

2. Определение массы детали
2.1. Исходные данные. Деталь – втулка (рис. 1). Материал - сталь 45. Годовой объем выпуска N = 48000 штук.
Рис. 2. Деталь –
втулка
2.2. Объем детали, имеющей форму круглого цилиндра, вычисляется по формуле источника [6, с.315]
![]() (1)
(1)
Объем втулки (рис.1) определяется как сумма объемов трех полых цилиндров без объемов двух центральных отверстий, расположенных внутри детали.
Плотность стали
![]() кг/м3 приведена в табл. 1.
кг/м3 приведена в табл. 1.
Масса детали находится по формуле [4, с. 37]
![]()
![]() (2)
(2)
![]()
Объем выпуска N = 48000 шт., соответствует среднесерийному типу производства по табл. 1.
3. Масса заготовки из проката
Диаметр заготовки DЗП, мм, из проката с учетом припуска на обработку черновым и чистовым обтачиванием и шлифованием
![]()
![]()
Припуски:
![]()
![]() (табл. 7).
(табл. 7).
Диаметр заготовки
выбирается из таблицы 5 ближайший и
больший
![]() .
Длина заготовки h3.1
определяется как длина детали hд
= 0,05 м, с учетом припуска
на отрезку заготовки дисковой пилой на
отрезном станке
.
Длина заготовки h3.1
определяется как длина детали hд
= 0,05 м, с учетом припуска
на отрезку заготовки дисковой пилой на
отрезном станке
![]() (табл. 3) и припуска на подрезку торцов
с двух сторон заготовки, после отрезки
(табл. 3).
(табл. 3) и припуска на подрезку торцов
с двух сторон заготовки, после отрезки
(табл. 3).
![]() ,
,
![]()
![]() .
.
Если необходима чистовая подрезки торцов или шлифование торцов, то величины припусков приведены в табл. 4.
Диаметры заготовки из проката и их длины приведены в табл. 5. Длины заготовок Li, мм, в зависимости от номинального диаметра приведены в таблице 6: dн, мм: L1 = 4dн; L2 = 8dн; L3 = 12dн; L4 = 20dн.
Выбирается прокат
диаметром DЗ.П. =
0,12 м и длиной L2 = = 8
· DД = 0,88 м.
Количество деталей, изготавливаемых
из такого проката
![]() (рис. 3).
(рис. 3).
Д
Рис.
3. Схема порезки горячекатаной круглой
стали обычной точности /В/
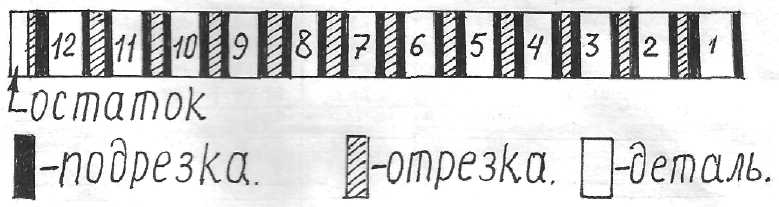
![]() .
На каждую заготовку из остатка
дополнительно приходится
.
На каждую заготовку из остатка
дополнительно приходится
![]() .
Длина заготовки для детали составит
.
Длина заготовки для детали составит
![]() .
.
Объем заготовки из проката, м3
Плотность стали
![]() ,
(табл. 2).
,
(табл. 2).
Масса заготовки из проката, кг
![]() (3)
(3)
![]() .
.
В табл. 6 приведены и другие длины для проката. Необходимо определить массы заготовок из проката выполненного длиной L1 = 4dн; L3 = 12dн; L4 = 20dн и принять прокат длиной при которой масса заготовки будет наименьшей.
4. Масса отливки
Для втулки с наружным диаметром 110 мм, при квалитете точности размеров детали 9Т, получаемых механической обработкой, рекомендуются 7 – 9Т классы точности отливок (табл. 11). Для стальных заготовок рекомендуется (табл. 9) литье в песчанные формы, отверждаемые в контакте с оснасткой, классов точности размеров и масс 6 - 11 и рядов припусков 2 – 4. Для размеров детали в интервале от 100 до 160 мм и классе точности размеров отливок 9Т рекомендуется допуск равный 2,0 мм (табл. 12).
Для 3-го ряда припусков и допуска свыше 2,0 до 2,4 мм припуск назначается в пределах от 3,2 до 4,0 мм. Меньшие значения припуска устанавливают при более грубых квалитетах точности обработки деталей, большие значения припуска устанавливают при более точных квалитетах (табл.11). При более высоких требованиях к точности размеров обрабатываемых деталей допускается увеличение основного припуска до ближайшего большего значения из того же ряда.
По такой методике определяются припуски и для других размеров детали.
Масса оливки для детали определяется по методике изложенной в разделе 2 по формулам (1) и (2).