 2008-2009 годах автором подготовлены задания-тесты по машино- строительным (СБД) и строительным (СЧД) чертежам для дифферен-цированного зачета. В целях сокращения угадывания ответов все тесты содержат по 4 ответа на вопрос. Тесты разделены на два вида по 10 серий: по теоретической части - на знание положений стандартов систем ЕСКД, СПДС, и на чтение чертежей ВО и строительных. Тесты СБД1 включают десять вопросов на виды и содержание КД, условности и упрощения изображений, нанесение номеров позиций и размеров, заполнение «основных» надписей; оформление спецификаций; виды и оформление схем. Тесты СБД2 содержат вопросы на определение изображений на чертеже ВО и их числа, определение частей (НФ) отдельных деталей; установление вида соединения деталей; то же, подвижных и пограничных деталей (поз.), групп размеров, содержания записей; выбор маршрута демонтажа изделия (с выделением сборочных единиц низшего уровня).
Каждая серия тестов СЧД содержит пять вопросов по содержанию, назначению и оформлению архитектурно-строительных чертежей, условным изображениям и обозначениям конструктивных элементов зданий и узлов конструкций, чтению чертежей и их фрагментов.
Для самоконтроля знаний для студентов строительных специальностей при ДО разработаны тесты СЧТ. Они содержат 9 серий по 25 вопросов в соответствии главам учебного пособия [5]: общие сведения о сооружениях ж.д. транспорта, правилам оформления по СПДС чертежей марок АС, КЖ, КМ, КД, а также чертежей сантехнических систем, генпланов, проектов железных дорог.
Вся информация в тестах представлена в текстовой, графической и символьной формах. Словесное содержание теста потребует от студента пространственного представления геометрической фигуры и, как следствие, анализа созданной воображаемой информации, выбора правильного ответа. Графическое представление теста заставляет работать пространственное воображение с использованием теоретических знаний и практических навыков по соответствующему разделу. Для примера на рис. 1а,б,в даны фрагменты оформления карт-тестов СБД (без чертежа ВО) и теста СЧТ.
В весеннюю сессию некоторым студентам на зачет вместо графической работы для апробации предложены данные тесты. Принято: время ответа на вопрос 2 минуты; по двум тестам на оценку «отл.» нужно правильно ответить на 20-19 вопросов, на «хор» - 18-16 и «уд»- 15-13 вопросов. Результаты первичного тестирования приведены в табл. 2.
Таблица 2
Выдано тестов |
Результаты ответов, % |
Средний балл |
Дано правильных ответов на вопрос, % |
|||||||||||||
5 |
4 |
3 |
2 |
1 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
||
СБД1:28 |
4 |
7 |
39 |
43 |
7 |
2,57 |
68 |
46 |
39 |
16 |
50 |
54 |
50 |
50 |
50 |
36 |
СБД2:28 |
7 |
14 |
32 |
36 |
11 |
2,71 |
39 |
50 |
36 |
29 |
75 |
79 |
86 |
43 |
88 |
54 |
СБД:56 |
5 |
11 |
36 |
39 |
9 |
2,64 |
57 |
48 |
38 |
50 |
63 |
66 |
68 |
46 |
66 |
45 |
СЧТ2:13 |
8 |
15 |
31 |
38 |
15 |
2,90 |
38 |
23 |
54 |
54 |
46 |
62 |
62 |
69 |
31 |
46 |
СЧТ6:13 |
8 |
31 |
38 |
15 |
8 |
3,15 |
77 |
54 |
62 |
54 |
62 |
77 |
85 |
69 |
62 |
92 |
Показатели ответов на предлагаемые тесты в основном соответствует ответам на тесты СБ и СЧ. Средний балл ответов по СБД составил 2,64; по «теории» - 2,57 и «практике» чтения ВО - 2,71. Правильные ответы на вопросы тестов в среднем составили 45,8% и 46,8%. Средний балл ответов по СБТ2 составил 2,90, по СЧТ6 – 3,15.
При тестировании на ЭВМ в системе «КОСМОС» доверительность оценки будет более высокая, так как исключается фактор субъективности со стороны преподавателя. Однако, на наш взгляд, машинное тестирование следует использовать только в режиме итогового контроля и самоконтроле при ДО. При групповом контроле, в целях экономии учебного времени, следует практиковать тестирование по карт-тестам. При без машинном контроле проверка правильности ответов проводится по таблицам ответов, что позволяет привлекать к работе технический персонал кафедры. Практика показала, что такой метод контроля знаний требует минимальных затрат времени как на индивидуальный контроль, так и при групповом контроле в аудитории. По результатам тестирования сам студент и преподаватель делают вывод о степени освоения материала.
Предлагаемые тесты, охватывающие все разделы курса инженерной графики, позволят студентам полнее раскрыть свои знания по итоговым темам, от усвоения которых в дальнейшем зависит успешная самостоятельная работа над курсовыми и дипломным проектами, и на производстве.
а)
Тема: Составление и чтение чертежей сборочных единиц |
СБД 00 |
|
Вопрос |
Ответ |
Код |
1. Какая КД содержит эксплуатационные показатели и требования по изготовлению, приемке и поставке изделия? |
Пояснительная записка (ПЗ) |
A |
Спецификация |
B |
|
Технические условия (ТУ) |
C |
|
Патентный формуляр (ПФ) |
D |
|
3. Какие условности используются на продольных разрезах ВО и СБ при изображении сплошных стержней? |
Контур стержней штрихуется с наклоном в другую сторону |
A |
Контур стержней штрихуется с более мелким шагом |
B |
|
Контур стержней не штрихуется |
C |
|
Контур стержней имеет сплошную заливку |
D |
|
6. Где указываются номера позиций составных частей изделий на чертежах сборочных единиц? |
В кружках |
A |
На полках линий – выносок |
B |
|
На линиях - выносках |
C |
|
На изображении составных частей изделия |
D |
|
8. Какое обозначение соответствует схеме деления изделия на составные части? |
Е1 |
A |
А1 |
B |
|
Г2 |
C |
|
Э4 |
D |
|
9. На какие изделия составляются «Спецификации» в учебном процессе? |
Сборочные единицы |
A |
Детали |
B |
|
Комплекты |
C |
|
Комплексы |
D |
|
Тестирование является важным показателем качества и мотивирующим фактором образования. Контроль позволяет студентам самим оценить свои знания: входной - вспомнить основные понятия и теоремы геометрии, необходимые при изучении начертательной геометрии, а текущий – укажет на пробелы при изучении отдельных тем курсов. Преподавателю эти виды тестирования помогают скорректировать направленность групповой и индивидуальной работы со студентами.
б)
Вопрос |
Ответ |
Код |
2. На каких изобра-жениях «Клапана» показана деталь поз.3 «Ниппель»? |
На главном виде, видах сверху и слева, фронтальном разрезе |
A |
На главном виде, видах сверху и слева, профильном разрезе |
B |
|
На видах сверху и слева, фронтальном и профильном разрезах |
C |
|
На виде сверху, фронтальном и профильном разрезах |
D |
|
4. Из каких простых геометрических тел (HФ) состоит деталь поз. 5 «Штуцер»? |
9-ти цилиндров, 2-х конусов, призмы. |
A |
8-ми цилиндров, цилиндра с резьбой, 3-х конусов. |
B |
|
8-ми цилиндров, цилиндра с резьбой, 2-х конусов |
C |
|
7-ми цилиндров, цилиндра с резьбой, 3-х конусов, призмы |
D |
|
5. Как соединяются детали поз.1 «Корпус» и поз. 3 «Ниппель»? |
Резьбовое и клеевое соединения |
A |
Резьбовое и паяное соединения |
B |
|
Клеевое соединение |
C |
|
Резьбовое соединение |
D |
|
7. Что означает запись размера «М55×2»? |
Резьба метрическая диаметром 55 мм, шаг 2 мм |
A |
Резьба трубная цилиндрическая 2 дюйма с условным диаметром 55 мм |
B |
|
Резьба трапецеидальная на диаметре 55 мм и шагом 2 мм |
C |
|
Резьба упорная на диаметре 55 мм и шагом 2 мм |
D |
|
10. В какой последовательности разбирается изделие «Клапан» ? |
(1-9-(3+4+10)-(6+7))-8-5-2 |
A |
4–3–10–(7–6)–1–9–8–5-2 |
B |
|
3–4–10–5–(6–7)–8–1–9-2 |
C |
|
(3–4–10)–(1+9)–(6+7)–8–5-2 |
D |
в)
Вопрос |
Эскиз |
Код |
Ответ |
|
5 |
Укажите на узле фермы марки КД размеры накладки поз.5. |
|
А |
150х150-2495 |
В |
150х150х2720 |
|||
С |
75х180х1240 |
|||
D |
150х180х2560 |
|||
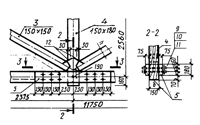
Рис.1
В настоящее время в рамках глобальной реформы образования особое внимание будет уделено развитию системы независимой оценки качества образовательных услуг, что потребует от преподавателей-графиков более внимательного отношения к развитию у студентов пространственного воображения, способствовать приобретению трудолюбия, терпения, аккуратности, ответственности и самоуважения. Этот процесс весьма медлителен и требует большого напряжения, а главное желания со стороны студента. Добиться этого будет весьма трудно в условиях падения престижа инженерного труда, снижения мотивации у большинства студентов к приобретению глубоких знаний, сокращения числа часов по графическим дисциплинам [6,7].
Литература
1. Синицын С.А., Тарлыков В.И. Разработка учебной системы ДО по начертательной геометрии и инженерной графике. /Межвуз. сб. трудов. М.: РГОТУПС, 2005..
2. Инженерная графика. Задания-тесты для зачетов по контрольным работам (для ДО)./ Составители Ю.Д. Васюнцов, С.А. Синицын. М.: РГОТУПС, 2006.
3. Тарлыков В.И. Микромониторинг подготовки специалистов по графическим дисциплинам в условиях ВФ РГОТУПС./ Межвуз. сб. трудов. М.: РГОТУПС, 2003.
4. Тарлыков В.И. Входной контроль по графическим дисциплинам /Межвуз. сб. трудов. М.: РГОТУПС, 2004.
5. Тарлыков В.И., Каминский В.П. Составление и чтение строительных чертежей. Учебное пособие. Воронеж, 2006
6. Инновационные технологии преподавания и изучения графических дисциплин технических специальностей. / 2 республ. научно-практическая конференция молодых ученых и студентов. Беларусь, Брест, БрГТУ, 2007.
7. К вопросу качества графической подготовки специалистов с высшим техническим образованием. «Наука и образование – 2008». Том 6 «Педагогические науки», София «БелГРАД» ООД, 2008.
Воронежский филиал
Московского института инженеров транспорта